
Fターム[3C100EE08]の内容
Fターム[3C100EE08]に分類される特許
1 - 20 / 107
光学表示デバイスの生産システムの運転方法
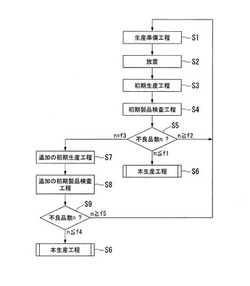
【課題】光学表示部品に所定の処理を施してなる光学表示デバイスの生産システムの運転方法において、不良品の発生を抑えて前記生産システムの収率悪化を防止する。
【解決手段】光学表示部品を生産システムのメインラインに所定量流通させ、光学表示部品に所定の処理を施す初期生産工程(ステップS3)と、初期生産工程後に初期生産工程で得た製品の不良を検査する初期製品検査工程(ステップS4)と、初期製品検査工程で検出した不良品の数に応じて本生産工程へ移行するか否かを判定する本生産移行判定工程(ステップS5)とを含む。
(もっと読む)
在庫管理システム及び在庫管理方法

【課題】基板を収納する端数カセットを減らし、カセットを格納するストッカー規模を縮小し、更に従来行われていたオペレーターによる端数カセットに収納されていた基板の集約混載、及び生産工程へ投入するロットの基板を集約混載されたカセットから選び出し事前準備することを可能とした在庫管理システム及び在庫管理方法を提供する。
【解決手段】予定管理部と、設定管理部と、ライン管理部と、実績管理部と、カセット情報管理部と、に基づいて端数カセットに格納されている基板を集約混載すると判断または集約混載されているカセットから当該工程へ投入予定の基板を事前準備して当該工程へ投入可能なカセットを用意すると判断する判断部と、カセット搬送指示をストッカー設備に通知するストッカー搬送管理部と、カセット搬送指示に従ってカセット内の基板のソート計画を作成するソート計画部と、を備えたことを特徴とする在庫管理システム。
(もっと読む)
駆動方法
【課題】所望のタクトタイムで工程が終了するように、駆動方法を制御する。
【解決手段】電気機械の一例であるマーキング装置50などを対象とし、ローダー20から基板10を切り出し開始からアンローダー30へと収納されるまでの時間をタクトタイムとした場合、タクトタイムを所望のタクトタイムにするために、実際に動作させたときのタクトタイムを取得し、所望のタクトタイムとの差から、装置を動作させる指令電力を計算し、所望のタクトタイムになるような指令電力を決定する。
(もっと読む)
最適指標生成装置、最適指標生成方法、最適指標生成プログラム及び最適指標生成サーバ
【課題】従来法では達成されていなかったQ−time制約割れが起こりやすい状況に対しても、Q−time制約を確実に遵守し、良品スループット向上とコスト低減および環境負荷低減を達成することが可能な最適オペレーション管理条件を提供することを目的とする。
【解決手段】複数の装置に関する指標情報を供給する最適指標生成装置11であって、生産実行システムに含まれる複数の装置に関する情報を生産管理システム10を介して入力する情報入力部12と、入力された情報から複数の装置による加工工程間の滞在時間の上限値や下限値を示すQ−time制約を分析するQ−time構造分析部14と、入力された情報およびQ−time構造に基づいて、品種別の最適なカンバン枚数およびバッファサイズを計算して指標情報として出力する指標算出部17と、を備え、指標算出部17により算出された最適な指標情報を生産管理システム10に供給する。
(もっと読む)
生産工程スケジューリング方法
【課題】需給調整と生産設備能力や資材供給計画などの操業制約を満たすだけではなく、生産工程のスケジュールに影響を与えるプロセス条件面の制約を盛り込んで、製品の高品質を確保しつつ、生産ラインの効率的活用を図る簡便な生産工程スケジューリング方法を提供すること。
【解決手段】複数の工程からなる製品の生産計画を作成し、ネットワークを通じて生産計画表を提供する生産工程スケジューリング方法であって、工程の開始時刻を決める条件として、プロセス条件面の制約を含む。
(もっと読む)
電子部品実装装置のライン制御装置
【課題】生産設備のいずれか1つの生産ラインで生産できない電子回路基板であっても、複数の生産ラインを組み合わせて生産することができる場合に、生産ライン投入への前後関係を厳密にチェックしながら生産を行うことができる。
【解決手段】電子部品実装装置のライン制御装置において、各生産ライン中で最も始めの電子部品実装装置の入側に設けられた、搬入する電子回路基板をそれぞれ識別するための識別子を読み取る手段と、読み取られた識別子情報に基づいて、前記電子回路基板の各生産ラインへの投入順序を含む生産履歴情報を保存する手段と、前記識別子により識別された今回の電子回路基板の当該生産ラインへの投入順序が、生産条件で設定された当該生産ラインへの投入順序と一致しているかどうかをチェックする手段と、を備える。
(もっと読む)
スケジューリング装置
【課題】「一部の試験装置については、同一の試験装置、同一の治具、同一の試験条件で、異なる種類の部品をセットにして一緒に試験を行うことが可能」といった制約条件を考慮して、最適なスケジュールを作成する。
【解決手段】入力装置1によりスケジュールを作成するための各種の制約条件を入力し、スケジュール演算部2によりスケジュールを作成し、出力装置3からスケジュールを出力する。スケジュール演算部2では、割り付けできる可能性があるとして選択した「電子部品に対する試験」が、作業者及びバッチ処理が可能な試験装置が必要で且つ作業者及びバッチ処理が可能な試験装置が空いていると判定したときには、複数の「電子部品に対する試験」を同一の試験装置で同一の試験条件となるものどうしでグループにし、予め決めたグループ選択基準に基づき選択した一つのグループの「電子部品に対する試験」の開始・終了時刻をスケジュールに割り付けする。
(もっと読む)
配線基板、電子機器、及び電子機器の生産履歴管理方法
【課題】配線基板への表面実装部品の実装工程が行われた生産履歴を識別すること。
【解決手段】表面実装部品が実装される領域を除く領域に複数の目印部110が形成され、表面実装部品の実装工程が行われる生産履歴を識別するために、各目印部110におけるはんだの有無のパターンが識別用のパターンとなるように、はんだが設けられている。
(もっと読む)
製造プロセスの監視システムおよび製造プロセスの監視方法
【課題】本発明の実施形態は、異常の監視精度を向上させることができる製造プロセスの監視システムおよび製造プロセスの監視方法を提供する。
【解決手段】実施形態によれば、製品の製造プロセスにおける異常を監視する製造プロセスの監視システムであって、過去において収集されたデータを格納する情報格納部と、前記情報格納部に格納されたデータを選別する際に用いられる情報を作成する選択情報部と、前記製造プロセスにおいて取得された異常監視の対象となるデータと、前記情報格納部に格納されたデータから前記情報により選別されたデータと、に基づいて基準空間を形成する基準空間形成部と、前記基準空間に基づいて前記異常監視の対象となるデータの異常を監視する監視部と、を備えたことを特徴とする製造プロセスの監視システムが提供される。
(もっと読む)
製造システム構築方法
【課題】汎用性の高い製造システムを構築可能な構築方法を提供する。
【解決手段】1以上の製造作業機の各々による製造作業を順次行なって製造物を製造するシステム10を構築する方法において、(a)各製造作業機について、メインフレーム24と統括制御装置とを備えた本体装置を準備する工程と、(b)各製造作業機について、複数の作業要素実行装置26,28,30等を準備する工程と、(c)準備した本体装置のメインフレームに、準備した複数の作業要素実行装置を組み付ける工程と、(d)準備した本体装置が備える統括制御装置に対して、準備した複数の作業要素実行装置を統括して制御するための設定を行なう工程とを含むように構成する。このような構成によれば、種々の作業を実行可能な製造作業機を備えたシステムを構築することが可能となり、汎用性の高い製造システムを構築することが可能となる。
(もっと読む)
生産計画作成装置及び生産計画作成プログラム
【課題】各場所での製品の収納限度数量を満たす生産計画を作成する。
【解決手段】生産計画作成装置は、納品数量が納品先の収納限度数量より多い場合(S3)、納品数量を収納限度数量で割って分納回数を算出し(S6)、納品数量と分納回数とを用いて各分納時における分納数量を算出し(S7)、最終分納時が最終納期以前になるよう分納期間を算出し(S8)、複数の分納の分納時を定め、複数の該分納時と複数の分納時毎の分納数量とを関連付けて、生産計画として記憶装置に格納し(S9)、複数の分納時毎に、分納された直後の納品先での在庫数量を算出し(S10)、複数の分納時毎の在庫数量が、いずれも収納限度数量以下であるか否かを判断し(S11)、ステップ11でYESの判断がなされると生産計画を出力し、ステップ11でNOの判断がなされると先の分納回数に1を加算した分納回数で、S7〜S11の処理を実行する。
(もっと読む)
生産管理システム及び生産管理方法
【課題】製品の生産ラインにおいて、生産性の向上を図るための生産管理システム及び生産管理方法を提供する。
【解決手段】画質調整装置20の制御部21は、調整対象の液晶パネル10のROMに個体識別子を記録する。そして、制御部21は、測定処理、補正データの生成処理を実行する。次に、制御部21は、個体識別子に関連付けて、補正情報管理サーバ40への補正データの登録処理を実行する。また、書込装置30の制御部31は、個体識別子の読み込み処理を実行する。そして、ROMに個体識別子が記録されており、未処理の補正データが登録されている場合、書込装置30の制御部31は、補正情報管理サーバ40から補正データの取得処理を実行する。そして、書込装置30の制御部31は、調整対象の液晶パネル10のROMへの補正データの書き込み処理を実行する。
(もっと読む)
電子部品実装ラインの管理システム
【課題】複数のコンピュータと管理サーバとの間での各種データの共通化を図れるようにして、基板生産運転効率の向上を図ること。
【解決手段】コンピュータ5を使用して部品ライブラリデータを変更すると、コンピュータ5は、変更された電子部品の部品IDの全項目情報を管理サーバ7へ送信する。すると、管理サーバ7は部品ライブラリデータが変更された部品IDに係る部品ライブラリデータの内容と、管理サーバ7で管理しているこの同一名の部品IDに係る部品ライブラリデータの内容との差分を各項目毎に比較し、変更されて同一内容でないものがあれば、変更項目を変更履歴リストに登録する。管理サーバ7は変更項目を変更履歴リストに登録し、この変更項目を元データに反映する。そして、管理サーバ7は変更されたデータ内容を個別に格納し、コンピュータ6にこの変更履歴を送信して、このコンピュータ6に備えられた記憶装置にも格納させる。
(もっと読む)
電子部品実装ラインの管理システム
【課題】電子部品の装着に係る各生産作業装置の稼動状態の各状態を容易に把握して、もって基板生産運転効率の向上を図ること。
【解決手段】コンピュータ5は、データサーバ2から電子部品実装装置1Bの各イベント名情報と、そのイベントの開始時刻情報及び終了時刻情報とを取得し、作業管理者が入力手段5Aを操作して、時系列稼動データ、即ち指定された作成すべき期間内で時系列に前記各状態(各イベント)を示す稼動状態グラフを表示装置5Bに表示させることができる。即ち、作業管理者は入力手段5Aを操作して、先ず時系列稼動データを表示装置5Bに表示させるためのメニューを選択して、上段の電子部品実装ライン1の電子部品実装装置1Bについての時系列稼動データか、またこの時系列稼動データを表示装置5Bに表示させるための期間を指定し、またタブの切替えでグラフ表示を指定する。
(もっと読む)
基板メーカ品質評価システム
【課題】 少ない時間、工数で総合的、定量的、かつ相対的に判断できる基板メーカ品質評価システムを提供する。
【解決手段】 制御部11が、不良内容に対する発生頻度、影響度、発見難易度、危険係数を基に基板メーカ毎に評点を演算し、当該評点に対応する等級を決定すると共に、特定の等級で選択された工程管理項目に評価点を付与し、当該評価点の平均値を算出し、当該平均値、記憶部12に記憶された書類審査項目の数値、管理体制項目の数値、技術力項目の数値に基づいて工程審査評価値Q2を演算し、基板メーカ毎に実績評価値Q1、工程審査評価値Q2、不良率評価値Q3を基に総合評価値QALLを演算する基板メーカ品質評価システムである。
(もっと読む)
FA機器構成設計支援装置
【課題】FA装置設計者が指定したFA機器の構成において、FA機器のバージョンの違いまで考慮したFA機器構成チェックを可能とし、旧バージョンを使用した場合に使用できない機能をFA装置設計者に警告すること。
【解決手段】複数のFA機器の組合せからなるFA機器構成を指定する入力部と、FA機器の各バージョンのFA機器間の組合せ制約条件が記述されたFA機器プロファイルが格納されたFA機器プロファイル情報管理部と、入力部によって指定されたFA機器構成の情報を管理するFA機器構成管理部と、FA機器構成管理部に格納されたFA機器構成の情報をもとにFA機器プロファイル情報管理部から該当するFA機器間の組合せ制約条件を抽出する機器組合せ制約条件演算部と、機器組合せ制約条件演算部による抽出結果を出力する演算結果出力部とを備える。
(もっと読む)
撮像装置
【課題】装置を大型化させずに、装置製造時の作業工程を表す情報やトレーサビリティ情報を管理することができる撮像装置を提供する。
【解決手段】レンズ10によって集光された光を電気信号に変換する撮像素子11と、撮像素子11から得られた電気信号を映像信号として処理する信号処理部12と、少なくとも信号処理部12の設定情報を格納する不揮発性の記録媒体13と、信号処理部12によって処理された映像信号を出力するための映像出力端子15b、記録媒体13に記録させる情報を書き込むための第1端子15c、および、記録媒体13に記録された情報を読み出すための第2端子15dを有するコネクタ15と、を備えた撮像装置1において、第1端子15cは、工程履歴を表す工程履歴情報を入力し、信号処理部12は、工程履歴を表す工程履歴情報を記録媒体13に格納する。
(もっと読む)
作業時間推定システム、方法及びプログラム
【課題】
作業を分析して作業時間を高精度に推定する技術を提供する。
【解決手段】
作業単位ごとの組付け動作情報,部品属性情報,組付け動作ごとの時間係数,部品特性ごとの時間係数,作業情報(作業者,作業形態)ごとの時間係数を設け、既存の工程の作業について実際に作業を行なった作業時間から各時間係数を算出する。そして、新規の工程の作業についての部品属性、組み付け動作、部品特性、作業者、作業形態と上記時間係数を用いて、新規の作業の作業時間を推定する。
(もっと読む)
要因分析装置
【課題】製造工程において多数の項目測定を経て製造される製造物について、製造物の知識がない場合でも測定項目間の関係を容易に把握できる要因分析装置を提供する。
【解決手段】製造物の製造工程において測定する複数の特性値の測定データと、その測定順序または工程順序を入力とする。各測定項目についてその測定項目より測定順序または工程順序が前の項目の中から重回帰分析における説明変数を選択し、重回帰式を作成する。分析対象とする項目を指定し、特性要因図を用いて説明変数を階層的に表示することにより、多数の測定項目間の階層的な関係を自動的に可視化する。
(もっと読む)
製品検査ソフトウェア
【課題】製品検査ソフトウェアを用いる電子機器の生産ラインの設計を容易にすることができる製品検査ソフトウェアを提供する。
【解決手段】製品検査ソフトウェア30において、製品検査機能31が、実行した検査工程の実行時間を取得し、その実行時間を実行時間表示機能34が情報蓄積DB32に蓄積し、蓄積された実行時間を表示部4に表示する。
(もっと読む)
1 - 20 / 107
[ Back to top ]