
Fターム[3C100BB05]の内容
Fターム[3C100BB05]に分類される特許
1 - 20 / 437
作業監視システム
スケジューリング方法およびスケジューリングシステム
資源再利用装置、処理装置群コントローラ、資源再利用システム、資源再利用方法、及び資源再利用プログラム
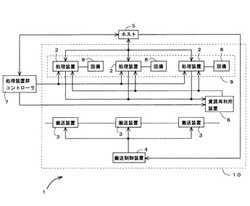
【課題】排熱等の使用済み資源を回収して生成した再利用資源を有効活用して、エネルギー消費量の低減も図る。
【解決手段】資源再利用装置6は、被処理体を処理する複数の処理装置それぞれから排出された使用済み資源を回収する資源回収部34,35,36と、 資源回収部で回収された資源から再利用資源を生成する資源生成部31,31,32と、複数の処理装置それぞれの種類と、被処理体の処理工程ごとに複数の処理装置で行われる処理内容と、複数の処理装置の稼働状況および稼働予定とに基づいて、複数の処理装置に再利用資源を振り分ける資源振分部37,38,39,40,41,42と、を備える。
(もっと読む)
バッチ処理制御方法およびバッチ処理制御システム

【課題】未到着ロットの当初計画に対する遅れやトラブルがあってもバッチ効率の低下を抑制することのできる、高い生産能力を有したバッチ処理制御方法およびバッチ処理制御システムを提供する。
【解決手段】ワークを搭載したキャリアよりなる複数のロットを処理設備でまとめて処理するバッチ処理制御方法およびバッチ処理制御システムであって、バッチ組候補グループ管理装置40において、まとめて処理可能な同じ処理条件のバッチ組候補グループを、処理設備で待ち状態にあるロットと未到着のロットの中から、各ロットに付与されている優先度に従って選択して、所定の時間間隔で繰り返し作成し、仕掛り指示管理装置50が、処理設備が処理可能となった時、最終的に作成されているバッチ組候補グループを基にしたバッチ組グループに、仕掛り指示を行うバッチ処理制御方法およびバッチ処理制御システム100とする。
(もっと読む)
製品欠陥情報追跡装置
【課題】プラント内の各工程で欠陥が発生した場合に、プラント操業やプロセス制御、設備保全に関するノウハウを必要とすることなく、その欠陥に関連し得る有用な情報を容易に把握することができる製品欠陥情報追跡装置を提供する。
【解決手段】産業プラントの複数の工程に、追跡装置6を設ける。追跡装置6は、データ蓄積装置10、製品欠陥検出装置11、欠陥位置情報変換装置12、欠陥関連情報抽出装置13等を備える。データ蓄積装置10には、データ収集装置9によって収集されたプラントデータが蓄積される。製品欠陥検出装置11は、当該工程で発生した所定の欠陥を検出する。欠陥位置情報変換装置12は、他の工程で発生した欠陥の位置を、当該工程の製品における位置に変換する。欠陥関連情報抽出装置13は、データ蓄積装置10に蓄積されたプラントデータの中から、欠陥関連情報候補を抽出する。
(もっと読む)
検査装置、処理装置、情報処理装置、対象物製造装置及びその製造方法
【課題】生産効率を高めることができる、検査装置、処理装置、情報処理装置、対象物製造装置及びその製造方法を提供すること。
【解決手段】検査装置は、検出部と、送信部と、受信部とを具備する。前記検出部は、処理装置により処理された対象物に不具合があるか否かを検出する。前記送信部は、前記検出部により検出された不具合情報を前記処理装置に送信する。前記受信部は、前記不具合情報に対応した改善策情報に基づいて前記処理装置により改善処理が行われ、前記改善処理の内容情報が前記処理装置から送信された場合、前記送信された内容情報を受信する。
(もっと読む)
在庫管理システム及び在庫管理方法
【課題】基板を収納する端数カセットを減らし、カセットを格納するストッカー規模を縮小し、更に従来行われていたオペレーターによる端数カセットに収納されていた基板の集約混載、及び生産工程へ投入するロットの基板を集約混載されたカセットから選び出し事前準備することを可能とした在庫管理システム及び在庫管理方法を提供する。
【解決手段】予定管理部と、設定管理部と、ライン管理部と、実績管理部と、カセット情報管理部と、に基づいて端数カセットに格納されている基板を集約混載すると判断または集約混載されているカセットから当該工程へ投入予定の基板を事前準備して当該工程へ投入可能なカセットを用意すると判断する判断部と、カセット搬送指示をストッカー設備に通知するストッカー搬送管理部と、カセット搬送指示に従ってカセット内の基板のソート計画を作成するソート計画部と、を備えたことを特徴とする在庫管理システム。
(もっと読む)
品質監視システム及び品質監視方法
【課題】反射防止フィルム製造工程の各層を形成する工程で、前工程の欠陥情報を利用して最新工程により検出した欠陥を選別し、最新工程における発生欠陥の監視精度の向上を行い、品質異常の検知速度を向上させ、早期に不良の発生を知ることが可能な品質監視システムを提供する。
【解決手段】製造工程内の各工程に備えられた検査機と、検査機から得られた検査情報を格納し管理する検査情報管理データベースと、製品ロールの各工程における品質情報や実績情報を管理する生産情報管理データベースと、検査情報管理データベースと生産情報管理データベースに基づいて、最新工程と前工程での欠陥検出位置の座標を補正することによって最新工程で発生した欠陥を選別する欠陥選別手段と、欠陥選別手段によって選別された欠陥を異常判定条件に基づいて異常と判断し、異常を通知する欠陥監視手段と、を備えたことを特徴とする品質監視システム。
(もっと読む)
処理順序スケジュール作成方法、処理順序スケジュール作成装置、及びコンピュータプログラム
【課題】処理順序スケジュールを作成するに際し、制約を満たすように全ての製品の処理順を決定することができない場合には、処理順序スケジュールに取り込むことが相対的に不適切となる製品を除去して、複数の製品の処理順を決定する。
【解決手段】1つの鋼材(スラブ)に割り当てられる抽出順の数を1又は0にするという制約条件と、或る抽出順に鋼材(スラブ)が割り当てられていない場合には、その抽出順の次の抽出順以降の抽出順には、鋼材(スラブ)は割り当てられないとする制約条件と、を設定する。また、熱延スケジュールに組み込まれた鋼材(スラブ)についての、熱延スケジュールに組み込むべき優先度の加算値を表す目的関数と、熱延スケジュールに組み込まれていない鋼材(スラブ)の数を表す目的関数(評価関数)とを設定する。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
生産計画装置、生産計画方法、製造装置、及び生産計画プログラム
【課題】
生産工程に連産品の生産を含む製品の製造において、連産品を含む品目の余剰在庫が少ない生産計画を提供する。
【解決手段】
製品別出荷期間別の出荷量を満たし、かつ連産品の生成比率が生成比率レンジの最小値以上最大値以下であって、かつ各品目の在庫量が最小となるように、連産品の生成比率および生産計画(品目別期間別生産量)を計算する装置を備える。連産品から生産される製品の出荷計画に基づいて、連産品の生産計画を行うことができることから、生産計画の精度が向上するとともに、生産に際して、計算時間を短縮することができる。
(もっと読む)
ロール原紙の搬送システム
【課題】ミルロールスタンドの近傍に待機させるロール原紙の数量を少なくして作業環境を向上させることができ、しかもロール原紙を効率良く供給することができるロール原紙の搬送システムを提供する。
【解決手段】ミルロールスタンド3A,3B,3Cに装填されたロール原紙Wの原紙長に基づいて、ミルロールスタンド3A,3B,3Cに装填されたロール原紙Wの給紙終了時間を算出する時間算出手段と、待機部11,12のロール原紙Wがミルロールスタンド3A,3B,3Cに向って搬出されるタイミングに合わせて待機部11にロール原紙Wを搬入すべく、第1搬送路5におけるロール原紙Wの搬送所要時間と給紙終了時間とに基づいて投入部7からのロール原紙Wの搬送を開始する搬送駆動制御手段とを備える。
(もっと読む)
供給計画作成システム
【課題】部品の供給効率を落さず、組立ラインの余剰在庫を抑制しラインサイドを簡素化して生産性及び作業性を向上させた供給計画作成システムを提供すること。
【解決手段】供給計画作成システム1は、複数の部品をロット単位で連続してラインサイド5aまで供給する。供給計画作成システム1は、ラインサイド5aに設けられ部品を組み付けるライン在庫区域070〜183と、部品を積載して供給する供給手段7と、供給手段7を搬送する搬送手段71と、部品構成情報と生産計画情報112とを格納した製品組立情報格納部11と、供給手段識別情報121と積載許容数情報122とを格納した供給手段情報格納部12と、供給手段7に積載する部品の数量及び供給時刻を策定する供給計画作成部14と、を有している。
(もっと読む)
中央装置、情報処理システム、情報処理方法及びプログラム
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
測定履歴管理装置、システム、方法及びプログラム
【課題】作業効率良く測定データを記録管理することができる上、記録管理するデータの信頼性を高める。
【解決手段】物品の物理量を測定する測定部と、測定部での測定結果を表示する測定表示部10と、少なくとも、物品11の識別情報と、測定表示部10に表示される測定結果とを同時に撮像可能な単一の撮像部と、撮像部で得られた一の画像データから、少なくとも、物品11の識別情報と、測定表示部10に表示される測定結果とが撮像された領域の画像をそれぞれ抽出する画像抽出部17と、画像抽出部17によって抽出された画像を並べた状態で合成する画像合成部18と、画像合成部18で合成された画像を記憶する記憶部21とを備える。
(もっと読む)
製造システム
【課題】製品の製造時間の増大が抑制された製造システムを提供する。
【解決手段】複数の製造設備(30)及び管理部(10)を有する製造システムであって、第1製造工程の終了から、第2製造工程の実施までの間には、制限時間があり、製造設備(30)は、製造工程を実施する製造部(31)、該製造部(31)のメンテナンス情報を記録する記録部(32)、及び、管理部(10)と通信する通信部(33)を有し、管理部(10)は、第2製造工程を行う製造設備(30)の通信部(33)からメンテナンス情報を受け取ると、第2製造工程を行う製造設備(30)のメンテナンス実施期間を算出し、当初、メンテナンス実施期間にて第2製造工程の実施予定であった製品の製造スケジュールを、第2製造工程を実施する製造設備(30)のメンテナンスの終了後から制限時間内に、第2製造工程が実施されるように変更する。
(もっと読む)
鋼材品質情報伝達装置およびそれを用いた鋼材品質管理方法
【課題】出荷時に鋼材に添付された品質データが、鋼材の加工流通過程において確実に伝達されるように管理するために用いる鋼材品質情報伝達装置およびそれを用いた鋼材の品質管理方法を提供する。
【解決手段】鋼材に貼り付けた一の情報記録媒体の固有情報を前記鋼材の他の場所に貼り付けた他の情報記録媒体へ転写する鋼材品質情報伝達装置であって、前記鋼材品質情報伝達装置は前記一の情報記録媒体と前記他の情報記録媒体が同一鋼板内に貼り付けられていることを電気信号により確認した後、前記一の情報記録媒体の固有情報を前記他の情報記録媒体に転写する。
(もっと読む)
物体情報管理システム及びプログラム。
【課題】それぞれ表面に固有のパターンを有する物体を製造し容器に格納する工程の後に、各容器内に格納された個々の物体を特定する。
【解決手段】物体情報登録装置100は、それぞれ表面に固有のパターンを有する物体ごとに、当該物体の製造工程において当該物体を容器に格納する前の予め定められた撮像地点で当該物体の表面のパターンを撮像した固有画像情報と撮像時間とを関連付けて取得し、物体を格納した容器を識別する容器識別情報と、当該物体を当該容器に格納した時間範囲とを関連付けて取得し、記物体ごとに、当該物体が撮像されてから前記容器に格納されるまでの時間差と、当該物体の固有画像情報に関連付けられた撮像時間と、当該物体を格納する容器の容器識別情報に関連付けられた時間範囲とに基づいて、前記取得された固有画像情報に対応する前記容器識別情報を関連付けて登録する。
(もっと読む)
作業計画作成装置、作業計画作成システム、制御方法、及びプログラム
【課題】作業対象となる部材の最適な配置位置を考慮した作業計画を作成することを目的とする。
【解決手段】所定時刻において、工場の作業場所の配置位置に対して当該部材の配置と当該部材に対する作業進捗を示すオブジェクトを生成し、次の時刻以降について、当該作業が、作業場の配置位置に当該作業に対する部材の配置が可能であるか否かを示す配置可能条件を満たす場合は、作業計画に関したオブジェクトを生成し、そして、当該部材を配置位置へ配置することによって作業計画の評価を行い、評価が高い作業計画のオブジェクトを配置情報表示画面300の配置情報表示部312へ表示する。
(もっと読む)
生産計画作成方法及び生産計画作成プログラム、並びに生産計画作成装置
【課題】休止時間帯及び稼働時間帯を考慮した上で、多少の工程能力の超過を許容しつつ、オーダーの納期を遵守した生産計画を作成する。
【解決手段】計算機において、オーダー情報と稼働予定情報を登録し、各オーダーの負荷を稼働時間区分のみで構成される所定期間内の納期以前の稼働時間区分に山積みし、時間軸の未来方向に負荷を累積した負荷累積結果を計算する(STEP1〜3)。開始時間区分を固定して、所定期間内で負荷増加率計算期間の幅を更新しつつ、負荷増加率を計算し、最大値をとる最大負荷増加率と最大負荷増加率計算期間を山崩し用負荷増加率情報に登録する(STEP4〜15)。最大負荷増加率計算期間の終了時間区分が所定期間の終了時間区分になると、山崩し用負荷増加率情報に基づいて負荷の山崩しを行う(STEP16〜18)。
(もっと読む)
1 - 20 / 437
[ Back to top ]