
Fターム[3C100DD32]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報の用途 (458) | 工作物の照合 (220)
Fターム[3C100DD32]に分類される特許
1 - 20 / 220
物体情報管理システム及びプログラム。
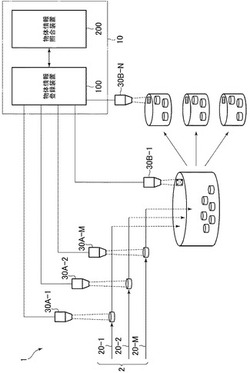
【課題】それぞれ表面に固有のパターンを有する物体を製造し容器に格納する工程の後に、各容器内に格納された個々の物体を特定する。
【解決手段】物体情報登録装置100は、それぞれ表面に固有のパターンを有する物体ごとに、当該物体の製造工程において当該物体を容器に格納する前の予め定められた撮像地点で当該物体の表面のパターンを撮像した固有画像情報と撮像時間とを関連付けて取得し、物体を格納した容器を識別する容器識別情報と、当該物体を当該容器に格納した時間範囲とを関連付けて取得し、記物体ごとに、当該物体が撮像されてから前記容器に格納されるまでの時間差と、当該物体の固有画像情報に関連付けられた撮像時間と、当該物体を格納する容器の容器識別情報に関連付けられた時間範囲とに基づいて、前記取得された固有画像情報に対応する前記容器識別情報を関連付けて登録する。
(もっと読む)
アスファルト混合物の納品管理方法

【課題】 アスファルトプラントにて製造・出荷される製品を出荷先の舗装現場に納品する際の納品管理に伴う作業を簡略化して手間を軽減できるように図る。
【解決手段】 製品の出荷時に発行される納品伝票を電子化してWebサーバ機能を有するコンピュータ本体5に記憶格納すると共に、このコンピュータ本体5へのURL情報が記録された第一、第二のQRコード13、14を発行する。搬送車両10の運転手は携帯端末20にて第一のQRコード13を読み取って第二のQRコード14を取得し、舗装現場9の現場管理者19が携帯端末21にて運転手の携帯端末20に表示される第二のQRコード14を読み取ることにより、電子納品伝票11と納品確認用の認証コード15´とを取得する。そして、この認証コード15´を運転手の携帯端末19に入力・記憶させ、帰着した運転手は前記コンピュータ本体5に認証コード15´を入力・照合して納品確認を行う。
(もっと読む)
生産管理システム
【課題】仕掛品に係る作業指示および作業順序を含む仕掛作業に関する仕掛情報が、複数のサーバ間にわたって分散管理されている場合であっても、仕掛情報へのアクセスを円滑に行う。
【解決手段】仕掛情報アクセス要求処理部35は、いずれかの仕掛情報へのアクセスを伴う処理の要求が生じた場合、アクセス先となる仕掛情報に係る工程に関連づけられた仕掛情報管理IDを仕掛情報管理マスタ31から取得すると共に、該取得した仕掛情報管理IDに関連づけられたアクセス情報を仕掛情報アクセスマスタ33から取得し、該取得したアクセス情報を用いて、仕掛情報管理部21で管理されている仕掛情報のうち対応する仕掛情報へアクセスして、要求に係る処理を行うように動作する。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】信号受信手段81がロット番号を含む加工検査終了信号X2を受信すると、ポジション決定手段82がそのロットを格納すべきポジションを決定する。ポジション予約手段83はそのポジションを「予約中」とする。棚表示手段51および棚表示手段61は、共用棚40と、各ポジションと、ロット番号とを関連付けて表示する。信号受信手段81がロット番号を含む加工検査開始信号X1を受信すると、ポジション解放手段84がポジションを「空き」とする。
(もっと読む)
板金工程作業支援システム
【課題】板金工程において、作業者が探している対象板材の位置、あるいは部品名などの希望の情報を即座に認識することを可能とした板金工程作業支援システムを提供する。
【解決手段】素材板材Wから切り抜き加工された部品板材wを取り扱う板金工程に用いられる。複数の部品板材wを識別する識別情報と表示装置8の画面Gに表示するための表示用情報Fと対応させて記憶したデータベース7を設ける。端末機3には、部品板材wを撮像する撮像手段4と、この撮像手段4により撮像された画像に基づき前記部品板材wの識別情報を得る識別情報入手手段14を設ける。この識別情報入手手段14で得た識別情報をデータベース7と照合して表示用情報Fを求め、表示装置8の画面Gに、部品板材wの撮像画像またはネスティング配置図等の画像である板材画像Gwを表示すると共に、この板材画像Gwに合わせて表示用情報の表示を行う合わせ表示手段12を設ける。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】大量生産される中間製品を入れる容器および中間製品が容器に入れられて大量生産される最終製品を、容器ごとに個別管理できる生産管理システムおよび生産管理方法を提供することを課題とする。
【解決手段】缶容器を生産する容器準備工程P1と、中間製品を缶容器に入れて最終製品を生産する最終製品生産工程P3と、を含み、容器準備工程P1では、個体識別情報を缶容器に付与するとともに、個体識別情報を示す識別情報記号を缶容器に印字し、さらに、缶容器の生産に関する容器生産情報に個体識別情報をリンクした容器個別管理情報を作成する。そして、最終製品生産工程P3では、缶容器を検査して作成する最終製品検査情報に個体識別情報をリンクした最終製品個別管理情報を作成して、容器個別管理情報と最終製品個別管理情報を一元管理する生産管理システムとする。
(もっと読む)
作業情報記録装置、並びにその制御方法および制御プログラム
【課題】作業時刻の精度の低下を抑制することができる作業情報記録装置を提供する。
【解決手段】作業情報記録装置11は、生産ラインにて作業者が行う作業に係る情報である作業情報を記録デバイスに記録するものである。作業情報記録装置11は、作業者が押しボタンを押したことを検出する押しボタンスイッチ14と、作業者からの操作を受け付ける操作部22と、押しボタンスイッチ14の検出により、作業の終了時刻を取得する時刻取得部30と、時刻取得部30が作業の終了時刻を取得した後に、作業の内容を示す内容情報を、操作部22を介して取得する内容取得部31と、時刻取得部30が取得した終了時刻と、内容取得部31が取得した内容情報とを含む作業情報を作成する作業情報作成部32とを備える。
(もっと読む)
アイテムの生産を管理する方法およびシステム
【課題】アイテムどうしが互いに接している場合であっても、生産されたアイテムを、管理し、正確かつ確実に計数して、製品タイプごとおよびアイテムごとの生産量を確実に求め、信頼できる追跡データを管理および/または提供する方法およびシステムを提供する。
【解決手段】アイテムを計数して計数データを取得し、アイテム上の符号化された識別データを読み出し、復号して、対応する関連製品タイプ識別情報および関連アイテム識別情報を取得する。前記アイテムのデジタル画像を取得して銘柄パターンを検出し、銘柄パターンに対応する製品タイプを識別する。識別された製品タイプデータを取得し、前記取得されたデジタル画像において前記アイテムを識別して、識別されたアイテムデータを取得する。取得した各種データが整合するかどうかを確認し、整合する場合に、製品タイプごとおよび関連アイテムごとの生産量を求める。
(もっと読む)
ICタグホルダー着脱装置、ICタグホルダーの装着方法ならびにICタグホルダーの取り外し方法
【課題】ICタグを装着したICタグホルダーを管体に着脱するICタグホルダー着脱装置を提供する。
【解決手段】複数の支持脚4を有し、該複数の支持脚4が開脚しようとする弾性力により管体内部に定着されるICタグホルダー3を固定可能な保持具8を先端に有するアーム7と、該保持具8によるICタグホルダー3の固定および固定の解除を操作する保持具操作手段と、前記アーム7に対して摺動可能、かつ、前記管体に挿入可能に設けられた筒状体5とを有し、該筒状体5のアーム7に対する摺動により、前記保持具8で固定したICタグホルダー3の支持脚4を前記筒状体5へ出し入れして、該支持脚4の開閉を可能としたことを特徴とするICタグホルダー3の着脱装置。
(もっと読む)
ワーク用処理装置
【課題】複数の搬入部を備えているにもかかわらず、他のワークの処理内容でワークに処理が施されることがないようにする。
【解決手段】レンズ12を特定可能な識別番号が識別タグ(バーコード)として設けられたレンズ毎のトレイTを備える。トレイTとともにレンズ12が順次搬入される第1、第2の処理ユニット21,22と、前記識別タグを読むための識別タグリーダー(第2のバーコードリーダー65)とを備える。第1、第2の処理ユニット21,22のうち一方の処理ユニットのレンズ12にマーキングを施すワーク処理部を備える。指定した処理ユニットに搬入されているレンズ12がレンズ毎の処理内容で処理されるように前記ワーク処理部の動作を制御する制御部を備える。前記制御部は、前記ワーク処理部の動作を制御するためのデータに含まれているワーク毎の識別番号と、前記識別タグリーダーによって読み込まれた識別番号とが一致した場合にのみワーク処理部の動作を許容する判定部68を備えている。
(もっと読む)
生産管理システムの作業工程管理端末及びその表示方法
【課題】作業工程で扱われる部品の状況をいつでも、容易に確認することができるようにする。
【解決手段】タッチパネルを備えた第2の表示部3(図1)で表示される操作画面(図4)で作業工程を指定することにより、この指定された作業工程(ここでは、「下拵え」工程グループの「曲げ」工程)の作業リスト画面46が表示される。この作業リスト画面46では、この作業工程での作業予定の部品の一覧を表わした予定トレイ48とこの作業工程の作業中及び作業完了の部品の一覧を表わす作業・作業予定トレイ49とが設けられており、夫々のトレイ48,49毎に、部品の図番や品番,材質などの部品情報や、この作業工程の予定日,実績日などの部品のこの作業工程での状況などが表示される。
(もっと読む)
ロールショップ管理システム
【課題】圧延装置へのロールの組み込みを迅速に行うことができるロールショップ管理システムを提供する。
【解決手段】ロールショップ管理システム1は、ZM圧延機2における所定の組込位置に所定の組込順序で組み込まれる複数のロール100が導入されるロールショップPを管理サーバ3によって管理する。管理サーバ3は、ZM圧延機2に先に組み込まれるセカンドロール100cを搭載したパレット200が、ZM圧延機2に後に組み込まれるセカンドロール100cを搭載したパレット200よりも先にロール供給トラバーサ65及びロール回収トラバーサ68のいずれかに搬送されるように搬送装置を制御する。
(もっと読む)
部材キッティング指示装置及びこれを用いた部材キッティング指示システム
【課題】複数の作業者がキッティング作業を行う場合でも、効率よくキッティング作業を行えるようにした部材キッティング指示装置及びこれを用いた部材キッティング指示システムを得る。
【解決手段】制御装置10の制御機能1は、作業指示端末20からの加速度センサ22の出力を受けると、次のキッティング作業指示を出すべく、端末位置管理機能により、作業指示端末20の位置及び他の作業指示端末の位置を把握し、指示重複判定機能により作業指示端末20及び他の作業指示端末の位置が、予め設定された作業干渉範囲内にあるかどうかを判定し、作業干渉範囲内にある場合には、作業順序の変更を行ったのち、作業指示端末20にキッティング作業指示を送るとともに、作業対象部材が保管された部材識別装置30に配置された発光表示機31を点灯させるようにした。
(もっと読む)
作業管理システム及び作業管理方法
【課題】部品の拾い上げ作業における各作業者の作業をきめ細かに把握乃至評価できる作業管理システム及び作業管理方法を提供する。
【解決手段】部品18の拾い上げ作業に関する指示情報を記憶する指示書タグ44tと、無線により部品箱タグ16tの識別情報及び指示書タグ44tの指示情報を読み取るリストリーダ28と、そのリストリーダ28により読み取られる識別情報及び指示情報を受信可能に構成されたタブレットPC36とを、備え、そのタブレットPC36は、対象となる部品18の拾い上げ作業に係る指示情報がリストリーダ28により読み取られてからその指示情報に係る部品18に対応する部品箱タグ16tの識別情報がリストリーダ28により読み取られるまでの作業時間Dを測定する作業時間D測定手段を備えたものであることから、無線タグ通信を利用した物品の拾い上げ作業に関して、各作業者26の工程毎の作業時間を逐一測定することができる。
(もっと読む)
部品の組立作業支援システム
【課題】組立作業中に正しい部品の組み合わせが行われるような誘導を行う。
【解決手段】複数の部品A〜Gからなる製品についての組立作業を支援する。各部品A〜Gに、部品用ICタグTa〜Tgを予め取り付け、それぞれの部品に固有の部品コードを記録しておく。各ICタグと無線交信可能な部品確認装置200には、各組立手順1〜3のそれぞれを示すメッセージと、各組立手順で使用する部品に固有の部品コードと、を含む支援データが用意される。部品確認装置200は、特定の組立手順を示すメッセージを提示し、その間に特定の部品コードが読み取られたときに、当該部品コードが、現時点で提示されている特定の組立手順で使用する部品に固有の部品コードのいずれかに一致するか否かを判定して、その結果を報知する。
(もっと読む)
ID媒体及びセンサを利用した作業進捗推定装置及び方法
【課題】作業の進捗の把握を効率的に実現する技術を提供する。
【解決手段】作業進捗推定装置100は、作業の対象1に対応付けられる、RFID101のデータ(D1)、及びセンサ103のデータ(D2)を取得する処理と、RFIDデータ(D1)に基づき、開始または完了した作業項目を特定する処理(141)と、センサデータ(D2)に基づき、作業項目の途中の状態を含む進捗度を推定する処理(142)と、これらに基づき、作業における作業項目とその進捗度とを対応付けた情報を出力する処理(144)とを行う。
(もっと読む)
部品の組立作業支援システム
【課題】組立作業中に正しい部品の組み合わせが行われるような誘導を行う。
【解決手段】複数の部品H〜Kからなる製品についての組立作業を支援する。部品H,Kには、それぞれ左右両端部にICタグTh1,Th2,Tk1,Tk2が取り付けられており、部品I,Jには、それぞれ上下両端部にICタグTi1,Ti2,Tj1,Tj2が取り付けられている。各ICタグは、近接した通信範囲内に存在する別なICタグと無線交信し、当該通信相手が、正しい組立作業を行った場合に隣接配置されるべきICタグであるか否かを判定する。判定結果は、各ICタグから音もしくは光を発することにより、組立作業者に報知される。各ICタグと無線交信する機能をもった管理装置を更に設け、この管理装置が各ICタグから判定結果を受信し、受信した判定結果を組立作業者に報知するようにしてもよい。
(もっと読む)
作業支援システムおよび作業支援方法
【課題】作業対象物品の組み立ての作業手順情報である指示画面情報と、製造部品表情報とを連動させることにより作業効率を向上できる作業支援システムを提供する。
【解決手段】表示装置25には、作業手順に添って、順に、シート#1、シート#2、シート#3、・・・・の内容が表示される。製造部品表80は、シートIDの内容と関連付けて連動して管理され、シート#2の部品表、シート#3の部品表、シート#4の部品表、・・・のように、シートIDごとの部品表から構成されている。作業手順の見直しにより、シート#3とシート#4とが入換えが必要となると、作業手順は、・・・、シート#4、シート#3、・・・の順になり、製造部品表80は、作業手順の入換えと連動して、製造部品表80の修正が必要になった箇所だけ、入換えの修正をすることができる。
(もっと読む)
搬送装置
【課題】簡単な構成で物品の情報を正確に管理できるとともに、載置される物品の形状に関わらずIDタグの情報の読み取りが可能であり、IDタグの取付位置の自由度を大きくし、同一の搬送ラインで形状の異なる物品を取り扱ってもIDタグとIDタグ読み取り装置との距離を一定として読み取りミスを防止する搬送装置を提供すること。
【解決手段】搬送台車110に載置されて搬送される物品に備えられたIDタグ130を搬送ライン近傍で読み取るIDタグ読み取り装置120が、IDタグ130の情報を非接触で読み取るIDアンテナ121と、IDアンテナ121を移動可能に支持する移動機構140とを有していること。
(もっと読む)
閉ループ位置検出システム
【課題】供給領域からの対象物の到着・発送を識別するための閉ループ位置検出システムを提供すること。
【解決手段】複数位置での対象物の存在/不在を同時に監視するための位置毎に検出可能な、監視される対象物に関係付けられた要素と、対象物の検出可能要素を検出して監視中の全ての位置に対象物が存在しているか否かを決定するよう構成された検出デバイスとを備えた閉ループ位置検出システムである。検出デバイスによって対象物が存在していないことが決定された位置に対象物を供給させるための手段が提供される。この閉ループ位置検出システムにはRFID技術が使用される。監視すべき位置にアンテナが設けられ、各タグの存在/不在が検出され、その位置に対象物が存在しているか否かが決定される。あるいは複数の位置を監視するアンテナを設け、位置タグと各位置を関連付け、位置タグを非活動化させる手段を個々の対象物に設けることもできる。
(もっと読む)
1 - 20 / 220
[ Back to top ]