
Fターム[3C100BB11]の内容
Fターム[3C100BB11]の下位に属するFターム
加工ラインに関する情報 (285)
各加工機の情報 (581)
加工実績 (419)
Fターム[3C100BB11]に分類される特許
1 - 20 / 274
生産スケジュール作成装置及び生産スケジュール作成方法
【課題】連続生産を行う工程を含む生産ラインにおいて、1人の監督者が同時に指導を行わなければならない操業者の数が、なるべく少なくなるような生産スケジュールを作成することを目的とする。
【解決手段】生産スケジュール作成装置は、並行して処理を行う複数の設備であって、各設備それぞれが複数の被処理物を連続して処理する各設備のスケジュールを作成する生産スケジュール作成装置であって、設備毎に、被処理物同士が連続する連続箇所における処理の難易度を、その連続箇所の前後の被処理物それぞれの属性に基づいて算出し、その設備を操業する操業者の熟練度が難易度を下回る連続箇所が、同時期に発生する数が少なくなるように、各設備における被処理物の処理順序としたスケジュールを作成する。
(もっと読む)
品質監視システム及び品質監視方法

【課題】反射防止フィルム製造工程の各層を形成する工程で、前工程の欠陥情報を利用して最新工程により検出した欠陥を選別し、最新工程における発生欠陥の監視精度の向上を行い、品質異常の検知速度を向上させ、早期に不良の発生を知ることが可能な品質監視システムを提供する。
【解決手段】製造工程内の各工程に備えられた検査機と、検査機から得られた検査情報を格納し管理する検査情報管理データベースと、製品ロールの各工程における品質情報や実績情報を管理する生産情報管理データベースと、検査情報管理データベースと生産情報管理データベースに基づいて、最新工程と前工程での欠陥検出位置の座標を補正することによって最新工程で発生した欠陥を選別する欠陥選別手段と、欠陥選別手段によって選別された欠陥を異常判定条件に基づいて異常と判断し、異常を通知する欠陥監視手段と、を備えたことを特徴とする品質監視システム。
(もっと読む)
処理順序スケジュール作成方法、処理順序スケジュール作成装置、及びコンピュータプログラム
【課題】処理順序スケジュールを作成するに際し、制約を満たすように全ての製品の処理順を決定することができない場合には、処理順序スケジュールに取り込むことが相対的に不適切となる製品を除去して、複数の製品の処理順を決定する。
【解決手段】1つの鋼材(スラブ)に割り当てられる抽出順の数を1又は0にするという制約条件と、或る抽出順に鋼材(スラブ)が割り当てられていない場合には、その抽出順の次の抽出順以降の抽出順には、鋼材(スラブ)は割り当てられないとする制約条件と、を設定する。また、熱延スケジュールに組み込まれた鋼材(スラブ)についての、熱延スケジュールに組み込むべき優先度の加算値を表す目的関数と、熱延スケジュールに組み込まれていない鋼材(スラブ)の数を表す目的関数(評価関数)とを設定する。
(もっと読む)
異常検出装置および異常検出方法
【課題】管理対象データに基づいて加重割合自体を可変することで、即応性を維持しつつ適切に異常を検出する。
【解決手段】異常検出装置100の重み付け実行部130は、管理対象データと、管理対象データの移動平均値との差分の絶対値を引数とする任意の次数の単調増加関数によって、移動平均値における管理対象データの加重割合に重み付けを行う。移動平均値導出部132は、重み付けが行われた加重割合に基づいて管理対象データの移動平均値を導出する。累積和導出部134は、管理対象データと導出された移動平均値との差分に基づく値を、所定の上限値Mを上限として累積した正の累積和SH(i)、および、所定の下限値Nを下限として累積した負の累積和SL(i)のいずれか一方または両方を導出する。そして、異常判定部136は、累積和に応じて異常か否か判定する。
(もっと読む)
生産設備および生産システム
【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
状態変化追跡方法、工程管理支援装置、工程管理支援方法、及び状態変化追跡方法及び工程管理支援方法を実行させるためのプログラム
【課題】工程管理、脳波、体温など状態に関する時系列データから標本誤差を取り除き、実際の状態変化の軌跡を適切に表現することができる状態変化追跡方法、該状態変化追跡方法を用いた工程管理支援装置及び工程管理支援方法を提供する。
【解決策】管理図を作成する工程管理部11と、製造環境・製造条件を記憶するデータベース部21と、状態変化追跡方法により工程状態の軌跡を算出する状態変化追跡部31と、工程状態に変化があると判断すると、該変化点の前後の製造環境・製造条件に関するデータをデータベース部21から抽出する原因究明支援部41と、管理図と工程状態の軌跡とを関連付けた画面を作成する出力画面作成部51と、を備え、前記出力画面作成部51は、工程状態に変化があると、工程状態の変化点に関連付けて該変化点の前後の製造環境・製造条件を出力する画面を作成する。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
製造ライン通信システム
【課題】本発明は、各製造装置の処理の複雑化を防止し、システム構築費用を抑え、システム立ち上げ工期を短縮することができる、製造ライン通信システムを提供する。
【解決手段】本発明に係る製造ライン通信システムは、製造ラインに設置され、第一の通信方式での通信を行う、複数の製造装置3と、第一の通信方式と異なる第二の通信方式での通信を行い、製造装置3から送信されるデータを取得する、ホストコンピュータ2と、製造装置3とホストコンピュータ2との通信経路間に配設され、予め設定されている通信定義に基づいて通信方式の相互変換を行う通信コントローラ1とを備えている。
(もっと読む)
生産計画システムおよび生産計画方法、制御プログラム、可読記憶媒体
【課題】複数生産拠点(工程)に跨った生産を行う場合の在庫量など、生産全体の最適化、例えば、最終工程の出荷計画に従い、前工程のランク派生率を最適化して、素子ランク在庫、例えば組み合わせて残った良品ではあるが販売できない在庫を削減すると共に、デリバリ(納期)リスクを低減する。
【解決手段】LED素子生産工程11のランク在庫量111が使えるように、素子生産パラーメータとしてのチップ素子の発光特性や蛍光体の発光特性および発光量(樹脂配合)を最適値に制御して、余ったランク在庫量111を消化する。
(もっと読む)
生産シミュレーション装置
【課題】 生産ラインのシミュレーション結果から、生産性を阻害する工程と阻害内容を順位付けして表示する。
【解決手段】 ライン仕様を入力するライン仕様入力手段と、前記ライン仕様入力手段にて入力されたライン仕様情報を入力情報としてラインシミュレーションを実施するライン性能指標情報作成手段と、前記ライン性能指標情報作成手段で作成したライン性能指標情報からライン性能指標を標準化した改善率を計算するライン性能指標の標準化改善率計算手段と、前記ライン性能指標の標準化改善率計算手段にて計算したライン性能指標が大きい順、又は小さい順に並べ替える標準化改善率並べ替え手段と、前記並べたライン性能評価指標を表示するライン性能評価指標表示手段を有する生産シミュレーション装置を構成する。
(もっと読む)
加工物品の工程管理システムおよび方法
【課題】RFIDタグを用いて加工設備の出入り口での加工対象ワークのシリアル番号や作業完了フラグ等の確認作業を確実に行うことで工程飛ばしや、2度加工の問題を解消できる加工物品の工程管理システムおよび方法を提供することを目的とする。
【解決手段】ワークWに装着されたRFIDタグ7と、加工設備OP10、OP20、…の入口側のRFIDタグリーダ5によって読み取った少なくともワークWのシリアルNo.前工程の作業完了フラグ、および当該工程の作業完了フラグの情報を基に、当該加工設備の起動可能を判定する手段15と、出口側(入口側と兼用)のRFIDタグリーダ/ライタ5によって読み取った少なくとも加工対象ワークのシリアルNO.を基に当該加工設備での加工作業の完了を判定する手段17と、加工作業の完了を判定したときに完了フラグをRFIDタグに書き込む手段19と、を備え、完了フラグをRFIDタグ7に書き込みを完了してから次の工程に進むことを特徴とする。
(もっと読む)
生産管理システムおよび生産管理方法、制御プログラム、可読記憶媒体
【課題】マニュアル搬送/オフライン装置がある生産ラインで、作業管理および省人化に向けたナビゲーションを行って作業の効率化および作業ミスの防止を実現する。
【解決手段】オフライン装置を含む複数の処理装置のそれぞれに固有のIDが付された各管理パーソナルコンピュータ2と、各管理パーソナルコンピュータ2とそれぞれ情報交換を可能とするホスト装置3と、複数の生産ワーク(複数の生産ロット)に各々固有のIDおよび処理情報(フロー)を付したデータカード(RF−ID)をデータカード付与装置(図示せず)から作業者に付与し、そのデータカードから作業者毎の生産情報を読み取り可能とするカードリーダ4とを有している。
(もっと読む)
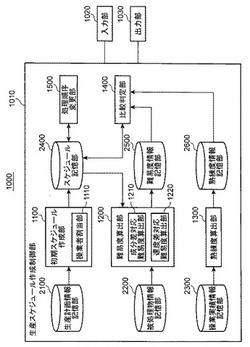
生産計画作成装置
【課題】複数の工程を有する製造ラインにおいて、各工程の工程処理時間が頻繁に変動する場合であっても、適切な生産計画を作成することができる生産計画作成装置を提供する。
【解決手段】本発明に係る生産計画作成装置100は、製造ライン上にある仕掛品の物理状態を検出する物理状態検出装置1と、生産計画を作成する生産計画作成部Aとを備える。生産計画作成部は、物理状態検出装置で検出した仕掛品の物理状態を用いて、仕掛品を各工程で処理するための所要時間である工程処理時間を算出するステップと、算出した工程処理時間を用いて、リードタイム延長により発生するコスト、工程処理時間の短縮により発生するコスト及び納期遅れにより発生するコストの総和からなるコスト指標を演算するステップと、演算したコスト指標を最小化するように工程処理時間を更新し、該更新した工程処理時間を用いて生産計画を作成するステップとを実行することを特徴とする。
(もっと読む)
加工管理用表示システムとその表示方法
【課題】加工ライン上にDNC機能を備えたNC工作機とDNC機能を備えていないNC工作機が混在することを許容しながら、機能の異なる複数のNC工作機の管理データを同画面上で表示する加工管理用表示システムとその表示方法を提供する。
【解決手段】制御装置10に送信されたNC工作機の管理データは第1の判定手段13に送信され、第1の判定手段13では、その管理データに基づいて、それぞれのNC工作機のDNC機能の有無を判定する。表示手段20では、DNC機能を備えるNC工作機とDNC機能を備えていないNC工作機で、たとえば表示手段20の稼働状態の行の記載や画面背景色を異なる表示とすることで、その判定結果を表示する。
(もっと読む)
情報処理装置、その制御方法、プログラム、プログラムを記録した記録媒体
【課題】情報処理装置において生産計画を立案する場合に、一定期間において生産する個数と生産する種類とを適切に平準化することの可能な情報処理装置、その制御方法、プログラム、プログラムを記録した記録媒体を提供すること。
【解決手段】ユーザから入力された所定期間における各日の操業時間と、当該所定期間において生産する製品の種別と種別ごとの生産予定数を取得する。前記操業時間を按分係数とし、一定期間の各日までの按分係数を累積した累積按分係数により累積生産予定数を算出する。累積生産予定数に対してJIS丸めを行い、量の平準化結果を算出する。更に、出現率を求めることで種類の平準化を行い、前記量の平準化結果と種類の平準化結果とを組み合わせて、適切な平準化計画を立案する。
(もっと読む)
トレーサビリティ情報処理装置およびトレーサビリティ情報処理方法
【課題】工場外のトレーサビリティを実現することを課題とする。
【解決手段】本発明のトレーサビリティ情報処理装置(サーバ110)は、トレーサビリティの対象である製品に関して、製造に関する情報と、流通に関する情報とを、製品の識別子で関連付けて格納する記憶部112と、流通に関する情報についての条件式の入力を受けた場合、記憶部112を参照して、流通に関する情報から該当する情報を抽出するとともに、その抽出した情報に含まれる製品の識別子に基づいて該当する製造に関する情報を抽出し、それらの抽出した情報を表示部113に表示させる演算部115と、を備える。
(もっと読む)
生産情報管理装置および生産情報管理方法
【課題】製品の製造に関する異常や不良が生じる前であっても、その異常や不良を把握できるように、管理する情報を加工する。
【解決手段】まず、製品の実績データが持つ、検査装置、製造に携わった作業者、設定温度などの製造工程を特徴付けるパラメータ、気温や湿度などの環境条件などの各項目の値が、異なる製造ロット間でどの程度似ているかを評価する(1021)。次に、検査装置、作業者などの各項目の、複数の代表点を決定する(1022)。次に、複数の代表点と製造ロットの各項目値の類似度を評価する(1023)。次に、実績データの各項目が最も類似している代表点の組合せ(代表点パターン)に対して、その実績データを紐付けその数を計数する(1024)。その後、代表点パターン間の距離を計算し、その距離に基づいて、二次元上にマップして表示する。そのマップ上で、検索範囲を設定すると該当する実績データを抽出することができる。
(もっと読む)
生産管理システム、生産管理方法及びプログラム
【課題】部品や原材料の調達計画や、運搬・在庫を含めた生産計画を立案する上で、サプライチェーン全体のリードタイム削減や在庫の圧縮を図ることが出来る生産管理システムを提供する。
【解決手段】製品又は子部品について在庫または発注残の引当を行って正味所要量及び所要期日を計算する正味所要計画部23と、生産に必要な作業と、設備の日産能力に基づいて、期日に遅延しないような生産日程を計画し、且つ、生産日程に合わせて部品や原材料となる品目の所要期日を計画する作業計画作成部26と、生産すべき品目について所要量展開を行い、子品目の総所要量を計算する総所要量計算部29と、運搬を伴う品目について期日に遅延しないような運搬日程を計画し、運搬する品目の総所要量及び運搬の所要期日を計画する運搬計画作成部29と、供給手段が調達と定義されている品目について期日に遅延しないような調達計画を行う調達計画作成部29と、を備えた。
(もっと読む)
基板処理装置
【課題】累積膜厚値等の累積項目について閾値を超えた場合の運用形態を選択可能にすることにより、予めトラブル発生時の動作を指定することができる基板処理装置を提供する。
【解決手段】本願発明の基板処理装置は、少なくともパラメータ編集などを行うための操作画面を表示する表示部と、該表示部等を介して入力された指示データや各種レシピや各種パラメータをファイルとして格納する記憶部と、各種レシピ作成時における各種パラメータの設定値を入力する入力部とを少なくとも備え、更に、前記表示部は、所定の構成部品毎に、各部品が実行される回数又は時間と、これら回数又は時間に対応した閾値と、及び該閾値に到達した後に実行される所定の動作を設定する設定画面を表示する。
(もっと読む)
制御されたパラメータ選択で容器を取り扱うためのプラントを稼働する方法および装置
【課題】誤った設定や間違った製品を選択しないで、飲料容器の製造の間に型の変更を容易に行うことができるプラント稼働方法および装置を提供する。
【解決手段】容器2の取り扱いのためのプラントを稼働する方法であって、容器2は、プラントの第1取り扱いユニットによって、事前設定された取り扱いパラメータBPで取り扱われる。これらの取り扱いパラメータBPは、少なくとも一部を、取り扱われる容器2の製品パラメータPP(容器の特性)に少なくとも一部依存して、変更することができる。容器2の少なくとも1つの製品パラメータPPの特性が、その容器2に関連付けられた認識マーク80を検出することで決定されるともに、少なくとも1つの取り扱いパラメータBPが、この特徴的な製品パラメータPPに基づいて変更される。
(もっと読む)
1 - 20 / 274
[ Back to top ]