
Fターム[3C100AA01]の内容
Fターム[3C100AA01]の下位に属するFターム
作業者の配置 (57)
運行中に行うもの(運行管理を含む) (93)
シミュレーション (411)
制御理論を用いるもの (76)
スケジュールの評価 (120)
表示・出力 (122)
Fターム[3C100AA01]に分類される特許
1 - 20 / 128
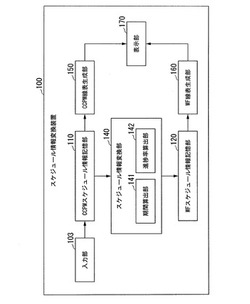
スケジュール情報変換装置、スケジュール情報変換方法
【課題】異なるプロジェクト管理手法により管理されたスケジュールを、比較可能に表現する。
【解決手段】スケジュール情報変換装置が、プロジェクトに対して割り当てられたバッファ期間と、プロジェクトのタスク毎に、タスクに対して割り当てられた割当期間と、タスクが完了するまでの残存期間とが対応付けられたCCPMスケジュール情報が記憶されているCCPMスケジュール情報記憶部と、プロジェクトのタスク毎に、タスクに割り当てられたバッファ期間が含まれる割当期間と、タスクの進捗率とが対応付けられたWFスケジュール情報が記憶されるWFスケジュール情報記憶部と、CCPMスケジュール情報記憶部に記憶されているCCPMスケジュール情報に基づいて、WFスケジュール情報を生成し、WFスケジュール情報記憶部に記憶させるスケジュール情報変換部と、を備える。
(もっと読む)
製造プロセスのスケジュール策定支援方法、装置及びプログラム

【課題】処理能力が異なる多段複数工程を有し、工程毎の処理発生率が異なる複数種類の製品を組み合せて製造する製造プロセスにおいて、工程毎の通過所要時間、更には仕掛数の変動を確率論的に算出し、製造プロセスのスケジュール策定を支援できるようにする。
【解決手段】工程毎の通過所要時間Wを、設備が処理実施中である確率PB、設備利用率ρX、設備休止率ρY、平均処理時間EX、平均休止時間EY、処理間隔ばらつき比CSX、休止間隔ばらつき比CSY、前工程稼働率ρLを用いて、下式(101)、(102)
【数1】
で表わす待ち行列モデルが構築されており、所望の工程での通過所要時間Wの変動を算出することにより、製造プロセスのスケジュール策定を支援する。
(もっと読む)
処理装置群コントローラ、生産処理システム、処理装置群制御方法、及びプログラム
【課題】被処理体を処理する複数の処理装置に付随する設備のレディ状態/アイドル状態の切り替えを適切に行い、設備におけるエネルギー消費量を削減する。
【解決手段】処理装置群コントローラ1は、被処理体を処理するそれぞれ設備が付随した複数の処理装置のメンテナンス時期の情報を含む稼働予定と、前記複数の処理装置への被処理体の搬入及び搬出のタイミングの情報を含む搬送計画とを記憶する記憶部12と、前記搬送計画と、各処理装置の前記稼働予定とを比較し、各処理装置について、メンテナンス前の最後の処理を特定し、特定した処理の終了タイミングを検出する検出部102と、各処理装置に対して、前記終了タイミングで、付随している設備とともにアイドル状態に切り替わるように指示する指示部103と、を備える。
(もっと読む)
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
供給計画作成システム
【課題】部品の供給効率を落さず、組立ラインの余剰在庫を抑制しラインサイドを簡素化して生産性及び作業性を向上させた供給計画作成システムを提供すること。
【解決手段】供給計画作成システム1は、複数の部品をロット単位で連続してラインサイド5aまで供給する。供給計画作成システム1は、ラインサイド5aに設けられ部品を組み付けるライン在庫区域070〜183と、部品を積載して供給する供給手段7と、供給手段7を搬送する搬送手段71と、部品構成情報と生産計画情報112とを格納した製品組立情報格納部11と、供給手段識別情報121と積載許容数情報122とを格納した供給手段情報格納部12と、供給手段7に積載する部品の数量及び供給時刻を策定する供給計画作成部14と、を有している。
(もっと読む)
部品管理装置及び部品管理方法
【課題】生産ラインに対して部品の適切な移動を作業者に指示することで生産性を向上させることが出来る部品管理装置を提供する。
【解決手段】部品管理装置10であって、記憶部130は、複数の生産計画と、生産計画で使用される複数の部品から構成される部品群を識別する系統情報とを含む生産計画情報と、系統情報で識別される部品群に残存する残存部品を示す情報を含むライン過剰部品数情報と、生産計画ごとのプリント基板の生産に使用される使用部品を示す情報を含む部品構成情報とを記憶しており、部品管理装置10は、系統情報が定められている生産計画の実行後のライン過剰部品数情報に含まれる情報で示される系統情報ごとの残存部品と、系統情報が定められていない生産計画である新規計画における部品構成情報に含まれる情報で示される使用部品との共有率を用いて、新規計画での系統情報を決定する系統設定部103を備える。
(もっと読む)
作業管理装置および作業管理プログラム
【課題】作業の進捗状況に応じて作業全体を効率よく実施させること。
【解決手段】工程毎に実施される作業を管理する作業管理装置10は、作業対象の物品に対して実施される工程に関する情報と、各工程において使用可能な設備に関する情報とに基づいて、工程の実施順序と各工程において使用すべき設備とを定めた作業計画情報を作成する作業計画作成部と、作業計画作成部によって作成された作業計画情報と、各工程の作業内容が定義された情報とに基づいて、物品毎に各工程で実施すべき作業内容と各工程において使用すべき設備とを指示する作業指示情報を生成する作業指示作成部とを備える。
(もっと読む)
生産工程スケジューリング方法
【課題】需給調整と生産設備能力や資材供給計画などの操業制約を満たすだけではなく、生産工程のスケジュールに影響を与えるプロセス条件面の制約を盛り込んで、製品の高品質を確保しつつ、生産ラインの効率的活用を図る簡便な生産工程スケジューリング方法を提供すること。
【解決手段】複数の工程からなる製品の生産計画を作成し、ネットワークを通じて生産計画表を提供する生産工程スケジューリング方法であって、工程の開始時刻を決める条件として、プロセス条件面の制約を含む。
(もっと読む)
作業指示書作成システム
【課題】 生産計画の変更や取付部品の欠品、その他の理由により当初の作業手順通りの作業ができない場合に、作業指示書の再作成を容易に行なうことのできる作業指示書作成システムを提供する。
【解決手段】 外部記憶部11、入力部12、ディスプレイ部13及び演算部14を備えた作業指示書作成システムにおいて、入力部12からの入力により更新される外部記憶部11の生産計画の見直しや取付部品の在庫情報を受け付けて、演算部14により着手可能な作業を抽出すると同時に、作業負荷の山積みと後ろ倒しを行い、作業手順を更新し、更新された作業手順に基づき、組立図と作業説明を作成し、ディスプレイ部13に表示する。
(もっと読む)
生産計画システムおよび生産計画方法、制御プログラム、可読記憶媒体
【課題】複数生産拠点(工程)に跨った生産を行う場合の在庫量など、生産全体の最適化、例えば、最終工程の出荷計画に従い、前工程のランク派生率を最適化して、素子ランク在庫、例えば組み合わせて残った良品ではあるが販売できない在庫を削減すると共に、デリバリ(納期)リスクを低減する。
【解決手段】LED素子生産工程11のランク在庫量111が使えるように、素子生産パラーメータとしてのチップ素子の発光特性や蛍光体の発光特性および発光量(樹脂配合)を最適値に制御して、余ったランク在庫量111を消化する。
(もっと読む)
標準時間策定装置、標準時間策定システム、標準時間策定方法、及びプログラム
【課題】実際の作業者のスキルに応じた標準時間を策定する。
【解決手段】標準時間記憶部11が記憶する標準時間を用いて、複数の工程からなる作業のスケジュールを作成するスケジュール作成部13と、スケジュール作成部13が作成したスケジュールに基づいて実行した作業において測定された各工程の作業時間を収集する実作業時間収集部14と、作業者の経験年数毎に、実作業時間収集部14が収集した実作業時間の平均値を算出する平均算出部と、経験年数と平均算出部16が算出した平均値とを用いて、経験年数と作業時間との関係を示す関数を導出する関数導出部17と、関数導出部17が導出した関数を用いて標準時間記憶部11が記憶する標準時間を修正する標準時間修正部18とを備える。
(もっと読む)
部品配膳・組み立てシステム
【課題】組立工場における部品の入荷作業、組立作業、および生産品種切替時の作業の誤り防止するとともに、配膳エリアの削減、作業効率向上を図る。
【解決手段】生産計画システムが作成した生産計画に基づいて製品の組立に使用する部品の組立前の入荷を指示する部品入荷指示システムと、前記部品入荷指示システムの入荷指示に応じて入荷された部品を移動可能な部品配膳台車の予め定められた部品配膳エリアへの配膳を指示し、予め与えられた製品組立指示情報を基に前記部品配膳台車の部品配膳エリアから所定の部品を取り出して部品組立作業を行うように指示する部品組立作業指示システムを備え、前記部品配膳台車には、一台の部品配膳台車で複数の品種の製品を組み立てることができ、且つ、使用する全ての部品配膳台車に収納する部品の全てが所定の作業時間内に製品の組み立てに使用されるように部品を振分けて収納する。
(もっと読む)
情報処理装置、情報処理方法、及びコンピュータプログラム
【課題】 ある工程での作業の2工程以上後の作業が終了した後に、当該工程の作業の開始を行うことを可能にすること。
【解決手段】 工程での作業開始の管理を行うための副資源を設ける。そして、当該副資源を使用する工程と、当該副資源の利用が終了した場合に作業を開始する工程とを設定する。そして、複数の工程での副資源の利用が終了が完了した場合に、当該副資源の利用がしたと判断した場合に、当該副資源で開始を制御される工程の処理を開始するよう指示する。
(もっと読む)
生産計画システムの供給パス情報作成装置、方法およびプログラム
【課題】供給パス情報を作成する工数を低減する。
【解決手段】供給パス情報作成装置は、生産、調達の過程において生産計画システムで、製品の特殊仕様などにより使用しない、または使用できない品目の供給経路を供給不可情報として入力し、入力した供給不可の供給経路を供給不可パス情報とし、品目情報、部品表情報、および工程情報を含むマスタ情報をもとに作成した、各生産工程における各品目に対応付けた供給元工程と使用先工程との供給可能パス情報から供給不可パス情報を削除することで供給パス情報を作成する。
(もっと読む)
生産計画支援装置及び方法並びにプログラム
【課題】製品の注文数量の変動に効率的に対応すること。
【解決手段】所定の順序で、製品の出荷単位である仮想的な座席を少なくとも一以上有し、製品の製造単位である仮想的な車両を少なくとも一以上有する仮想的な列車を、製品の生産段階の工程である複数の仮想的なステーション4a,4b,4cのそれぞれに経由させつつ、製品の生産が完了し、出荷が可能な状態となっている段階の工程である仮想的なターミナル5まで仮想的に移動させる場合に、顧客と顧客からの製品の受注情報とが対応付けられた注文情報に基づいて、ターミナル5において出荷されない製品を保管する仮想的な操車場6に到着してから期間が長い座席に相当する製品から優先的に出荷させる出荷指示部と、操車場6において出荷されない座席の数が第1閾値を上回った場合には、上流側の工程に対し、出荷されない座席分の生産中止指示する在庫管理部とを備える。
(もっと読む)
型摩耗予測装置及び生産管理システム
【課題】成形型の摩耗状態を正確に予測することができる型摩耗予測装置及び生産管理システムを得ること。
【解決手段】成形型の使用条件に基づいて型摩耗量を予測し、その予測した型摩耗量を用いて型摩耗後形状を予測する。そして、型摩耗後形状に基づいて成形型で製造されるワークのワーク品質を予測し、その予測したワーク品質に基づいて成形型の交換時期を予測する。これにより、型摩耗形状とワーク品質の推移を予測することができ、ワーク品質を阻害する原因となる成形型の交換時期を決定することができる。
(もっと読む)
製造ロット作成方法、装置及びシステム
【課題】製品の品質を確保しつつ、製造ロット全体で生産性を向上できる製造ロットの作成方法、装置及びシステムを提供する。
【解決手段】製造ロット作成方法は、過去に製造された複数の製品の並び順、特性、不良率及び生産能率に関する製造実績情報と、製造予定である複数の製品の並び順及び特性に関する製造予定情報とを取得する情報取得ステップS2と、製造順序が連続する製品間における特性の関係と、該関係の下における実績不良率及び実績能率を求める条件付実績値算出ステップS3と、該実績不良率及び実績能率に基づいて、製造予定順序が連続する製品間における特性の関係の下における期待不良率及び期待能率を求める条件付期待値算出ステップS4と、該期待不良率及び期待能率が、所定の範囲に収まるか否かを判定する判定ステップS5とを含むことを特徴とする。
(もっと読む)
バッチプラント生産計画システム、バッチプラント生産計画方法及びバッチプラント生産計画プログラム
【課題】多段階に製品及び中間製品を製造する必要があり、かつ、バッチで製造される化学物質の製造などの生産計画も立案可能なバッチプラント生産計画システムを提供する。
【解決手段】 生産製品情報を取得する生産情報取得手段と、製品製造に必要な情報を有するレシピデータベースと、生産計画を立案する生産計画立案手段と、生産計画が書き込まれる生産計画データベースと、を備え、生産計画立案手段は、製品製造に必要な中間製品のバッチ数等を求め、バッチ数の計算において、前のロットの余剰を考慮して計算し、バッチ数の端数は繰り上げを行い、繰り上げにより余った量は、余剰とし、それらを前記生産計画データベースに書き込むステップと、全ての生産すべき製品及び中間製品について、上記ステップを繰り返すステップと、を実行するバッチプラント生産計画システム。
(もっと読む)
環境配慮型製造ライン制御システム
【課題】製造加工ライン上の生産が完了して実生産設備の稼動を休止した際に、休止しない付帯設備(熱、純水、電力等の供給源、ユーティリティ)による浪費の有無を判定してその浪費の発生を防止することにある。
【解決手段】製造ラインLの生産計画に基づいて生産計画データを作成管理する生産計画管理手段1、生産計画データに基づいて当該製造ラインにて生産される製品の生産状況を記録し生産状況データを作成管理する生産状況管理手段2、生産計画データと生産状況データとに基づいて当該製造ラインの生産実績管理データを作成する生産実績管理手段3、生産実績管理データに基づいて判定する製造ラインLの稼動休止可否判定部4を備え、直接製造設備に対して最適なタイミングにより稼動を休止させ、その稼動休止指令信号の発信後の最適タイミングにより付帯設備に対して稼動を休止させる。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
1 - 20 / 128
[ Back to top ]