
Fターム[3C100BB01]の内容
Fターム[3C100BB01]の下位に属するFターム
Fターム[3C100BB01]に分類される特許
1 - 20 / 318
製造ラインシミュレーションモデル構築方法、製造ラインシミュレーションモデル構築装置、及び製造ラインシミュレーションモデル構築プログラム
作業状況管理サーバ、作業状況管理システム、作業状況管理方法、および作業状況管理プログラム
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
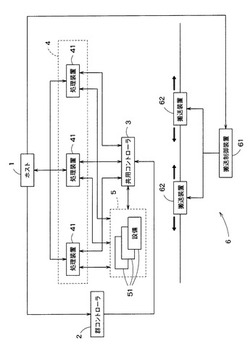
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
処理装置群コントローラ、生産処理システム、処理装置群制御方法、及びプログラム

【課題】被処理体を処理する複数の処理装置に付随する設備のレディ状態/アイドル状態の切り替えを適切に行い、設備におけるエネルギー消費量を削減する。
【解決手段】処理装置群コントローラ1は、被処理体を処理するそれぞれ設備が付随した複数の処理装置のメンテナンス時期の情報を含む稼働予定と、前記複数の処理装置への被処理体の搬入及び搬出のタイミングの情報を含む搬送計画とを記憶する記憶部12と、前記搬送計画と、各処理装置の前記稼働予定とを比較し、各処理装置について、メンテナンス前の最後の処理を特定し、特定した処理の終了タイミングを検出する検出部102と、各処理装置に対して、前記終了タイミングで、付随している設備とともにアイドル状態に切り替わるように指示する指示部103と、を備える。
(もっと読む)
製造プロセスのスケジュール策定支援方法、装置及びプログラム
【課題】処理能力が異なる多段複数工程を有し、工程毎の処理発生率が異なる複数種類の製品を組み合せて製造する製造プロセスにおいて、工程毎の通過所要時間、更には仕掛数の変動を確率論的に算出し、製造プロセスのスケジュール策定を支援できるようにする。
【解決手段】工程毎の通過所要時間Wを、設備が処理実施中である確率PB、設備利用率ρX、設備休止率ρY、平均処理時間EX、平均休止時間EY、処理間隔ばらつき比CSX、休止間隔ばらつき比CSY、前工程稼働率ρLを用いて、下式(101)、(102)
【数1】
で表わす待ち行列モデルが構築されており、所望の工程での通過所要時間Wの変動を算出することにより、製造プロセスのスケジュール策定を支援する。
(もっと読む)
補充情報出力装置、補充情報出力方法、及びプログラム
【課題】キッティング職場に運搬する回数を少なくできることで生産効率を高め、且つ、キッティング職場における部材の在庫量を少なくできることで、キッティング職場の面積を縮小可能な補充情報出力装置を提供する。
【解決手段】補充対象部材種選定部19は、生産ラインの作業開始時刻・キッティング職場の部材の現在在庫数量・生産ラインで使用される部材の数量等に基づき特定される最先零時刻において、キッティング職場の残存数量が零以下になる部材の種類(以下、最先零部材種)と、最先零部材種以外で最先零時刻から所定時間を遡る時刻における残存数量がそれぞれの基準数量以下になる部材の種類(以下、不足部材種)の少なくとも一部とを、補充対象部材種として選定する。補充情報出力部24は、補充対象部材種の名称及び補充数量を示す補充情報を生成して、該補充情報を出力する。
(もっと読む)
射出成形機の管理システム
【課題】大規模な成形工場や複数の生産ライン間での生産管理を効率よく行える射出成形機の管理システムを提供すること。
【解決手段】複数の射出成形機30と1台の管理装置10から構成される管理単位1,2を備え、射出成形機30と管理装置10は生産情報を送受信する通信部を有し、管理装置10は管理装置間で生産情報を送受信する通信部を有し、管理単位1,2の2台以上の管理装置10と接続する通信部を有した表示装置20を備え、表示装置20は射出成形機30に関する生産情報を転送元生産情報として選択する転送元生産情報選択部と、前記転送元生産情報を管理する管理装置10と異なる管理装置10で管理される射出成形機30を転送先射出成形機として選択する転送先射出成形機選択部を有し、前記転送元生産情報を管理する管理装置10と前記転送先射出成形機を管理する管理装置10によりる射出成形機の管理システムである。
(もっと読む)
データ管理装置
【課題】既存の生産装置に改造や変更を加えず、生産装置の管理を行うことができるようにする。
【解決手段】半導体生産装置1に対して、データ管理装置本体部20と、分岐部21とを設ける。分岐部21は、ケーブル16中に挿設され、CPUボード13のシリアルインターフェース14からの送信データTDのポートからのデータを2分岐し、一方は表示端末12のシリアルインターフェース15の受信データRDのポートに出力し、他方はデータ管理装置本体部20のシリアルインターフェース22の受信データRDのポートに出力する。表示端末12は受信した表示情報に基づいて情報の表示を行う。データ管理装置本体部20は、受信した表示情報を用いて生産装置本体部11を管理するための管理データベース30を構築する。
(もっと読む)
生産計画立案装置、生産計画立案方法および生産計画立案プログラム
【課題】好適な生産計画を立案すること。
【解決手段】生産計画立案装置10は、製品の生産計画を、当該生産計画による製品の生産数と出荷予定数との差と、当該生産計画による生産設備の稼働時間と標準稼働時間との差とに基づいて評価する機能を提供する生産計画評価部167bと、生産計画評価部167bが提供する機能による評価結果に基づいて好適な生産計画を探索する機能を提供する生産計画探索部167cとを備える。
(もっと読む)
在庫管理装置、在庫管理方法及び在庫管理プログラム
【課題】在庫量を推計するに際し、標準使用量、標準廃棄量、標準再利用量(各種パラメータ)等に基づく在庫量推計値を補正し、より正確な在庫量の推測値を算出しうる在庫管理装置等を提供する。
【解決手段】本発明における在庫管理装置は、生産物の液体原材料の貯蔵庫残量を推計する在庫管理装置であって、現在の生産環境情報に基づき、該現在の生産環境情報に対応する補正係数を第1の推計使用量に乗算し第2の推計使用量を算出し、該現在の環境情報に対応する補正係数を第1の推計廃棄量に乗算し第2の推計廃棄量を算出し、該現在の環境情報に対応する補正係数を第1の推計再利用量に乗算し第2の推計再利用量を算出する第1補正手段と、液体原材料の貯蔵庫残量を更新する第1更新手段と、を有する。
(もっと読む)
部品管理装置及び部品管理方法
【課題】生産ラインに対して部品の適切な移動を作業者に指示することで生産性を向上させることが出来る部品管理装置を提供する。
【解決手段】部品管理装置10であって、記憶部130は、複数の生産計画と、生産計画で使用される複数の部品から構成される部品群を識別する系統情報とを含む生産計画情報と、系統情報で識別される部品群に残存する残存部品を示す情報を含むライン過剰部品数情報と、生産計画ごとのプリント基板の生産に使用される使用部品を示す情報を含む部品構成情報とを記憶しており、部品管理装置10は、系統情報が定められている生産計画の実行後のライン過剰部品数情報に含まれる情報で示される系統情報ごとの残存部品と、系統情報が定められていない生産計画である新規計画における部品構成情報に含まれる情報で示される使用部品との共有率を用いて、新規計画での系統情報を決定する系統設定部103を備える。
(もっと読む)
進捗管理装置、及び進捗管理プログラム
【課題】ユーザによる対策すべき差分の把握や対策検討などの効率的な支援を実現できる技術を提供する。
【解決手段】進捗管理装置1の制御部10は、各情報を管理する情報取得部11と、部品別にコストや納入日に関する計画値、実績値などを算出し、計画コストと実績コストとの差分値などを算出し、条件に該当する部品及び差分の情報を抽出する処理を行う差分処理部12と、上記抽出された部品及び差分の情報に関係付けられる差分原因パターンの情報を抽出し画面に表示する処理と、上記差分原因パターンの情報の中からユーザにより差分原因を特定可能とする処理とを行う原因処理部13と、上記特定された差分原因に関係付けられる対策の情報を抽出し画面に表示する処理と、上記対策の情報の中からユーザにより実施すべき対策を特定可能とする処理とを行う対策処理部14とを有する。
(もっと読む)
作業者配置支援装置
【課題】
作業者の人数不足によって、スループットや、製造リードタイムや、停滞する仕掛り量などの生産指標が悪化する勤務シフトを予測値とともに提示して、作業者の勤務計画や配置計画の作成を支援することが可能な作業者配置支援装置を提供する。
【解決手段】
実製造ラインの勤務シフトを再現した作業者の人数に制約があるモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置における生産指標の第1の統計値を算出し、作業者の人数に制約がないモデルを使用した生産シミュレーションによって、シフト時間区間毎に、各工程または各製造装置の生産指標の第2の統計値を算出し、前記第1の統計値と前記第2の統計値を比較することによって、各工程または各製造装置の生産指標の悪化が発生する前記作業者のシフト時間区間を特定する。
(もっと読む)
生産能力評価装置、生産能力評価方法および生産能力評価プログラム
【課題】好適なシミュレーションの期間を設定して生産設備の生産能力を評価すること。
【解決手段】本発明に係る生産能力評価装置は、生産設備によって生産されるそれぞれの製品の生産量を、シミュレーションによって期間毎に算出する生産量シミュレート部と、生産量シミュレート部によって算出される生産量に基づいて、最初の期間からそれぞれの期間までにおける1期間あたりの生産量の平均値を製品毎に算出する生産量平均値算出部と、生産量平均値算出部によって算出されるそれぞれの製品の生産量の平均値の変動量に基づいて生産量シミュレート部によるシミュレーションを終了させる終了判定部と、生産量平均値算出部によって算出されるそれぞれの製品の生産量の平均値に基づいて生産設備がそれぞれの製品を生産する生産能力を算出する評価結果算出部とを備える。
(もっと読む)
電子部品実装装置のライン制御装置
【課題】生産設備のいずれか1つの生産ラインで生産できない電子回路基板であっても、複数の生産ラインを組み合わせて生産することができる場合に、生産ライン投入への前後関係を厳密にチェックしながら生産を行うことができる。
【解決手段】電子部品実装装置のライン制御装置において、各生産ライン中で最も始めの電子部品実装装置の入側に設けられた、搬入する電子回路基板をそれぞれ識別するための識別子を読み取る手段と、読み取られた識別子情報に基づいて、前記電子回路基板の各生産ラインへの投入順序を含む生産履歴情報を保存する手段と、前記識別子により識別された今回の電子回路基板の当該生産ラインへの投入順序が、生産条件で設定された当該生産ラインへの投入順序と一致しているかどうかをチェックする手段と、を備える。
(もっと読む)
用役設備の最適運転システム
【課題】製造工場における用役設備の運転において、需要予測の誤差が大きい場合や制御周期の時間内で用役需要が急激に変化する場合でも、用役設備を高効率で運転し、用役の需要と供給を一致させることにより、CO2排出量を削減する用役設備の最適運転システムを提供する。
【解決手段】用役需要予測結果に基づいてCO2排出量を最小化するように用役設備の最適運転計画を実施し、各用役毎に起動する用役設備の中で少なくとも1台の用役設備は負荷率を設定せず、他の用役設備は負荷率を設定して用役設備を運転し、各用役毎に、需要予測値と実績値の差が予め設定した許容値以上になった場合は、実績値に基づいて用役需要予測値を補正して最適運転計画を実施し、負荷率を設定しない設備以外の設備の負荷率を再度設定する。
(もっと読む)
異種混在割基板発注数特定装置
【課題】
異種混在割基板の当月及び次月発注数量による適正発注量の算出方法について、適切な算出を実現するためのものである。
【解決手段】
異種混在割基板マスタ(発注品目―在庫管理する子品目の紐付き情報)を作成しておき、所要量計算後の各子品目の所要量に基づき、当月分の必要数を算出し、構成内の子品目の中で最大数量を発注用の親品目の発注数量とする。より詳細には製品の製造における子品目の所定期間の必要量を、製品の製造計画から算出し、算出された前記子品目の必要数および異種混在割基盤マスタに基づき、子品目のうち製品で用いられる数が最大の子品目の必要数を、発注品目の所定期間における必要数として算出する。また、発注費用の削減を図るために、次月の必要数の確定度に基づき、追加可能発注数を算出し、適正な発注数を自動算出できるようにする。
(もっと読む)
生産シミュレーション装置
【課題】 生産ラインのシミュレーション結果から、生産性を阻害する工程と阻害内容を順位付けして表示する。
【解決手段】 ライン仕様を入力するライン仕様入力手段と、前記ライン仕様入力手段にて入力されたライン仕様情報を入力情報としてラインシミュレーションを実施するライン性能指標情報作成手段と、前記ライン性能指標情報作成手段で作成したライン性能指標情報からライン性能指標を標準化した改善率を計算するライン性能指標の標準化改善率計算手段と、前記ライン性能指標の標準化改善率計算手段にて計算したライン性能指標が大きい順、又は小さい順に並べ替える標準化改善率並べ替え手段と、前記並べたライン性能評価指標を表示するライン性能評価指標表示手段を有する生産シミュレーション装置を構成する。
(もっと読む)
加工物品の工程管理システムおよび方法
【課題】RFIDタグを用いて加工設備の出入り口での加工対象ワークのシリアル番号や作業完了フラグ等の確認作業を確実に行うことで工程飛ばしや、2度加工の問題を解消できる加工物品の工程管理システムおよび方法を提供することを目的とする。
【解決手段】ワークWに装着されたRFIDタグ7と、加工設備OP10、OP20、…の入口側のRFIDタグリーダ5によって読み取った少なくともワークWのシリアルNo.前工程の作業完了フラグ、および当該工程の作業完了フラグの情報を基に、当該加工設備の起動可能を判定する手段15と、出口側(入口側と兼用)のRFIDタグリーダ/ライタ5によって読み取った少なくとも加工対象ワークのシリアルNO.を基に当該加工設備での加工作業の完了を判定する手段17と、加工作業の完了を判定したときに完了フラグをRFIDタグに書き込む手段19と、を備え、完了フラグをRFIDタグ7に書き込みを完了してから次の工程に進むことを特徴とする。
(もっと読む)
情報処理装置、その制御方法、プログラム、プログラムを記録した記録媒体
【課題】情報処理装置において生産計画を立案する場合に、一定期間において生産する個数と生産する種類とを適切に平準化することの可能な情報処理装置、その制御方法、プログラム、プログラムを記録した記録媒体を提供すること。
【解決手段】ユーザから入力された所定期間における各日の操業時間と、当該所定期間において生産する製品の種別と種別ごとの生産予定数を取得する。前記操業時間を按分係数とし、一定期間の各日までの按分係数を累積した累積按分係数により累積生産予定数を算出する。累積生産予定数に対してJIS丸めを行い、量の平準化結果を算出する。更に、出現率を求めることで種類の平準化を行い、前記量の平準化結果と種類の平準化結果とを組み合わせて、適切な平準化計画を立案する。
(もっと読む)
1 - 20 / 318
[ Back to top ]