
Fターム[3C100CC02]の内容
総合的工場管理 (15,598) | データの移動、通信網の管理 (1,431) | 通信網の形成 (854) | 工場内の通信網 (463)
Fターム[3C100CC02]に分類される特許
1 - 20 / 463
作業状況管理サーバ、作業状況管理システム、作業状況管理方法、および作業状況管理プログラム
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム
【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
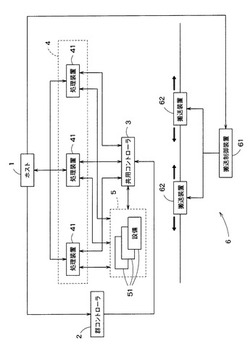
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
処理装置群コントローラ、生産処理システム、処理装置群制御方法、及びプログラム

【課題】被処理体を処理する複数の処理装置に付随する設備のレディ状態/アイドル状態の切り替えを適切に行い、設備におけるエネルギー消費量を削減する。
【解決手段】処理装置群コントローラ1は、被処理体を処理するそれぞれ設備が付随した複数の処理装置のメンテナンス時期の情報を含む稼働予定と、前記複数の処理装置への被処理体の搬入及び搬出のタイミングの情報を含む搬送計画とを記憶する記憶部12と、前記搬送計画と、各処理装置の前記稼働予定とを比較し、各処理装置について、メンテナンス前の最後の処理を特定し、特定した処理の終了タイミングを検出する検出部102と、各処理装置に対して、前記終了タイミングで、付随している設備とともにアイドル状態に切り替わるように指示する指示部103と、を備える。
(もっと読む)
フィールド無線監視表示装置
【課題】集中して配置されている各デバイスの状態を、表示画面を部分拡大することなく個別に目視確認できるフィールド無線監視表示装置を実現すること。
【解決手段】プラントエリアにおける無線通信機能を有するフィールド機器の設置場所に、少なくとも各フィールド機器を表す所定のアイコンと各フィールド機器の信号送信経路を所定の線分で表示するように構成されたフィールド無線監視表示装置において、
集中配置されている前記フィールド機器をグループ化し所定のアイコンで表示するとともに、グループの内容は選択的にフィールド機器のリスト、プラントの配線図、フィールド機器の配置画像、フィールド機器のアイコンのいずれかの所定の形式で表示することを特徴とするもの。
(もっと読む)
産業機器制御システム
【課題】
本発明は、産業機器制御システムにおいて、システム構築時の立ち上げ及び試運転又は異常診断時に、タブレット型端末即ちWindows(登録商標)タブレットPC等の携帯無線端末などから産業機器の運転指令を発し、また運転情報を入手する手段を備えた産業機器制御システムを提供する。
【解決手段】
本発明は、複数のプログラマブルコントローラで受発信される制御信号及びデータを収集し蓄積するサーバと、プログラマブルコントローラとサーバとを通信可能に構築される通信ネットワークと、該通信ネットワークに接続される無線通信信号発信器と、該無線通信信号発信器により通信ネットワークと無線通信するタブレット型端末とを備え、タブレット型端末は、無線通信信号発信器を介してサーバに蓄積されたデータをアクセスでき、複数のプログラマブルコントローラ各々に運転指令を送信することができるようにした。
(もっと読む)
データ管理装置
【課題】既存の生産装置に改造や変更を加えず、生産装置の管理を行うことができるようにする。
【解決手段】半導体生産装置1に対して、データ管理装置本体部20と、分岐部21とを設ける。分岐部21は、ケーブル16中に挿設され、CPUボード13のシリアルインターフェース14からの送信データTDのポートからのデータを2分岐し、一方は表示端末12のシリアルインターフェース15の受信データRDのポートに出力し、他方はデータ管理装置本体部20のシリアルインターフェース22の受信データRDのポートに出力する。表示端末12は受信した表示情報に基づいて情報の表示を行う。データ管理装置本体部20は、受信した表示情報を用いて生産装置本体部11を管理するための管理データベース30を構築する。
(もっと読む)
生産計画装置および生産計画方法
【課題】 機械加工ショップに設置された旋盤、ボール盤、多軸NC加工装置といった複数の切削加工装置を有効に使用して、機械加工ショップに投入されるワークの加工作業のスループットを最大にするための各切削加工装置への作業の割り当てを決定する。
【解決手段】 各切削加工装置の加工領域を登録する手段と、登録された各切削加工装置の加工領域を加工するNCデータを作成して、機械加工ショップのスケジューリングを行い、機械加工ショップのスループットと、各切削加工装置の稼働率を算出する手段と、加工装置の稼働率に基づき各切削加工装置の加工領域の修正解を登録する手段と、最大のスループットが得られる加工領域の割り当て方を決定する手段とを生産計画装置に備える。
(もっと読む)
中央装置、情報処理システム、情報処理方法及びプログラム
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
作業誘導システム
【課題】作業者が誤った作業ツールを使用して作業を終了しないように、作業を誘導できる作業誘導システムを提供する。
【解決手段】作業誘導システム2は、ワークW毎に固有のバーコード20と、バーコードリーダ21と、ワークWに対する各作業用に配置され、作業に使用される際に、使用に関する信号を送信する複数の作業ツール22と、ワークWに実施する作業内容とを、対応づけて記憶するサーバ23と、作業内容として、ワークWに対する作業の様子を示す画像と、作業に使用する作業ツール22の指示とを表示可能なディスプレイ24と、バーコードリーダ21がバーコード20を読み取ると、サーバ23を参照して対応する作業内容を特定し、作業内容をディスプレイ24に表示させ、表示に続いて作業ツール22を特定し、特定した作業ツール22がディスプレイ24により表示した作業ツール22と一致しない場合に警告を発生するコンピュータ25と、を有する。
(もっと読む)
装置間情報伝達システム
【課題】上流側から下流側にかけて、互いに関連する複数の装置が配置されている生産ラインにおいて、上流側と下流側の作業者の連絡不足によって作業上の混乱や不測の事故等を招く危険性を回避することのできる装置間情報伝達システムを提供する。
【解決手段】袋詰商品の生産ラインに用いられる各種の装置と複数の操作表示部とがネットワークを介して接続する。各操作表示部は、自身の管理下にある複数の装置と交信して、管理下にある各装置の稼動状況を表示するとともに、各装置の運転条件や動作指令を各装置に送信する機能を備える。加えて、メッセージを入力し、それを指定したアドレスに送信するとともに、自身がアドレスとされたメッセージを受信するメール通信手段を備
える。
(もっと読む)
作業工程管理システム及び作業工程管理方法
【課題】部材に対する作業工程をリアルタイムに、かつ精度高く把握する、ことを目的とする。
【解決手段】作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
(もっと読む)
生産設備システムおよび自動設備システム
【課題】操作対象の生産機械に対する操作者の熟練度に応じた操作権限の設定を行うことが可能な生産設備システムを提供する。
【解決手段】この生産設備システム1は、生産機械210と、生産機械210の操作者の指紋データを読み取るための指紋読取部222と、生産機械210の制御を行う制御装置230とを含む生産設備200と、生産設備200にネットワーク400を介して接続され、生産機械210の操作者の指紋データの認証を行うための認証サーバ100とを備え、生産設備200の制御装置230は、認証サーバ100による指紋データの認証結果に基づいて、生産機械210の操作者の操作レベルに応じて生産機械210を操作可能な状態にすることが可能なように構成されている。
(もっと読む)
情報収集システム、情報収集方法、情報収集プログラム
【課題】現場で発生するイベント情報の持つ2次的、3次的な意味内容も即時に理解することができる情報収集システムを提供する。
【解決手段】情報収集システムは、データベースから各補足情報を検索する。そして、検索された各補足情報を追加してイベント情報を順次再構成する。さらに、イベント情報に含まれる現場データ及び新たに追加された各補足情報のうちの各種組み合わせを検索キーとして他の種類の補足情報を検索する。当該検索と再構成を順次繰り返して、イベント情報に2次的、3次的な補足情報を追加していく。
(もっと読む)
ロボットシステム
【課題】一連の作業を複数の作業ロボットに作業分割して実行するロボットシステムで、一部の作業ロボットの一部の作業区分に遅延が発生しても、他の作業ロボットに待ち時間が発生することなく生産性を向上させる。
【解決手段】アームロボット6a〜6dに設けられたロボットコントローラ4a〜4dには、n個の作業区分を割り振る。アームロボット6eに設けられたロボットコントローラ4eには、n個よりも少ないm個の作業区分を割り振る。いずれかのアームロボット6での作業区分の作業で遅延が生じたときは、遅延が生じたアームロボットよりも下流のアームロボットに設けられたロボットコントローラに、未実施となっている作業区分を割り振りし直す再割り振り処理を実行する。再割り振り処理を実行する際には、各ロボットコントローラに割り振られる作業区分の数の上限はn個である。
(もっと読む)
製造ライン通信システム
【課題】本発明は、各製造装置の処理の複雑化を防止し、システム構築費用を抑え、システム立ち上げ工期を短縮することができる、製造ライン通信システムを提供する。
【解決手段】本発明に係る製造ライン通信システムは、製造ラインに設置され、第一の通信方式での通信を行う、複数の製造装置3と、第一の通信方式と異なる第二の通信方式での通信を行い、製造装置3から送信されるデータを取得する、ホストコンピュータ2と、製造装置3とホストコンピュータ2との通信経路間に配設され、予め設定されている通信定義に基づいて通信方式の相互変換を行う通信コントローラ1とを備えている。
(もっと読む)
無線通信システム、親機及び子機
【課題】生産ライン等の固定側と移動側との間で双方向無線回線を確立した場合の信号送受信の信頼性と安定性を向上する。
【解決手段】親機10は固定側の生産ライン制御部に配置され、待機状態で下り電波を送信停止し上り電波は連続受信している。子機12は移動側のワークに配置され、待機状態で下り電波を間欠受信し上り電波の送信は停止している。親機10は待機状態で外部から通信開始信号を入力した場合に子機12との間に周波数の異なる下り無線回線と上り無線回線を確立する。また子機12には振動センサ15が設けられ、待機状態で振動が検知されると、下り電波の間欠受信を連続受信に切替えて親機10からの通信開始電文を受信可能とする。親機10は外部からの通信終了信号を入力した場合に子機12に通信終了電文を送信し、下り無線回線と上り無線回線の確立を解除する。
(もっと読む)
作業手順表示装置及び作業管理装置
【課題】
紙の作業手順書を作業場所に置くことの作業効率上の問題点を解決する。
【解決手段】
作業者による操作を検出した場合、その時点の作業の番地を取得し、検出した操作内容に応じて取得した作業番地の更新可否を操作指令部が判断する。作業番地を更新した場合には、管理部が作業画面の表示制御を表示制御部に指示する。表示制御部は、更新後の作業番地に対応する作業画面を取得し、表示制御を行なう。一方、作業番地が更新されない場合には、表示部に表示される作業画面は変更されない。
(もっと読む)
生産工程スケジューリング方法
【課題】需給調整と生産設備能力や資材供給計画などの操業制約を満たすだけではなく、生産工程のスケジュールに影響を与えるプロセス条件面の制約を盛り込んで、製品の高品質を確保しつつ、生産ラインの効率的活用を図る簡便な生産工程スケジューリング方法を提供すること。
【解決手段】複数の工程からなる製品の生産計画を作成し、ネットワークを通じて生産計画表を提供する生産工程スケジューリング方法であって、工程の開始時刻を決める条件として、プロセス条件面の制約を含む。
(もっと読む)
製造ライン監視システム
【課題】製造ライン監視システムにおいて、各製造設備の正確な稼働率を把握することを第1の目的とし、アラームが報告された複数の製造設備に対してどの製造設備を優先処理するのかの判断をしやすくすることを第2の目的とする。
【解決手段】上位ホスト100は各製造設備300から報告されるアラーム文字情報に対する故障状態を製造設備300毎に故障定義情報部130に登録している。そして、上位ホスト100は、製造設備300からアラーム文字情報が報告されると故障定義情報部130に登録された故障状態を基に故障扱いとするか否かを判定し、アラーム文字情報の内容が故障扱いアラームであると判定した場合には製造設備300からの設備状態の通知が故障でなくても上位ホスト100側が設備状態を故障扱いとする。また、設備状態表示部210と稼働率表示部220とを1つの画面201に並列表示する。
(もっと読む)
データ収集装置、並びに、該データ収集装置の制御方法および制御プログラム
【課題】製造ラインの各設備からのデータを、情報が欠落することなく統合する。
【解決手段】データ収集装置11は、製造ラインの検査装置33・35からの検査データを収集して、検査DB記録部63の特性値テーブルに追加するものである。データ収集装置11は、検査データを含む検査ファイルおよびファイル名を検査装置33・35から取得して記録する検査ファイル記録部60と、検査ファイル記録部60から読み出したファイル名から検査データに関する付加情報を抽出する付加情報抽出部50と、抽出された付加情報を、検査ファイル記録部60からの検査ファイル内の検査データに追加して特性値データとするデータ変更部51と、データ変更部51からの特性値データを検査DB記録部63の特性値テーブルに追加するデータ書込部53とを備える。
(もっと読む)
1 - 20 / 463
[ Back to top ]