
Fターム[3C100BB33]の内容
Fターム[3C100BB33]の下位に属するFターム
画像、カメラの利用 (126)
Fターム[3C100BB33]に分類される特許
61 - 80 / 366
異種自律作業の監視及び制御
種々の有利な実施形態は、任意の数のロボットマシングループと、ミッションプランナーと、ミッション制御部とを含むことができる装置を提供することができる。ミッションプランナーは、任意の数のロボットマシングループのミッションを設定することができる。ミッション制御部は、任意の数のロボットマシングループを使用してミッションを実行することができる。  (もっと読む)
(もっと読む)
作業指示システムおよび作業指示方法
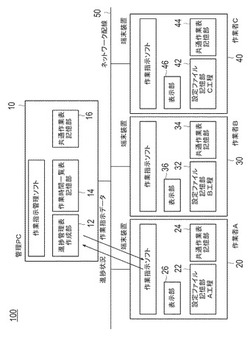
【課題】複数の作業者が1つの製品の製造を担当する生産ラインにおいて、各作業者に適切な作業指示を与え、作業者の同期が取れるようにする。
【解決手段】管理PC10は、各作業者の作業の進捗状況を各作業者の端末装置の操作から認識する認識手段と、他の作業者の作業の進捗状況から特定の作業者が次の作業を開始できるか否かを判断する判断手段と、特定の作業者が次の作業を開始できないと判断した場合、特定の作業者が次の作業を開始できるまでの待ち時間を計算する計算手段と、計算した待ち時間を特定の作業者の端末装置に表示する表示手段とを有する。
(もっと読む)
開発プロセス管理システムおよび方法

【課題】大規模な開発プロジェクトにおける作業プロセスは、大量の出図、複数部門の関与、前提情報の変更による手戻り作業発生などで非常に複雑となり、開発プロセスを適切に管理するのは容易ではない。
【解決手段】各作業の入力情報と出力情報を記入する入出力表を作業報告に用い、それらを一元的に収集することで、プロジェクト全体の作業間のDSMを作成する。これにより、日々の変化に追従した全体DSMが得られる。これをパーティショニングした最適DSMにより、手戻り構造(参照の環)が明確になり、作業手順や意思決定タイミングを適切に計画でき、進捗管理上の重点作業が把握でき、作業者間のすり合わせが円滑になる。さらに、入出力表をPDMシステムに転送することで、作業者には最新版の入力情報を自動配信できる。
(もっと読む)
生産改善支援システム
【課題】多台持ちの場合でも設備の稼働状況と作業者の作業状況を連合させて把握できるようにした生産改善支援システムを得る。
【解決手段】設備に搬入されたワークの有無を在荷センサ5により検出するとともに、設備ごとに設備への作業者の在場を在場センサ7により検出し、シーケンサ2は、これらの情報を設備の稼働情報及び作業者の在場情報として、サーバー8のデータベースに書き込み、サーバー8にLAN9により接続されたクライアント端末10は、サーバー8のデータベースに予め登録された作業者登録テーブルを用いて、設備と作業者とを関連付け、この関連付けられた設備の稼働情報及び作業者の在場情報を連合させてマンマシンチャートとして表示するようにした。
(もっと読む)
生産実行システム用クラウドコンピューティング
コンピューティングクラウドシステムは、少なくとも1つの生産実行システムに関連する情報をストアするように構成される少なくとも1つのデータ記憶装置(112,602〜606)を含む。コンピューティングクラウドシステムは、少なくとも1つの生産実行システムと関連する命令を実行するように構成される少なくとも1つの演算処理装置(110,612)と、少なくとも1つの生産サイトから情報を受信し、情報を解釈するように構成される少なくとも1つの通信インターフェース(610)と、も含む。 (もっと読む)
業務管理サーバ、業務管理プログラムおよび業務管理システム
【課題】 開示する業務管理サーバでは、業務委託元から業務委託先に通知される業務依頼書に基づき作業を行う場合に、当該作業進捗の管理を行う手間を軽減することができる。
【解決手段】 開示する業務管理サーバの一形態では、第1のクライアント装置と第2のクライアント装置とが接続する業務管理サーバであって、前記第1のクライアント装置から業務依頼を受け付け、該業務依頼毎に該業務依頼を識別する識別情報を付与する業務依頼受付手段と、前記第2のクライアント装置から、前記業務依頼を構成する各工程が実施済みであるか否かに関する情報と該各工程の実施を証明する文書情報とを関連付けた工程管理情報を受け付ける進捗状況受付手段と、前記業務依頼に関する情報と前記識別情報と前記工程管理情報とを関連付けて保持する進捗状況保持手段と、を有することを特徴とする。
(もっと読む)
生産情報管理システム及び方法
【課題】管理している生産性・信頼性評価指標のデータを設定のみで表示したい方式で柔軟に表示できる生産情報管理システム及び方法を提供する。
【解決手段】データ収集・集計機能ブロック120は、データ収集処理を実行する機能ブロック122により収集処理したデータをRDB124に格納し、RDB124に格納された情報を用いて各種汎用View(汎用Viewファイルを含む)126を作成する。エンジニアリング機能ブロック180は、エンジニアリングツール処理182により、XML構造ファイル184の生成処理が行われる。一方、画面表示系200は、画面表示機能ブロック210を備える。画面表示機能ブロック210は、情報管理装置10の画面に生産システムにおける生産性・信頼性評価指標を提示する各種グラフをユーザの設定に基づいて表示実行させる機能を備えている。
(もっと読む)
生産管理システム
【課題】生産管理システムの構成を見直し、安価な構成の生産管理システムを提供することを目的とする。
【解決手段】機械設備に取り付けられて機械設備からの入力信号を検出する生産管理モニター子機と、複数の生産管理モニター子機からの入力信号を集計して記録するメモリ機能を持った生産管理モニター親機と、生産管理モニター親機と通信するデータ解析装置より構成する生産管理システムにおいて、生産管理モニター子機は、機械の動作状況のデータ収集と通信機能を持ち、生産管理モニター親機が各生産管理モニター子機のデータを集計・記憶し、データ解析装置がそれぞれの機械の進捗情報を解析・判定・表示するとともに、異常がある機械の情報をデータ解析装置が異常を表示することを特徴とする生産管理システム。
(もっと読む)
生産管理システム
【課題】作業者の作業待ちや作業の作業者待ちを低減する生産管理システムの提供。
【解決手段】作業者情報記録部10は、作業者の処理能力を記録する。装置情報記録部12は、作業者が作業に使用する装置の処理能力を記録する。作業実績記録部14は、作業者が行った作業の作業実績を記録する。生産要求入力部16は、製品の品種、数量及び納期を含む生産要求が入力される。ホストコンピュータ18は、作業者情報記録部10、装置情報記録部12及び作業実績記録部14に記録された情報を元に、生産要求入力部16に入力された生産要求を達成するために作業者が行うべき作業を示す作業指示を順番に出力する。このホストコンピュータ18が出力した作業指示を生産情報表示端末20,22や携帯端末24,26などの表示端末が表示する。ここで、ホストコンピュータ18は、作業者がある作業を完了する前でも作業者に他の作業を行うように作業指示を出力する。
(もっと読む)
作業情報処理装置、プログラムおよび作業情報処理方法
【課題】生産量の多寡に影響されず、部品や部材の移動状況に基づいて、実施している作業の進捗を特定することができる技術を提供する。
【解決手段】本願に係る作業情報を処理する技術は、作業に用いる運搬装置に取り付けられた位置センサ及び積載センサの時刻ごとの検出値から部品の荷下ろし時刻を特定し、荷下ろした時刻における運搬装置の位置から工程の進捗を特定する。
(もっと読む)
製造ラインの工程管理方法および工程管理システム
【課題】各ワークの進捗速度を容易に把握することができると共に、ワーク同士での進捗速度の比較を容易に行うことができる製造ラインの工程管理方法および工程管理システムを提供する。
【解決手段】1以上のワークを複数の処理装置2に臨ませて処理を行う製造ラインの工程管理方法であって、各処理装置2の処理履歴から求めた各処理装置2の平均実処理時間を取得する実処理時間取得ステップと、ワークごとに、ワークの製造工程において、現時点以降に当該ワークを臨ませる各処理装置2の平均実処理時間を順に累積した累積値を算出する累積値算出ステップと、ワークごとに、目標となる目標製造時間から、平均実処理時間の累積値を徐算して、必要な加工倍率を算出する加工倍率算出ステップと、を備え、算出した各加工倍率に基づいて、ワーク製造における工程管理を行う。
(もっと読む)
作業管理方法、作業管理システム、作業管理用車載端末、および作業管理用プログラム
【課題】工程変更や車種追加、通信途絶など各種状況変化にも効率的に対応し、作業対象の車両ごとに必要な作業指示情報の提供や作業毎の詳細な作業実績の収集を実行できる技術を提供する。
【解決手段】可搬媒体の格納情報が作業仕様のデータ要求に対応するものであれば車両情報を含む仕様データ要求をサーバ300に送信する仕様要求手段110と、サーバから作業仕様データを受信し格納する仕様格納手段111と、可搬媒体の格納情報が作業仕様の表示要求に対応するものであれば該当作業員の作業項目に該当する作業仕様データを特定し表示する仕様表示手段112とを備えた作業管理用車載端末100と、作業管理用車載端末100から仕様要求を受信し該当車両の作業仕様データを返信する仕様送信手段310を備えるサーバ300とから作業管理システム10を構成する。
(もっと読む)
生産管理実行支援システム、生産管理実行支援方法、生産管理実行支援プログラムおよび生産管理実行支援プログラム記録媒体
【課題】 複数製品を生産する混流生産工程におけるロットサイズと生産優先度の異なる複数の仕掛待ちロット集団の中での合理的に顧客の総待ち時間に係わる納期満足度を極大化しながら生産工程の着工順序決定を実現する、生産計画実行を支援する生産実行支援方法、生産実行支援装置、コンピュータプログラム、および記録媒体を提供する。
【解決手段】 製品の生産工程投入時期と投入時からの経過時間の両方、さらには工程の操業度により生産優先度情報を変動させて、ロットサイズと生産優先度情報の演算により、各工程での合理的な着工順番表を作成して、工程作業者に着工ロット情報を提供して、工程作業者がこの情報を参照しながら着工ロットを選択して作業を進める。
(もっと読む)
生産計画達成予測時刻及び延長予想時間算出装置、生産計画達成予測時刻及び延長予想時間算出方法、生産計画達成予測時刻及び延長予想時間算出プログラム及び記憶媒体
【課題】現在の生産のペースから、今後予想される生産の遅れを考慮し、全計画達成の予測時刻と最終的に必要な延長予想時間を算出する。
【解決手段】実タクトタイム算出手段11は、実タクトタイム算出条件を取得し、条件に基づいて算出に利用する実績を取得し、取得した実績と休憩時間を用いて実際のタクトタイムを算出する。傾き率算出手段12は、基準タクトタイムと実際のタクトタイムから計画に対する現在のペースを表す傾き率を算出する。必要時間算出手段13は、基準タクトタイムと傾き率と生産計画数と生産実績数から全計画達成までに必要な時間を算出する。達成予測時刻及び延長予想時間算出手段14は、現在時刻と必要時間と生産終了予定時間と休憩時間から達成予測時刻と延長予想時間を算出する。
(もっと読む)
切断加工スケジューリング方法及び自動切断加工スケジューリング機能を組み込んだ立体型切断ネットワークシステム
【課題】 自動的に電子受注伝票を納期順、鋼種別、製品別に仕分けして最適な切断機に自動的に振り分けする切断加工スケジューリング方法を得る。
【解決手段】 事務所側に事務所端末7、事務所端末8及び親機9(サーバ)を配置してLANで立体倉庫付き切断システム1の管理パソコン5と回線を結び、親機9が自動的に加工予約データを入力して(S1)、納期順に並べ替えて(S2)、グループ化し(S3)、このグループ内で同一納入先、同一素材毎に分類すると共に製品長順に分類した切断加工スケジュールを得る(S4)。そして、バンドソー3a、3bに振り分けた後に(S5)、倉庫の素材を引当て(S6)、バンドソー3a、3bの加工所要時間を計算して(S7)、各バンドソーの稼働割り当て状況を一目で判断できるガンチャート表示すると共に(S8)、切断加工プログラムを管理パソコン5に転送する(S9)。
(もっと読む)
生産操業管理システム
【課題】フィールド制御システムとの間での情報のやり取りを可能とすることで効率的な生産操業管理を実行できる生産操業管理システムを提供する。
【解決手段】生産操業に必要な作業の登録を受け付ける登録受付手段と、上記登録受付手段により登録が受け付けられた作業の進捗状況の入力を受け付ける進捗状況受付手段と、上記進捗状況受付手段により入力された上記作業の進捗状況を格納する進捗状況格納手段と、上記進捗状況格納手段により格納された上記作業の進捗状況の提示要求を受け付ける提示要求受付手段と、上記提示要求受付手段により受け付けられた提示要求に従って、上記進捗状況格納手段により格納された上記作業の進捗状況を提示する進捗状況提示手段と、を備える。また、情報処理手段は、上記進捗状況に応じて、プラント各部を制御するフィールド制御システムとの間で情報のやり取りを実行する。
(もっと読む)
フレキシブル生産システム
【課題】セル生産方式のフレキシブル生産システムにおいて、人の生産性は落とすことなく容易かつ柔軟にシステムの再編成を可能とする人機械協調型のシステムを実現して生産性向上を図る。
【解決手段】本システム1は人セル部11に隣接する機械部12を備え、機械部12は移載するための複数のハンド部21と、ハンド部21を移動させる複数のアクチュエータ22と、ハンド部21の移動の方向に沿って配置され、部品に処理を施す複数の処理装置3と、人セル部11側から機械部12に部品を投入するための投入部4と、機械部12から人セル部11側に部品を取り出すための取出部5と、投入部4から各処理装置3を経由して取出部5に至る部品の順路の途中に人セル部11側から追加部品を投入し供給するための途中部品搬入装置6とを備えている。途中部品搬入装置6を備えることにより、人セル部11と機械部12とを分離したシステムを容易かつ柔軟に構成できる。
(もっと読む)
生産システム
【課題】ワークを自動加工する加工装置を備えた生産システムにおいて、生産ラインの生産性を向上させる。
【解決手段】生産システムXは、ワークWを自動加工する生産ラインLに配置された加工装置40aと、作業手順を含む加工データを用いて加工装置40aにワークWの加工を実行させる制御装置40bと、加工装置40aにワークWを搬送する無人搬送装置60と、スケジューリング端末20とを有する。また、作業手順の中の所定作業にマーキングデータが付けられている。また、加工装置40aは、ワークの加工を開始した場合、マーキングデータが付けられた所定作業を実施した場合、およびワークの加工が完了した場合、それぞれ、スケジューリング端末20に向け、その旨を示す信号を送信する。スケジューリング端末20は、加工装置40aからの信号により、加工装置40aにおける加工の進捗状況を管理する。
(もっと読む)
生産管理システム
【課題】生産の進捗状況を効率的にリアルタイムに管理可能として生産効率を飛躍的に高めること。
【解決手段】生産進捗状況一覧表示器9により生産ライン内での生産進捗データを一覧形式で表示し、作業進捗データ入力表示器11により、生産ラインの生産進捗データをタッチ操作で入力可能とし、PLC13により、作業進捗データ入力表示器11の入力操作を生産進捗状況一覧表示器上に反映表示させると共に、生産進捗管理コンピュータ15に生産進捗データを送信し、生産進捗管理コンピュータ15により、各生産ラインに設置のPLC13から送信される生産進捗データに基づいて各生産ラインでの生産進捗状況を一括管理する。
(もっと読む)
半導体生産管理システム
【課題】半導体生産管理システムに係わり、複数の種類の半導体デバイス、工程フロー、及び製造装置などが混在する生産ライン環境で全体の生産性を向上する。
【解決手段】半導体製品(ロット)単位の工程フローで工程毎に着工可能な製造装置が対応付けられる。本生産管理システムでは、ラインの複数の工程及び製造装置のうち例えば露光工程(先行工程)とエッチング工程(後行工程)の組を対象として、ロット及び部材(レチクル)の配膳及びスケジューリングを制御する。本システムは、各工程の装置の着工実績や負荷の把握に基づく目標着工数(N1,N2)の計算をもとに、先行工程の露光装置に対する着工をロット及び部材の効率よい配膳により制御する。これによって後行工程のエッチング装置へ必要な着工数のロットを送り込むことにより、エッチング装置の目標着工数(N2)が実現される。
(もっと読む)
61 - 80 / 366
[ Back to top ]