
Fターム[3C100EE16]の内容
Fターム[3C100EE16]に分類される特許
1 - 9 / 9
中央装置、情報処理システム、情報処理方法及びプログラム
【課題】複数工場に配置された繊維機械の複数の動作情報を記憶でき、また工場別の繊維機械の複数の動作情報及び異常情報を含む報告情報を生成することが可能な中央装置等を提供する。
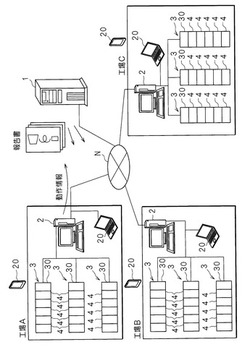
【解決手段】クライアントコンピュータ2は、工場識別情報、機械識別情報、及び、ユニット識別情報と、繊維機械3及びユニット4の動作状況に関する複数の動作情報をサーバコンピュータ1へ送信する。サーバコンピュータ1は受信した複数の動作情報を、工場識別情報、機械識別情報及びユニット識別情報に対応付けて記憶部に記憶する。サーバコンピュータ1は記憶部に記憶した動作情報が閾値を超える場合に異常と判断する。また、工場識別情報別に、各繊維機械3及び該繊維機械3のユニット4の動作情報と、異常と判断された動作情報を特定する異常情報とを含む報告書を生成する。
(もっと読む)
作業支援装置

【課題】作業手順を作業者に提示する作業支援装置であり、たとえ作業に遅れが生じていても作業者が続く工程の作業ペースを早めることを防止することのできる作業支援装置を提供する。
【解決手段】作業支援装置は、記憶装置、表示装置、及び制御装置を備えている。記憶装置は、各工程の作業手順とともに各工程の標準作業時間を記憶している。表示装置は、記憶されている作業手順を表示する。制御装置は、作業者による表示切替のための指示入力に応答して次の工程の作業手順に表示を切り替える。ここで、制御装置は、一の工程の作業手順を表示してからその工程の標準作業時間が経過するまでは指示入力があっても次の工程の作業手順に表示を切り替えないことを特徴とする。
(もっと読む)
縫製装置及び縫製システム
【課題】無線タグを情報の媒介として活用することにより、顧客の注文内容に沿った縫製対象への刺繍を確実かつ効率的に実行でき、また、縫製対象の選定から縫製対象への刺繍までを一括して一元的に管理することができる縫製装置及び縫製システムを提供する。
【解決手段】縫製対象となるTシャツFに設けられたTシャツ用無線タグTfと無線通信を行うためのミシンアンテナ23を有し、このミシンアンテナ23を介し、Tシャツ用無線タグTfに記憶された縫製パラメータ情報を取得し、この取得した縫製パラメータ情報に沿った縫製パラメータを用いて、TシャツFへ所定の刺繍を行う。
(もっと読む)
作業分析装置
【課題】作業者の工程配分を正しく調整し、生産効率の向上を図る。
【解決手段】各ミシン10からオペレータID、工程ID及びピッチタイムのデータを含む作業記録データDを取得するデータ取得手段36と、各作業記録データの全体又は一部の範囲で、各作業工程について各オペレータごとのピッチタイムを求める作業所要時間算出手段105と、各オペレータごとに各作業工程のピッチタイムを合計して実作業時間を算出する実作業時間算出手段105と、を備え、実作業時間算出手段は、各作業記録データ中に一つの作業工程を複数のオペレータで分業した場合の作業所要時間特定情報がある場合に、これらオペレータの作業工程の作業所要時間を調和平均により平均化し、当該各作業所要時間に基づいて実作業時間を算出する。
(もっと読む)
布製品印刷装置
【課題】インクジェットプリンタを用いた、作業効率の良い布製品印刷装置を提供する。
【解決手段】インクジェットプリンタと、印刷しようとする布製品を着脱自在に取り付ける布製品セット具と、からなる布製品印刷ユニットを、所定の間隔をおいて、無限循環搬送路に設置してなる布製品印刷装置である。
(もっと読む)
自動機械のモニタ装置及び自動機械の運転装置
【課題】各生産工程のうちのどの工程が全工程に対して大きな影響を与えているかを認識して処理能力を最大限に発揮できるようにする。
【解決手段】生産工程毎に設定された標準稼働時間を記憶する標準稼働時間記憶部82と、各生産工程の実際の稼働時間を記憶する実稼働時間記憶部81と、実稼働時間記憶部81に記憶された実稼働時間のうち、標準稼働時間の範囲内で生産が行われた回数を記憶する成功回数記憶部83と、成功回数記憶部83に記憶された成功回数の割合を成功率として設定し各生産工程に関連付けて記憶する成功率記憶部84と、成功率に基づいて各生産工程に順位を割り当てる順位割り当て部60と、各生産工程を順位別に並べ替えて順位データとして記憶する順位記憶部61と、少なくとも順位記憶部61に記憶された順位データを読み出して各生産工程を順位別に表示するディスプレイ56とを備えた。
(もっと読む)
ミシンの管理システム
【課題】複数のミシンのそれぞれの起動制御を一元的に管理することのできるミシンの管理システムを提供する。
【解決手段】主管理装置2と、複数のミシン3と、主管理装置2と複数のミシン3とを並列に接続する伝送路4とを設ける。主管理装置2には、複数のミシン3のそれぞれとの相互間で情報の送受信を行う管理側通信手段27と、少なくとも複数のミシン3のそれぞれの起動の可否を判別し、その判別結果を複数のミシンのそれぞれに送信する管理側制御手段21とを設ける。複数のミシン3のそれぞれには、主管理装置2との相互間で情報の送受信を行うミシン側通信手段41と、少なくともミシン側通信手段41により受信した主管理装置2から送信される起動の可否の判別結果に基づいて起動を制御するミシン側制御手段37とを設ける。
(もっと読む)
縫製賃金管理システム及びミシン
【課題】 ロッドの縫製プロセスごとに縫製作業賃金を算出する。
【解決手段】各ロットの縫製プロセスごとの賃金管理情報を収集する縫製賃金管理システム100であって、賃金管理情報を記憶する記憶手段35と、縫製プロセスを選択する選択手段21と、作業者を特定する作業者情報入力手段と、作業者情報を選択プロセスに対応させて賃金管理情報に書き加える作業者情報書き込み手段と、選択プロセスに関する達成状況を出力する達成状況出力手段と、選択プロセスの達成状況を書き加えて賃金管理情報を更新する更新手段31と、各縫製プロセスごとの規定賃金と更新後の賃金管理情報から達成状況に応じた作業者ごとの賃金を算出する算出手段105と、算出された賃金を表示する表示手段103とを備えている。
(もっと読む)
製品の検査システムおよび製品検査方法
製品検査システムおよびこれを利用する方法は、広範囲の製品が、所定の製品要求に適合するかどうかを検査するにあたり、特に人間の感覚や測定機器の手動処理による方法で検査チェックがなされるときに、検査員を支援するものである。コンピュータサーバは、検査員の行動に統制と規律を課すために、検査員と連携して利用される。このような統制は、繊維素材のタイプごとの製品要求条件適合について検査をするための標準化された順序の遵守と、検査員が検査結果を記録することができる可能な応答の制限と、ある製品要求条件適合の検査について無効時間を最小にさせることを含む。検査員は少なくとも一つの遠隔操作検査ステーションでコンピュータサーバと相互に連携する。この遠隔操作検査ステーションは、コンピュータモニタ、キーボード、ポインタ、好ましくは製品に貼付されたラベルの読み取りが可能なバーコードスキャナを有する。 (もっと読む)
1 - 9 / 9
[ Back to top ]