
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
1 - 20 / 420
熱源転換ソリューション装置および方法
製造ラインシミュレーションモデル構築方法、製造ラインシミュレーションモデル構築装置、及び製造ラインシミュレーションモデル構築プログラム
スケジューリング方法およびスケジューリングシステム
電子部品実装システム
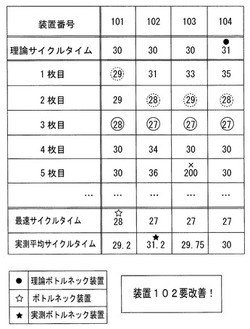
【課題】電子部品実装装置の能力や生産ロスの分析にあたり、信頼性の高い指標を求めることができる電子部品実装システムを提供する。
【解決手段】各電子部品実装装置において、プリント基板が搬入されてから搬出されるまでの時間であるサイクルタイムを取得するサイクルタイム取得手段と、サイクルタイム取得手段が取得した各電子部品実装装置のサイクルタイムを、各電子部品実装装置ごとに順次記憶するサイクルタイム記憶手段と、サイクルタイム記憶手段に記憶された各電子部品実装装置のサイクルタイムのうち、各電子部品実装装置の最も短いサイクルタイムを、各電子部品実装装置の最速サイクルタイムとしてそれぞれ選択する最速サイクルタイム選択手段が、生産管理装置に設けられている。
(もっと読む)
資源再利用装置、処理装置群コントローラ、資源再利用システム、資源再利用方法、及び資源再利用プログラム

【課題】排熱等の使用済み資源を回収して生成した再利用資源を有効活用して、エネルギー消費量の低減も図る。
【解決手段】資源再利用装置6は、被処理体を処理する複数の処理装置それぞれから排出された使用済み資源を回収する資源回収部34,35,36と、 資源回収部で回収された資源から再利用資源を生成する資源生成部31,31,32と、複数の処理装置それぞれの種類と、被処理体の処理工程ごとに複数の処理装置で行われる処理内容と、複数の処理装置の稼働状況および稼働予定とに基づいて、複数の処理装置に再利用資源を振り分ける資源振分部37,38,39,40,41,42と、を備える。
(もっと読む)
部材情報取得装置
【課題】 部材情報を取得する作業性の向上を図ると共に、各構成部材が生産設備に組付けられた状態においても部材情報を取得可能な部材情報取得装置を提供する。
【解決手段】 本発明の部材情報取得装置は、生産設備を構成する各構成部材の3次元設備座標系における設備座標系位置情報と各構成部材の部材情報とを関連付けて記憶する部材情報記憶部と、指定手段によって指定された構成部材の3次元指定座標系における指定座標系位置情報を取得する部材指定装置と、生産設備に設定された3次元設備座標系に対する部材指定装置に設定された3次元指定座標系の相対位置を特定する相対位置特定手段と、特定された3次元設備座標系と3次元指定座標系との相対位置関係に基づいて、指定座標系位置情報を設備座標系位置情報に変換する変換手段と、変換された設備座標系位置情報に対する部材情報を部材情報記憶部から読み出して出力する部材情報出力手段と、を備える。
(もっと読む)
バッチ処理制御方法およびバッチ処理制御システム
【課題】未到着ロットの当初計画に対する遅れやトラブルがあってもバッチ効率の低下を抑制することのできる、高い生産能力を有したバッチ処理制御方法およびバッチ処理制御システムを提供する。
【解決手段】ワークを搭載したキャリアよりなる複数のロットを処理設備でまとめて処理するバッチ処理制御方法およびバッチ処理制御システムであって、バッチ組候補グループ管理装置40において、まとめて処理可能な同じ処理条件のバッチ組候補グループを、処理設備で待ち状態にあるロットと未到着のロットの中から、各ロットに付与されている優先度に従って選択して、所定の時間間隔で繰り返し作成し、仕掛り指示管理装置50が、処理設備が処理可能となった時、最終的に作成されているバッチ組候補グループを基にしたバッチ組グループに、仕掛り指示を行うバッチ処理制御方法およびバッチ処理制御システム100とする。
(もっと読む)
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
フィールド無線監視表示装置
【課題】集中して配置されている各デバイスの状態を、表示画面を部分拡大することなく個別に目視確認できるフィールド無線監視表示装置を実現すること。
【解決手段】プラントエリアにおける無線通信機能を有するフィールド機器の設置場所に、少なくとも各フィールド機器を表す所定のアイコンと各フィールド機器の信号送信経路を所定の線分で表示するように構成されたフィールド無線監視表示装置において、
集中配置されている前記フィールド機器をグループ化し所定のアイコンで表示するとともに、グループの内容は選択的にフィールド機器のリスト、プラントの配線図、フィールド機器の配置画像、フィールド機器のアイコンのいずれかの所定の形式で表示することを特徴とするもの。
(もっと読む)
処理装置群コントローラ、生産処理システム、処理装置群制御方法、及びプログラム
【課題】被処理体を処理する複数の処理装置に付随する設備のレディ状態/アイドル状態の切り替えを適切に行い、設備におけるエネルギー消費量を削減する。
【解決手段】処理装置群コントローラ1は、被処理体を処理するそれぞれ設備が付随した複数の処理装置のメンテナンス時期の情報を含む稼働予定と、前記複数の処理装置への被処理体の搬入及び搬出のタイミングの情報を含む搬送計画とを記憶する記憶部12と、前記搬送計画と、各処理装置の前記稼働予定とを比較し、各処理装置について、メンテナンス前の最後の処理を特定し、特定した処理の終了タイミングを検出する検出部102と、各処理装置に対して、前記終了タイミングで、付随している設備とともにアイドル状態に切り替わるように指示する指示部103と、を備える。
(もっと読む)
搬送システムおよびその制御方法
【課題】各生産装置の稼働率が低下することを抑制することができると共にリードタイムの増加を抑制することができる搬送システムおよびその制御方法を提供する。
【解決手段】複数の生産装置それぞれに対する保管庫に収容されている合計カセット数を示す保管庫データを作成し、保管庫データに基づいて合計カセット数が閾値以上である場合には当該カセットを処理する生産装置を特定装置とする特定装置データを作成する。そして、特定装置データに基づいて搬送元移載箇所または搬送先移載箇所が特定装置である搬送指示の優先度を高いものに変更し、搬送元エリアに搬送指示が割付けられていない搬送台車がなく、選択した搬送指示の優先度が搬送指示変更部で高いものに変更され、かつ搬送元エリアに搬送指示が割付けられているがカセットを搭載せずに搬送元エリアを搬送している搬送台車がある場合、当該搬送台車に改めて選択した搬送指示を割付ける特別割付けを行う。
(もっと読む)
産業機器制御システム
【課題】
本発明は、産業機器制御システムにおいて、システム構築時の立ち上げ及び試運転又は異常診断時に、タブレット型端末即ちWindows(登録商標)タブレットPC等の携帯無線端末などから産業機器の運転指令を発し、また運転情報を入手する手段を備えた産業機器制御システムを提供する。
【解決手段】
本発明は、複数のプログラマブルコントローラで受発信される制御信号及びデータを収集し蓄積するサーバと、プログラマブルコントローラとサーバとを通信可能に構築される通信ネットワークと、該通信ネットワークに接続される無線通信信号発信器と、該無線通信信号発信器により通信ネットワークと無線通信するタブレット型端末とを備え、タブレット型端末は、無線通信信号発信器を介してサーバに蓄積されたデータをアクセスでき、複数のプログラマブルコントローラ各々に運転指令を送信することができるようにした。
(もっと読む)
射出成形機の管理システム
【課題】大規模な成形工場や複数の生産ライン間での生産管理を効率よく行える射出成形機の管理システムを提供すること。
【解決手段】複数の射出成形機30と1台の管理装置10から構成される管理単位1,2を備え、射出成形機30と管理装置10は生産情報を送受信する通信部を有し、管理装置10は管理装置間で生産情報を送受信する通信部を有し、管理単位1,2の2台以上の管理装置10と接続する通信部を有した表示装置20を備え、表示装置20は射出成形機30に関する生産情報を転送元生産情報として選択する転送元生産情報選択部と、前記転送元生産情報を管理する管理装置10と異なる管理装置10で管理される射出成形機30を転送先射出成形機として選択する転送先射出成形機選択部を有し、前記転送元生産情報を管理する管理装置10と前記転送先射出成形機を管理する管理装置10によりる射出成形機の管理システムである。
(もっと読む)
データ管理装置
【課題】既存の生産装置に改造や変更を加えず、生産装置の管理を行うことができるようにする。
【解決手段】半導体生産装置1に対して、データ管理装置本体部20と、分岐部21とを設ける。分岐部21は、ケーブル16中に挿設され、CPUボード13のシリアルインターフェース14からの送信データTDのポートからのデータを2分岐し、一方は表示端末12のシリアルインターフェース15の受信データRDのポートに出力し、他方はデータ管理装置本体部20のシリアルインターフェース22の受信データRDのポートに出力する。表示端末12は受信した表示情報に基づいて情報の表示を行う。データ管理装置本体部20は、受信した表示情報を用いて生産装置本体部11を管理するための管理データベース30を構築する。
(もっと読む)
生産計画装置および生産計画方法
【課題】 機械加工ショップに設置された旋盤、ボール盤、多軸NC加工装置といった複数の切削加工装置を有効に使用して、機械加工ショップに投入されるワークの加工作業のスループットを最大にするための各切削加工装置への作業の割り当てを決定する。
【解決手段】 各切削加工装置の加工領域を登録する手段と、登録された各切削加工装置の加工領域を加工するNCデータを作成して、機械加工ショップのスケジューリングを行い、機械加工ショップのスループットと、各切削加工装置の稼働率を算出する手段と、加工装置の稼働率に基づき各切削加工装置の加工領域の修正解を登録する手段と、最大のスループットが得られる加工領域の割り当て方を決定する手段とを生産計画装置に備える。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
生産計画装置、生産計画方法、製造装置、及び生産計画プログラム
【課題】
生産工程に連産品の生産を含む製品の製造において、連産品を含む品目の余剰在庫が少ない生産計画を提供する。
【解決手段】
製品別出荷期間別の出荷量を満たし、かつ連産品の生成比率が生成比率レンジの最小値以上最大値以下であって、かつ各品目の在庫量が最小となるように、連産品の生成比率および生産計画(品目別期間別生産量)を計算する装置を備える。連産品から生産される製品の出荷計画に基づいて、連産品の生産計画を行うことができることから、生産計画の精度が向上するとともに、生産に際して、計算時間を短縮することができる。
(もっと読む)
データ処理装置、データ処理システム、およびデータ処理方法
【課題】装置の稼動実績情報を適切に生成する。
【解決手段】装置状態の検出結果を装置状態情報と、上記装置に対する操作を行うための所定位置に上記操作を行う操作主体が存在するか否かの検出結果を示す操作主体情報とに基づいて上記装置の状態を、処理状態、作業状態、および待機状態とを少なくとも含む複数の状態に分類する可動情報解析部23を備える。
(もっと読む)
設備管理システム
【課題】基板処理装置に接続される付帯設備を把握し、付帯設備をメンテナンスする作業にかかる負荷を軽減する。
【解決手段】基板処理装置と、前記基板処理装置に関連し、前記基板処理装置と直接又は間接的に接続される付帯設備と、前記付帯設備から収集される前記付帯設備に関する情報を少なくとも格納する記憶装置と、前記記憶装置に格納された情報に基づいて、前記基板処理装置及び前記付帯設備の接続関係を表示する表示装置とを備える。前記付帯設備は、ガスボンベが配置されるシリンダーキャビネット及びガス及び熱を排気する排気装置であり、前記表示装置は、前記基板処理装置及び前記シリンダーキャビネットの接続関係並びに前記基板処理装置及び前記排気装置の接続関係を連結させて表示する。
(もっと読む)
スケジュール作成方法及びスケジュール作成プログラム、並びにスケジュール作成装置
【課題】設備と作業者という2種類の資源を同時に考慮しながら、納期遅れや全オーダーに対するリードタイムを少なくする。
【解決手段】計算機において、オーダーの納期と通過する工程に関するオーダー情報と、割付可能な設備と作業員に関する割付可能資源と、工程毎の加工時間と、設備と作業員毎の作業可能な時間帯に関するカレンダー情報とが登録され、割付可能資源である作業者毎に割付可能な作業範囲の広さである割付自由度を計算する(S1〜5)。カレンダー情報に基づく作業表に対して、未だ割り付けていない各オーダーの未割付工程の中から割り付ける割付工程を所定の割付順序に基づいて選択し、割付自由度の最も小さい作業員及び割付可能な設備の作業可能な時間帯のうち他の工程が割り付けられていない時間帯に、過去から未来方向に向かって割付工程の加工時間を割り付けて、割付結果を登録する(S6〜S8)。
(もっと読む)
1 - 20 / 420
[ Back to top ]