
Fターム[3C269BB17]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | その他の目的 (87)
Fターム[3C269BB17]に分類される特許
1 - 20 / 87
工作機械
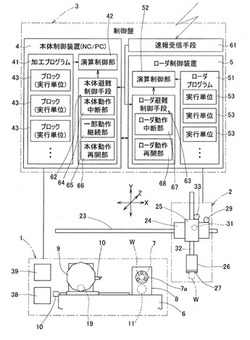
【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
工作機械

【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
ロボットシステム
【課題】モータの駆動を制御する駆動制御手段の制御内容を変更することなく、高トルク運転時にモータに対して十分な電力を供給することができるとともに、減速動作時にモータから生じる回生エネルギーを有効利用することを可能とする。
【解決手段】昇降圧回路29は、入力電圧を昇圧して出力する昇圧動作、入力電圧を降圧して出力する降圧動作、入力電圧の供給が遮断する電源遮断動作などを実行する。電源制御部26は、バス電圧の検出値に基づいて、モータMが加速動作状態であると判断される期間には昇圧動作を実行し、減速動作状態であると判断される期間には電源遮断動作を実行し、それらの期間を除く期間には降圧動作を実行するように昇降圧回路29の動作を制御する。
(もっと読む)
ロボット装置およびロボット装置の制御方法
【課題】従来のロボット装置の制御方法にあっては、制御装置における演算量が多くなり処理に時間が掛かったり、処理速度を上げるために制御装置のコストが増加したりする問題があった。
【解決手段】角度センサーの回転角度検出データより、前記角度センサーを備えるアクチュエーターによって動作するアームの角速度を演算する第1演算部と、慣性センサーの角速度検出データより、前記基体連結装置および前記アーム連結装置を軸とする前記アクチュエーターにより作動する前記アームの角速度を演算する第2演算部と、前記アクチュエーターによって動作する前記アームの前記角速度および前記慣性センサーの前記角速度検出データによって演算された前記アームの前記角速度の差より、振動の周波数成分を前記アーム毎に抽出し、前記アクチュエーターと前記アームとの間のねじれ角速度を演算する第3演算部と、を備えるロボット装置。
(もっと読む)
ロボットの位置姿勢補間方法及びロボットの制御装置
【課題】ロボットの手先の姿勢が一定の条件を満たすように補間できるロボットの位置姿勢補間方法を提供する。
【解決手段】各教示点を通過する移動軌跡がスプライン曲線となるように補間点を生成し(S3)、各教示点毎に、教示点と同じ座標系における撮像対象物の座標を求め、各教示点に対応する撮像対象物の座標間を、スプライン曲線により補間して補間点を生成する(S4)。教示点側の補間点を始点,撮像対象物側の補間点を終点とするアプローチベクトルを全ての補間点に対して求め(S5)、2つの教示点間の各補間点におけるノーマルベクトルの回転角を補間すると(S6)各補間点に立つアプローチ,ノーマルベクトルの外積よりオリエントベクトルを求め(S7)各補間点と3つの姿勢ベクトルの座標とから各補間点における手先の姿勢を決定する。
(もっと読む)
マルチコアプロセッサを有する数値制御装置システム
【課題】マルチコアプロセッサの技術を利用して、コストを抑えつつ多軸化や高機能化が可能な数値制御装置システムを提供すること。
【解決手段】モータ駆動用アンプと数値制御装置とが通信で接続されて数値制御システムを構成する。その数値制御装置1は、数値制御部10と、モータ制御部40と、アンプインタフェース部30とを備える。さらに、そのモータ制御部40が有するモータ制御用プロセッサは、マルチコアプロセッサとする。
(もっと読む)
教示装置及び教示設備
【課題】信号ケーブルと電源ケーブルとを一纏めにして、教示装置と被教示機器とを接続・配線することができる教示装置及びこのような教示装置を使用した教示設備を提供する。
【解決手段】被教示機器4に制御内容を教示する教示装置1において、教示部19と電源部とからなり、上記教示部19には上記被教示機器4に電力を出力する電源出力端子と上記被教示機器4に制御信号を出力する制御信号出力端子とが設けられていて、上記電源出力端子と上記制御信号出力端子は一つに纏められており、上記被教示機器4に電力を供給する電源ケーブルと上記被教示機器に制御信号を出力する信号ケーブルを一つに纏めたものの一端に設けられた一つのコネクタ11aが上記一つに纏められ端子に差し込まれるように構成された教示装置1。
(もっと読む)
工作機械の移設検出装置
【課題】当初の設置場所からの不適切な移設による機械の精度低下、機能低下、寿命低下などを防止すると共に、機械の移設先や移設履歴を知ることもできる工作機械の移設検出装置を提供する。
【解決手段】工作機械又はNC装置のフレームに掛かる荷重の変化を、フレームの歪の変化として検出する歪検出手段と、検出した歪の変化量が、予め定められたしきい値を超えた場合に工作機械の移設が行われた旨の移設判定を行う判定手段と、移設判定を記憶する記憶手段と、NC装置に工作機械の起動指令が与えられた時に前記記憶手段の内容を読取ることができない場合又は記憶手段が移設判定を記憶している場合に、NC装置に動作制限信号を出力する制限情報出力手段と、動作制限信号に基づく動作制限を解除するためのリセット信号を出力すると共に記憶手段の記憶内容を初期化するリセット手段とを備えている。
(もっと読む)
工作機械の工具軌跡表示装置
【課題】3次元形状を直感的に認識可能な工作機械の軌跡表示装置を提供する。
【解決手段】数値制御装置20は、指令位置演算部21により求められた指令位置に基づいて、各軸モータを制御する駆動軸制御部22とを備え、位置検出装置によって検出された各軸の実位置情報がフィードバックされる。軌跡表示装置30は、駆動軸制御部22から離散的な時刻における実位置データを同時に時系列データとして取得する実位置データ取得部32、可動部3次元軌跡計算部34、可動部3次元軌跡計算部34で求めた可動部の3次元軌跡から、立体視用左眼画像データを計算する左眼用画像計算部36,立体視用左眼画像データを計算する右眼用画像計算部38、左眼用画像計算部36からの立体視用左眼画像データ,右眼用画像計算部38からの立体視用左眼画像データを用いて、画像を対応する左右のそれぞれの眼から見えるように表示する立体視用画像表示部43を備える。
(もっと読む)
NCプログラム生成方法および切削加工方法
【課題】3次元形状切削において、加工実施前に工具摩耗を高精度に予測し、工具交換等を考慮したNCプログラムを生成することができるNCプログラム生成方法を提供する。
【解決手段】NCプログラム生成方法において、NCシミュレータ5により、NCプログラムを予め設定された処理間隔ごとのNCシミュレーションを実行し、加工条件取得部6および加工状態取得部7により、加工条件および加工状態を取得し、工具摩耗量算出部8により、工具摩耗データベース10から加工状態に応じた工具摩耗量を参照し、処理間隔ごとの工具摩耗量に関する情報を算出し、NCプログラム最適化処理部9により、工具摩耗量算出部8で算出された処理間隔ごとの工具摩耗量に関する情報に基づいて、工具を無駄なく利用できるように、NCプログラムの加工条件を変更し、NCプログラムを最適化する。
(もっと読む)
溶接ロボットの一時停止解析装置および一時停止解析プログラム
【課題】様々な状況下におけるチョコ停の改善に寄与することができるとともに、経験と知識がない場合であってもチョコ停の対策を行う箇所を容易に特定することができる溶接ロボットの一時停止解析装置および一時停止解析プログラムを提供する。
【解決手段】一時停止解析装置3は、ロボットコントローラ2から、ロボット位置情報と、ロボット動作情報と、溶接条件情報と、動作エラー情報と、を取得する取得手段31と、ロボット位置情報、ロボット動作情報、溶接条件情報および動作エラー情報と、これらに対応する一時停止の推定原因および一時停止の修正方法と、が予め記載されたテーブルを参照することで、溶接ロボット1の一時停止の原因とその修正方法を解析する解析手段32と、解析手段32が解析した解析結果を出力する出力手段33と、を備える。
(もっと読む)
数値制御装置
【課題】軸ごとの電力を正確に算出する数値制御装置を提供する。
【解決手段】コンバータ部110の出力電力を取得するコンバータ電力取得手段300と、モータ13−1〜13−Nの出力を軸ごとに算出するモータ出力算出手段310と、コンバータ出力電力とモータ出力の全軸に関する総和との差を全損失として算出する全損失算出手段340と、モータの損失を軸ごとに算出するモータ損失算出手段320と、アンプの損失を軸ごとに算出するアンプ損失算出手段330と、モータ損失とアンプ損失との和を軸損失として軸ごとに算出する軸損失算出手段350と、軸損失の全軸に関する総和に対する、軸毎の軸損失の比率に基づいて、全損失を軸毎に分配した損失を軸ごとに求める損失分配手段360と、モータ出力と分配軸損失との和を軸電力として軸ごとに求める軸電力算出手段370とを備える。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
ロボットシステム、ロボット制御装置およびロボット制御方法
【課題】高精度の位置決めを容易に行うこと。
【解決手段】隣接するリンクが関節を介して連結され、関節にモータ11とモータ11の駆動力をリンクに伝達する減速機12とが設けられたロボット2において、モータ11の回転角度を検出する第1の検出部と、減速機12の出力軸の回転角度を検出する第2の検出部とを備える。ロボット制御装置3は、第1の検出部による検出結果および第2の検出部による検出結果に基づいて、モータ11の位置指令を補正し、補正した位置指令Prefを出力する。
(もっと読む)
ロボットの運動方法決定装置、ロボットの運動方法決定方法、及び、そのプログラム
【課題】対象ロボットの動力学モデルが不明な場合でも、最適な軌道を決定することが可能なロボットの運動方法決定装置を提供する。
【解決手段】本発明に係るロボットの運動方法決定装置100は、ロボットが第1の位置から第2の位置へ移動するように、ロボットが備える複数の駆動部を制御するための制御値の候補の組である制御値候補を決定し、決定した制御値候補をロボットに送信する実機制御部102と、制御値候補によって制御されている複数の駆動部の駆動状態を示す物理量である実測値を取得する実測値取得部104と、実測値から、実測値に対応する制御値候補の評価値を決定する評価部106と、評価値に基づいて、制御値候補を、ロボットの運動方法を決定するための制御値の組として採用するか否かを決定する制御値決定部108とを備える。
(もっと読む)
数値制御情報作成装置
【課題】削り残しの除去加工のための数値制御情報がより効率的に生成でき得る数値制御情報作成装置を提供する。
【解決手段】第一回転工具での削り残し領域を、第一回転工具より小径の第二回転工具で除去加工する数値制御情報を作成する場合、第一工具での加工範囲を第二工具半径分だけ内側にオフセットした第一形状と、指定形状を取代と第二工具半径との和でオフセットして第二形状と、を算出し、前記第二形状から第一形状を除外して残った追い込み加工形状を生成する。そして、この追い込み加工形状のうち第二形状に由来する要素のみを順次、内側にオフセットする。そして、このオフセット形状および追い込み加工形状に沿って移動する第二回転工具の移動軌跡を求める。
(もっと読む)
制御装置およびロボットアームの制御方法
【課題】本発明は、多関節型ロボットアームの滑らかな動作を実現することができる制御装置を提案する。
【解決手段】
本発明の制御装置2は、第一駆動モータ、第二駆動モータ、および第三駆動モータにかかる負荷イナーシャ、重力トルク、モータトルク、ならびにモータイナーシャに加えて、ばね装置のトルク、ならびに第一駆動モータ、第二駆動モータ、および第三駆動モータそれぞれの動力を伝達するための駆動系部材列のイナーシャである駆動系イナーシャのうちの少なくともいずれか一つを用いて、第一駆動モータ、前記第二駆動モータ、および第三駆動モータの角加速度を算出する加速度算出手段を備える。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
1 - 20 / 87
[ Back to top ]