
Fターム[3C100BB33]の内容
Fターム[3C100BB33]の下位に属するFターム
画像、カメラの利用 (126)
Fターム[3C100BB33]に分類される特許
1 - 20 / 366
作業状況管理サーバ、作業状況管理システム、作業状況管理方法、および作業状況管理プログラム
使用時点で確認される航空機アセンブリ時間の集計
資源再利用装置、処理装置群コントローラ、資源再利用システム、資源再利用方法、及び資源再利用プログラム
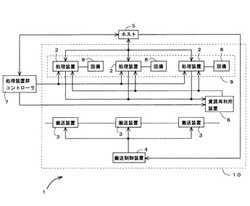
【課題】排熱等の使用済み資源を回収して生成した再利用資源を有効活用して、エネルギー消費量の低減も図る。
【解決手段】資源再利用装置6は、被処理体を処理する複数の処理装置それぞれから排出された使用済み資源を回収する資源回収部34,35,36と、 資源回収部で回収された資源から再利用資源を生成する資源生成部31,31,32と、複数の処理装置それぞれの種類と、被処理体の処理工程ごとに複数の処理装置で行われる処理内容と、複数の処理装置の稼働状況および稼働予定とに基づいて、複数の処理装置に再利用資源を振り分ける資源振分部37,38,39,40,41,42と、を備える。
(もっと読む)
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム

【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
スケジュール情報変換装置、スケジュール情報変換方法
【課題】異なるプロジェクト管理手法により管理されたスケジュールを、比較可能に表現する。
【解決手段】スケジュール情報変換装置が、プロジェクトに対して割り当てられたバッファ期間と、プロジェクトのタスク毎に、タスクに対して割り当てられた割当期間と、タスクが完了するまでの残存期間とが対応付けられたCCPMスケジュール情報が記憶されているCCPMスケジュール情報記憶部と、プロジェクトのタスク毎に、タスクに割り当てられたバッファ期間が含まれる割当期間と、タスクの進捗率とが対応付けられたWFスケジュール情報が記憶されるWFスケジュール情報記憶部と、CCPMスケジュール情報記憶部に記憶されているCCPMスケジュール情報に基づいて、WFスケジュール情報を生成し、WFスケジュール情報記憶部に記憶させるスケジュール情報変換部と、を備える。
(もっと読む)
産業機器制御システム
【課題】
本発明は、産業機器制御システムにおいて、システム構築時の立ち上げ及び試運転又は異常診断時に、タブレット型端末即ちWindows(登録商標)タブレットPC等の携帯無線端末などから産業機器の運転指令を発し、また運転情報を入手する手段を備えた産業機器制御システムを提供する。
【解決手段】
本発明は、複数のプログラマブルコントローラで受発信される制御信号及びデータを収集し蓄積するサーバと、プログラマブルコントローラとサーバとを通信可能に構築される通信ネットワークと、該通信ネットワークに接続される無線通信信号発信器と、該無線通信信号発信器により通信ネットワークと無線通信するタブレット型端末とを備え、タブレット型端末は、無線通信信号発信器を介してサーバに蓄積されたデータをアクセスでき、複数のプログラマブルコントローラ各々に運転指令を送信することができるようにした。
(もっと読む)
作業者の異常状態検知装置及び作業現場の異常状態管理方法
【課題】作業現場で発生しうる作業者の異常状態を提示することができる作業者の異常状態管理装置を提供する。
【解決手段】工程管理情報及び作業現場の図面情報を記憶する記憶部と、生体センサ1を含む作業者が作業時に装着する作業者端末から、生体情報、該生体情報と関連づけられた位置情報及び時刻情報を受信する通信部と、時刻情報に該当する指定時刻での作業現場の工程図面の図面生成部7と、作業現場の図面情報及び位置情報に基づき作業エリアに該当する工程図面を選択する現場環境図面の選択部8と、生体情報が異常状態である場合、現場環境図面の選択部8で選択された工程図面と関連づけて、異常状態の蓄積情報として記憶部に蓄積する異常状態の認識部2と、異常状態の蓄積情報に基づいて、工程管理情報のうち危険な工程または作業現場の危険な箇所を知らせる表示データを生成する表示データ生成部11と、を有する。
(もっと読む)
作業手順管理システム及び作業手順管理方法
【課題】作業手順を厳密に管理し人為的ミスを排除しつつ、状況に応じて作業手順を変更可能とし作業の手戻りの排除、工数減を可能とする。
【解決手段】製造品に対する各工程や、SOPをデータベースに定義しておく。作業者が作業を行う場合、データベースの定義情報に基づき、各工程の実行順にSOPの1手順ずつ実行画面32が表示され、作業者が現在すべき作業を示す。その作業内容は、作業手順毎に製造実績データとしてデータベースに保管される。また、ある製品を製造する作業で、混合工程など一括作業実行可能な作業を行う場合がある。例えば混合工程の場合、投入すべき原料と、手順をあらかじめSOPに登録し、さらに、複数の原料を投入する一括作業SOPで、それらの原料を投入するSOPをくくる。その構成により、従来のような定義順に縛られることなく、実作業時に現場の状況に応じて原料を投入することできる。
(もっと読む)
データ処理装置、データ処理システム、およびデータ処理方法
【課題】装置の稼動実績情報を適切に生成する。
【解決手段】装置状態の検出結果を装置状態情報と、上記装置に対する操作を行うための所定位置に上記操作を行う操作主体が存在するか否かの検出結果を示す操作主体情報とに基づいて上記装置の状態を、処理状態、作業状態、および待機状態とを少なくとも含む複数の状態に分類する可動情報解析部23を備える。
(もっと読む)
供給計画作成システム
【課題】部品の供給効率を落さず、組立ラインの余剰在庫を抑制しラインサイドを簡素化して生産性及び作業性を向上させた供給計画作成システムを提供すること。
【解決手段】供給計画作成システム1は、複数の部品をロット単位で連続してラインサイド5aまで供給する。供給計画作成システム1は、ラインサイド5aに設けられ部品を組み付けるライン在庫区域070〜183と、部品を積載して供給する供給手段7と、供給手段7を搬送する搬送手段71と、部品構成情報と生産計画情報112とを格納した製品組立情報格納部11と、供給手段識別情報121と積載許容数情報122とを格納した供給手段情報格納部12と、供給手段7に積載する部品の数量及び供給時刻を策定する供給計画作成部14と、を有している。
(もっと読む)
最適指標生成装置、最適指標生成方法、最適指標生成プログラム及び最適指標生成サーバ
【課題】従来法では達成されていなかったQ−time制約割れが起こりやすい状況に対しても、Q−time制約を確実に遵守し、良品スループット向上とコスト低減および環境負荷低減を達成することが可能な最適オペレーション管理条件を提供することを目的とする。
【解決手段】複数の装置に関する指標情報を供給する最適指標生成装置11であって、生産実行システムに含まれる複数の装置に関する情報を生産管理システム10を介して入力する情報入力部12と、入力された情報から複数の装置による加工工程間の滞在時間の上限値や下限値を示すQ−time制約を分析するQ−time構造分析部14と、入力された情報およびQ−time構造に基づいて、品種別の最適なカンバン枚数およびバッファサイズを計算して指標情報として出力する指標算出部17と、を備え、指標算出部17により算出された最適な指標情報を生産管理システム10に供給する。
(もっと読む)
工票作成プログラム、工票作成システム
【課題】工票の入力が簡単であり、作業者の負担を軽減できる工票作成プログラム、工票作成システムを提供する。
【解決手段】管理プログラム41は、管理サーバ30に、封筒排出検出部15の稼働情報の出力に基づいて、封入機10の稼働状況を判定する稼働状況判定処理S7と、判定した稼働状況に基づいて、勤務時間内の経過時間及び稼働状況を対応付けて表示することにより、封入機10の非運転時間を、視認可能な態様で工票画面70aに表示する稼働状況表示処理S9と、各非運転時間の非運転理由を、作業者に対して、封入機操作部12で入力操作するように促す入力指示表示を、工票画面70aに表示する入力指示画面表示処理S31,S111と、非運転時間と、入力された非運転理由とを対応付けて非運転時間・理由記憶部43−1bに記憶させる非運転理由記憶処理(S33,S113)とを実行させる。
(もっと読む)
処理設備
【課題】処理装置の制御負荷の増加を回避しながらも、処理作業効率の向上を図ることができる処理設備を提供する。
【解決手段】複数の処理装置1及び処理対象物を貯留する貯留装置Qを経由する搬送ラインに沿って走行して処理対象物を搬送する搬送車3を管理する搬送管理手段HCが、処理装置1から主管理手段JCに対して通信される処理進行情報を監視して、複数の処理装置1のうちで、処理対象物の処理が終了した又は終了間近である処理装置1を、主管理手段JCから搬送指令情報が通信されてくる以前に、事前搬送元として抽出し、その処理装置1から処理対象物を搬出するために、事前搬送元として抽出した処理装置1に対して搬送車3を走行させる事前搬送制御を実行するように構成されている。
(もっと読む)
作業検知システム
【課題】ワークや作業主体の作業に干渉する可能性を低減できる作業検知システムを提供する。
【解決手段】距離画像センサ1は作業領域の距離画像を撮影する。検知装置2は、距離画像に現れる作業主体又は作業主体が扱うワークを検知対象とし、設定部7及び異常判定部8を備える。設定部7は、距離画像内で検知対象の存否を検知する複数の検知領域とその検知順序とを設定する。異常判定部8は、何れかの検知領域で検知順序とは異なる順序で検知対象が検知されると異常と判定して音出力装置4及び照射装置5に報知命令を出力する。音出力装置4及び照射装置5は、検知装置2から報知命令が入力されると、作業内容の異常をそれぞれ音及び光で報知する。
(もっと読む)
生産管理システム
【課題】仕掛品に係る作業指示および作業順序を含む仕掛作業に関する仕掛情報が、複数のサーバ間にわたって分散管理されている場合であっても、仕掛情報へのアクセスを円滑に行う。
【解決手段】仕掛情報アクセス要求処理部35は、いずれかの仕掛情報へのアクセスを伴う処理の要求が生じた場合、アクセス先となる仕掛情報に係る工程に関連づけられた仕掛情報管理IDを仕掛情報管理マスタ31から取得すると共に、該取得した仕掛情報管理IDに関連づけられたアクセス情報を仕掛情報アクセスマスタ33から取得し、該取得したアクセス情報を用いて、仕掛情報管理部21で管理されている仕掛情報のうち対応する仕掛情報へアクセスして、要求に係る処理を行うように動作する。
(もっと読む)
棚残管理支援システム
【課題】生産進捗状況に応じた材料費、加工費、および経費を含む仕掛金額の把握を可能とし、リアルタイムな棚残管理を支援する棚残管理支援システムを得ること。
【解決手段】生産単位毎のオーダ番号、あるいはオーダ番号と分割ロット番号とが入力された時点で、生産単位毎に記憶部2に記憶された生産単位別情報元システム定義データ200に基づいて読み出した各工程情報、オーダ情報、購買情報、および原価情報に基づいて、各工程毎の実績リードタイムを示す工程実績情報と、経費、加工費、および材料費の推移を示す仕掛金額情報とを生成し、工程実績情報と仕掛金額情報とを組み合わせて、各工程の実績リードタイムと、経費、加工費、および材料費の各予定総額に対する比率とを時系列に並べた工程実績・仕掛金額グラフ300を生成して表示部3に出力する工程実績・仕掛金額情報生成部1を備える。
(もっと読む)
作業工程管理システム及び作業工程管理方法
【課題】部材に対する作業工程をリアルタイムに、かつ精度高く把握する、ことを目的とする。
【解決手段】作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
(もっと読む)
作業優先順序設定方法及び作業優先順序設定装置
【課題】手直し補修のために製造ラインから降ろされた補修対象品の、遅れ時間の影響の度合いを考慮して、補修作業の優先順序を設定する。
【解決手段】ライン復帰見込み時刻E(k)と、当初の生産進捗計画時刻D(k)との差である、在庫車両のライン復帰時の遅れ見込時間F(k)が大きい順に、補修待ちの補修対象車両に対する、補修作業優先順序を設定する(S7)。この際、補修着手見込み時刻(i)と各補修対象車両の補修作業リードタイム(ii)とから、補修対象車両に対する補修作業優先順序の設定又は更新時における、各補修待ちの補修対象車両のライン復帰見込み時刻E(k)を、適切に把握する。そして、単に下車時間の順序にとらわれず、大幅な遅れ時間の発生が見込まれる補修対象車両の作業優先順序を高めるように、作業優先順序を設定する(S702〜S712)。
(もっと読む)
作業進捗管理システム
【課題】並行して加工する他の工程の状況を加味して、各工程で加工される部品の優先度を付けるようにした作業進捗管理システムを得る。
【解決手段】作業単位・作業経路分析部11により、製品を構成する部品について、作業単位ごとに、工程を含む作業経路を分析し、日程計画作成部12により、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を計画し、次いで、進捗管理部14により、各部品の着手日及び完了日に基づいて、作業単位ごと及び作業経路ごとの進捗状況を把握して、進捗管理板として表示する一方、作業優先度見直し部13により、作業単位ごと及び作業経路ごとの進捗状況から、同じ作業単位の他の作業経路と同期するように作業経路内の工程の部品の優先度を変更し、この変更された優先度に基づいて、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を再計画する。
(もっと読む)
工程進捗管理装置、工程進捗管理方法および工程進捗管理プログラム
【課題】進捗遅れの要因となる部品や工程の把握を容易に実施することができる工程進捗管理装置を得ること。
【解決手段】製品の工程進捗に関する情報を管理する工程進捗管理装置であって、製造手配情報8と工程進捗情報9を保持し、部品識別情報と当該部品の階層と対応付けた情報である階層型製品構成情報7を生成する階層型構成生成部1と、指定された部品を検索対象部品とし、工程進捗情報9および階層型製品構成情報7に基づいて、検索対象部品以下の階層の部品に対応する部品のうち未完了部品に対応する部品識別情報および階層を抽出し、抽出した部品識別情報に対応する情報を製造手配情報8および工程進捗情報9から工程管理情報として抽出する情報抽出部2と、情報抽出部2による抽出結果に基づいて未完了部品の部品識別情報ごとに階層と工程管理情報とを含む部品進捗リスト12を生成するリスト生成部3と、を備える。
(もっと読む)
1 - 20 / 366
[ Back to top ]