
Fターム[3C069BC01]の内容
石材又は石材類似材料の加工 (12,048) | 加工手段の駆動又は移送 (498) | 加工手段自体の駆動装置 (359)
Fターム[3C069BC01]の下位に属するFターム
駆動機構 (125)
制御装置(ON、OFF含む) (85)
Fターム[3C069BC01]に分類される特許
1 - 20 / 149
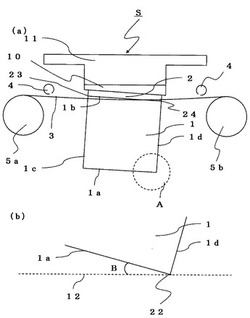
被加工物の切断方法
【課題】 被加工物に発生するクラックを低減することのできる被加工物の切断方法を提供すること。
【解決手段】 第1メインローラ5aと、これから所定距離を隔てて配置された第2メインローラ5bと、これらメインローラ間で複数列に平面状に張られた、表面に砥粒が固着されているワイヤー3とを備えており、第1メインローラ5aにワイヤー3を供給しながら、第2メインローラ5bからワイヤー3を送出するワイヤーソー装置Sを用いて、被加工物1の切断開始時に、無負荷状態における複数列のワイヤー3を含む仮想平面12に対して、被加工物1の第1メインローラ5a側に位置する第1面1aの第1端部21が仮想平面12から上方へ離れる方向に第1面1aを傾斜させるとともに、被加工物1の第2メインローラ5b側に位置する第1面1aの第2端部22をワイヤー3に最初に接触させて切断を行なう被加工物の切断方法とする。
(もっと読む)
ワーク切断方法、半導体基板の製造方法、半導体基板およびワイヤソー装置

【課題】ワーク切断に起因するマイクロクラックを抑制してウエハ割れや欠けを抑える。
【解決手段】ワーク切断後のウエハ割れ発生頻度を抑制するべく、ウエハ表面のマイクロクラック深さおよびワーク切断後のウエハ厚さのうちの少なくとも該マイクロクラック深さが設定制御されている。具体的には、ウエハ厚さを、100μm以上130μm以下の半導体基板に薄板化し、マイクロクラック深さを0μm以上2μm以下に設定制御して、ウエハ割れ発生頻度を0.5パーセント以上1パーセント以下に設定制御する。
(もっと読む)
ワークの切断方法及びワイヤソー
【課題】ワイヤソーによるワークの切断において、特にピッチを狭くしたワイヤ回収側でワークの切り始めが局所的に薄くなり、TTVが悪化するのを抑制できるワークの切断方法及びワイヤソーを提供することを目的とする。
【解決手段】複数の溝付きローラに巻掛けされたワイヤを軸方向に往復走行させ、前記ワイヤにスラリを供給しつつ、ワークを相対的に押し下げて、往復走行する前記ワイヤに押し当てて切り込み送りし、前記ワークをウェーハ状に切断するワークの切断方法であって、前記溝付きローラの複数の溝の底部の位置と該溝付きローラの回転軸との間の距離がワイヤ供給側からワイヤ回収側に向かって徐々に短くなるように形成された前記溝付きローラを準備する工程と、前記ワイヤ供給側のワイヤが前記ワイヤ回収側のワイヤよりも先に前記ワークに押し当てられるようにして前記ワークを切断する工程とを含むことを特徴とするワークの切断方法。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法、半導体ウエハ
【課題】ワイヤの往復走行でワイヤがワークから抜け切らずに切断することによる切れ味の低下を抑制または防止して切断速度を改善する。
【解決手段】所定の間隔で配置された複数の溝付ローラ2,3間に巻き付けられた切断用のワイヤ41,42の一方端が供給ボビン51,52に巻き付けられ、その他方端が回収ボビン61,62に巻き付けられて、ワイヤ41,42を往復走行させて複数の溝付ローラ2,3間のワイヤ41,42の複数列でワーク7を切断するワイヤソー装置1において、供給ボビン51と回収ボビン61の1対と、供給ボビン52と回収ボビン62の1対との2対設けられ、この2対に対応した2本のワイヤ41,42を往復走行させている。
(もっと読む)
ガラススクライブ方法及びガラススクライブ装置
【課題】100μm以下の薄いガラス基板を、複雑な制御の必要なしに、所要のパターンにスクライブすることができるガラススクライブ方法及びガラススクライブ装置を提供する。
【解決手段】厚さ100μm以下のガラス基板40を所要の形状にスクライブするガラススクライブ方法であって、円錐形の尖端を有するガラススクライバ30を、支持部20に取り付けるステップと、ガラス基板40をテーブル面24に載置するステップと、ガラススクライバ30を、テーブル面24に載置された前ガラス基板40に当接させて、該ガラス基板40に対して所定の荷重を負荷するステップと、ガラス基板40の表面上に所要の形状をスクライブするように、ガラススクライバ30の尖端をガラス基板40の表面に当接させながらテーブル面24と支持部20とを相対移動させるステップと、を含む方法によりガラス基板40をスクライブする。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法
【課題】従来装置と比較してより高い張力で、ワイヤ断線なくワークの切断を素早く実現する。
【解決手段】複数の溝付ローラ2,3間に巻き付けられた切断用のワイヤ4の一方端が第1ダンサローラ10を介して供給ボビン5に巻き付けられ、その他方端が第2ダンサローラ13を介して回収ボビン6に巻き付けられ、複数の溝付ローラ2,3間のワイヤ4の複数列でワーク7を切断するワイヤソー装置1Aにおいて、供給ボビン5に対する第1トラバーサ22Aのワイヤ折り返し移動による張力変動および、回収ボビン6に対する第2トラバーサ23Aのワイヤ折り返し移動による張力変動を吸収する第1ワイヤ張力変動吸収手段が設けられている。
(もっと読む)
コンクリート構造物切断装置
【課題】 ワイヤーソーの駆動により、鉄筋コンクリート建物等の各部材を、効率よく安定した状態でブロック状に切断して解体する。
【解決手段】 ベースマシンのアーム3の先端に支持されたベースプレート12上に設けられた駆動モータMにより回転する駆動プーリ21と他のプーリ22,23との間にワイヤーソーWが無端ループ状に掛け渡されたワイヤーソーユニット20と、ワイヤーソーユニット20の推進プーリ25を、ワイヤーソーWによるコンクリート柱1の押し切り方向に移動可能な送りネジ32を有するプーリ駆動手段30とを備える。アーム3の操作により、コンクリート柱1に対して推進プーリ25で保持されたワイヤーソーWの部位を位置決めする。ワイヤーソーWを各プーリでガイドして回転させるとともに推進プーリ25を前進させ、コンクリート柱1の押し切り方向に直動させて部材切断する。
(もっと読む)
切断装置及び切断方法
【課題】ワークを効率良く切断加工できる切断装置及び切断方法を提供する。
【解決手段】切断装置10は、バンドソー12を切断領域においては直線状に走行するように巻き掛ける、一対のプーリー14,16と、駆動手段18と、回転軸20,22と、緊張手段24とを有し、前記プーリーは、ワークの切断幅に対応した直径を有し、前記プーリーに巻き掛けられたバンドソー12は、プーリーに巻き掛けられて直線状に走行する手前側の切断領域と向こう側の切断領域のいずれにおいてもワークを切断するように構成されるとともに、直線状に走行する一方の領域のみにおいてワークを切断するときの切り込み送り速度の2分の1以下の切り込み送り速度により、ワークの中に深く入れて切断するように構成され、前記一対のプーリー14,16に巻き掛けられたバンドソー12を、ワークの切断幅に対応した間隔をおいて、同一平面内に並設されている。
(もっと読む)
ワイヤソー装置及び切断加工方法
【課題】揺動切断の際に発生するワイヤの局所的な張力変動を抑制する。
【解決手段】往復走行しながら揺動する切断用ワイヤ3に被加工物Wを押し付けて切断するワイヤソー装置1である。揺動するワイヤガイド支持部4や、ワイヤガイド支持部4に配置された一対のワイヤガイド2、2、切断用ワイヤ3を一対のワイヤガイド2、2に巻き付けることにより、これらワイヤガイド2、2の間に形成されるワイヤ群3a、切断用ワイヤ3の巻き出し及び巻き取りが可能なワイヤ供給装置6とワイヤ巻取装置7、変位して被加工物Wをワイヤ群3aに押し付けるワーク保持部50、制御装置8を備える。制御装置8が、切断用ワイヤ3の走行速度を制御する走行速度制御手段8aと、切断用ワイヤ3の走行速度の増減に応じてワイヤガイド支持部4の揺動速度を増減制御する揺動速度制御手段8bとを有している。
(もっと読む)
板状ガラス部材の割断方法、および割断装置
【課題】割断精度に優れ、かつ、幅広い組成の板状ガラス部材を低コストで割断を行うことができる、板状ガラス部材の割断方法の提供。
【解決手段】板状ガラス部材の割断予定線に向けて、該板状ガラス部材の表面に対し放電を行い、該割断予定線に沿って放電を移動させることによって、該板状ガラス部材を割断する方法であって、前記板状ガラス部材の表面におけるピーク温度近傍となる温度(ガラスピーク温度)を測定し、該測定された温度に基づき、放電出力を制御することを特徴とする板状ガラス部材の割断方法。
(もっと読む)
パターニングヘッドおよびパターニング装置
【課題】基板上に形成された膜を良好な状態で剥離または除去することができるパターニングヘッドおよびパターニング装置を提供する。
【解決手段】パターニングヘッド30は、主として、ホルダ31と、ホルダ揺動部34と、昇降部50と、パターニングツール60と、を有している。ホルダ揺動部34は、ホルダ31を脆性材料基板に対して揺動させることによって、刃先61aの刃渡り方向を調整する。ホルダ揺動部34の揺動軸36aは、パターニングツール60の延伸方向(矢印AR4方向)と略垂直であり、かつ、刃先61aの刃渡り方向(矢印AR3方向)と略垂直な方向(矢印AR5方向)に延びる。そして、ホルダ31は、取付片36に設けられた揺動軸36aを中心に揺動する。これにより、膜に対して突き当てられた刃先の刃渡り方向(矢印AR3方向)が、膜の表面に対して略平行となるように、ホルダ揺動部34は、ホルダ31を矢印R2方向に回転できる。
(もっと読む)
中広加工ができる切削装置
【課題】木材や石材単体で花瓶、壷のような器を作る場合、簡単な構造の装置で、精度よく、内面の中広加工ができる切削装置を提供する。
【解決手段】中広加工ができる切削装置は孔21に軸周方向へ回転する挿入筒3と、挿入筒に収納され回転力を付与することができ、切削部材10の拡がる角度を調節するための円盤2を下端に設けた回転軸1と、回転軸に螺合しかつ位置固定できる切削部材ホルダー6と、挿入筒3の外側へ拡がり可能及び内側へ収納可能な切削部材10を備えている。孔21に切削装置を挿入し切削部材ホルダー6を支えて回転軸1を逆回転することにより、円盤2が上側に移動し切削部材の拡がる角度を大きくする機能を有し、段階的に円筒状の中広加工切削ができるものである。
(もっと読む)
スクライブヘッド
【課題】スクライブヘッドにおいて昇降機構内にカレット等が混入しないようにして動作不良を防止すること。
【解決手段】ベースプレート11の上下にトッププレート12とボトムプレート13を有し、トッププレート12の上部にサーボモータ14、トッププレートとボトムプレートの間に昇降機構部を設ける。トッププレート12、ボトムプレート13の側面にはL字形カバー31a,31b,33a,33bを設け、L字形カバーと共に段差部を形成する。この段差部に沿ってコ字形のメインカバー35を挿入して固定する。これによりメインカバー35で昇降機構部を覆うことができ、スクライブ時にカレット等の異物の混入を防止することができる。
(もっと読む)
ワーク切断方法及びワイヤソー
【課題】ワイヤ駆動方向切換時の張力付与部材の急激な変位を抑制する。
【解決手段】第1リール9AからワイヤWを繰り出しながら当該ワイヤWの張力を繰出し側張力に上げる一方、このワイヤWの張力をこの張力よりも低い巻取り側張力に下げて第2リール9Bに巻取る前進駆動切断工程と、第2リール9Bからワイヤを繰り出しながら当該ワイヤWの張力を繰出し側張力まで上げる一方、このワイヤWの張力を巻取り側張力まで下げて第1リール9Aに巻取る後退駆動切断工程とを繰返し行う。その際、ワイヤ繰出し側では、第1リールをその周速度がガイドローラ24等の周速度よりも低くなる第1の回転速度で駆動し、巻取り側では、第2リールをその周速度が第1の回転速度で駆動される第1リールの周速度よりも低くなる第2の回転速度で駆動する。
(もっと読む)
ワイヤソー
【課題】ワイヤソーにおける切断精度を向上する。
【解決手段】複数のガイドローラ間に掛け渡した1本のワイヤを走行させて該ワイヤに加工物を押し付けることによって加工物を切断するようにしたワイヤソーにおいて、本体プレート2前面に軸芯8を中心として揺動するように揺動プレート6を軸支し、前記揺動プレート6には、前記軸芯8に対称となるよう左右にガイドローラ7a、7aを設けて、揺動の基点となる軸芯8を加工部のワイヤ5に近付ける。加工部のワイヤ5と揺動軸芯を近付けることで、ワイヤ5が加工部から離れることを防止する。
(もっと読む)
樹脂フィルムのバリ取り方法及び積層体の切断方法
【課題】樹脂フィルムに切り込みを入れた際に生じるバリを除去する方法を提供する。
【解決手段】カッター2を樹脂フィルム4に圧接させ、カッター2を樹脂フィルム4に対して相対的に移動させることによって、樹脂フィルム4に切り込み6を入れた後、切り込み6を入れた部分を押圧部材で押圧して、切り込み6によって生じたバリ41を押し潰す。ここでバリ41を取り除いた後の樹脂フィルム4aの表面の平面度をより高くする観点からは、押圧部材をローラ部材とし、押圧部材の中心軸を切り込み方向に対して略垂直として、切り込み6の部分を転動させるのが好ましい。ローラ部材の直径としては1〜10mmの範囲が好ましい。
(もっと読む)
ソーワイヤおよびそれを用いたシリコンインゴットの切断方法
【課題】均一な厚みを有する反りのないウエハを切り出すことが可能な固定砥粒方式のソーワイヤを提供すること。
【解決手段】ソーワイヤは、始端および終端を有するワイヤと、ワイヤの表面に固着された砥粒とを備え、ワイヤは始端から所定の長さにわたって規定される第1部分と、第1部分に続くように第1部分の端から所定の長さにわたって規定される第2部分と、第2部分に続くように第2部分の端から終端までの間に規定される第3部分とからなり、第1および第3部分の表面に固着した砥粒は粒径が第2部分の表面に固着した砥粒の粒径よりも小さい。
(もっと読む)
ワイヤソー装置およびこれを用いた切断方法
【課題】 ワイヤが長寿命であり、且つ加工精度が高く、信頼性の高いワイヤソー装置を提供すること。
【解決手段】 供給装置10及び超音波伝搬体12は、ガラス製の管であり、両者は溶着に接続されている。供給装置10の他方はプラスチック配管に接続され、その中からスラリまたは切削液11を流し、管状の超音波伝搬体12を通り、ワイヤ2に到達する。管状の超音波伝搬体12に、ワイヤ2により溝14を形成する。そして超音波伝搬体12の先端はワイヤ2の下側に達する。超音波伝搬体12に設けられた溝14とワイヤ2の距離が1mm以下であるので、ワイヤ2は常にスラリまたは切削液11に接触する。そして、ランジュバン型超音波振動子13の超音波振動は超音波伝搬体12に伝搬し、確実にスラリまたは切削液11を伝搬してワイヤ2に到達してワイヤ2を超音波振動させる。
(もっと読む)
ワイヤソー装置およびこれを用いた切断方法
【課題】 ワイヤが長寿命であり、且つ加工精度が高く、信頼性の高いワイヤソー装置を提供すること。
【解決手段】 約120μmの直径のワイヤ2と1mm以下の間隔を置いて超音波伝搬体12を接合したランジュバン型超音波振動子13を位置させる。超音波伝搬体12にはオネジ部を設け、一方ランジュバン型超音波振動子13にはメネジを設け、エポキシ接着剤と共に両者を締め付け接合する。そして、超音波伝搬体12の上部位置にスラリまたは切削液11を噴出する供給装置10を設置する。供給装置10から超音波伝搬体12またはランジュバン型超音波振動子13の表面に直接スラリまたは切削液11を噴出する。
(もっと読む)
脆性材料基板の分断方法
【課題】各スクライブライン近傍で押圧可能な緩衝領域の幅が片側250μm以下であっても、電子回路形成部分に損傷を与えることなく、3点曲げモーメントによってブレイクすることのできる分断方法を提供する。
【解決手段】 脆性材料基板1に複数条のスクライブラインを形成した後、分断すべきスクライブラインを跨いでその左右位置の基板上に当接する一対の上刃6と、スクライブラインを設けた面とは反対側の面でスクライブラインに相対する部位に当接する下刃5とを配置して、下刃5もしくは上刃6を基板1に押圧することによって、3点曲げモーメントにより基板1をスクライブラインに沿ってブレイクする工程を含み、このブレイク工程において、左右の上刃6を、分断すべきスクライブラインS1に隣接する左右のスクライブラインS3の間で、かつ、この左右のスクライブラインS3の近傍位置に当接するようにする。
(もっと読む)
1 - 20 / 149
[ Back to top ]