
Fターム[3C269QE15]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 文字、数字、記号を用いて表示するもの (384) | 寸法、座標値を表示 (109)
Fターム[3C269QE15]の下位に属するFターム
作業等の実行時、模擬実行時の現在値 (14)
図形に付加して表示 (26)
Fターム[3C269QE15]に分類される特許
1 - 20 / 69
数値制御装置
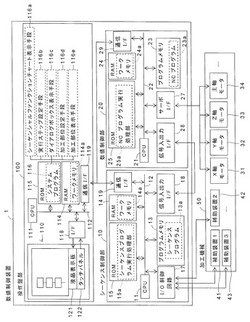
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
操作装置および可動機械制御システム

【課題】操作装置に配置されたキーの名称を各言語に対応させる場合は、各言語に応じたキーシート等を在庫として用意しておき、出荷国に応じた貼付作業を行う必要があるために、その分の管理コストや製造工数を必要とする。
【解決手段】操作装置TPは、制御対象を操作するための複数の操作キー8がレイアウトされた操作部6と、操作キーの入力に応じた画面が表示される表示部5とを有している。操作部6には操作キーの名称が印字されていない。操作装置TPの本体または接続先のコントローラは、操作キーの名称をガイドするためのガイド情報を記憶する記憶手段を備える。そして、所定の操作が行われると、操作キーの名称および画像が各言語に応じて表示部5に表示される。本発明により各国に応じた作業が不要になるというメリットがあると同時に、作業者は、これまでと同様に操作キーの名称を容易に知ることができる。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
工具管理システム
【課題】工具の情報の入力作業が簡単で、誤入力、入力漏れのおそれが小さく、入力後の情報の確認作業が簡単な工具管理システムを提供することを課題とする。
【解決手段】工具管理システム2は、単一の画面23、24中に単一の工具T1〜T7の像230a、240aと、工具T1〜T7の所定の部位に関する情報項目230b、240bと、を表示する画面21を有する表示装置20を備える。作業者は、工具T1〜T7の像230a、240aおよび情報項目230b、240bを見ながら、情報を入力することができる。このため、工具T1〜T7の情報の入力作業が簡単である。また、誤入力、入力漏れのおそれが小さい。また、入力後の情報の確認作業が簡単である。
(もっと読む)
工具の軌跡表示機能を備えた数値制御装置
【課題】加工条件変更前後での軌跡形状変化を視覚的に精度よく分析することができ、適切な駆動軸のパラメータ調整を行うことができるようにした数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、数値制御部16により駆動制御される各駆動軸12の位置データを取得する位置データ取得部18と、取得された各軸の位置データすなわち位置フィードバック及び工作機械10の機械構成の情報から、工作機械の工具先端点の座標を算出する工具座標算出部20と、算出された工具先端点の座標をフィードバック軌跡として記憶する工具軌跡記憶部22と、記憶されたフィードバック軌跡を画面表示する表示部24と、を有する。
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
ユーザインタフェースが変更可能な数値制御装置
【課題】ユーザインタフェースが変更可能な数値制御装置を提供する。
【解決手段】保守作業を行うにあたり、画面切換情報記憶した外部記憶媒体9を装着する。数値制御装置100は、工作機械120の非常停止信号121、または、安全状態信号122の信号入力11を確認し、非常停止信号121、あるいは、安全状態信号122の入力が無い状態で強制ボタンの押下の何れか1つによって、数値制御装置100は非常停止状態にされ(符号8参照)、工作機械120からの安全状態信号122の入力が有れば、数値制御装置100は非常停止状態にされず、ユーザインタフェース表示に用いられる画面テーブルが通常作業用画面テーブル6から保守作業用画面テーブル7に切り換わり(図5の切換12)、表示装置13に表示されるユーザインタフェース表示が、通常作業用インタフェース表示14から保守作業用ユーザインタフェース表示15に切り換わる。
(もっと読む)
機械制御プログラム作成装置
【課題】機械制御プログラムを容易に作成または編集することができる機械制御プログラム作成装置を提供する。
【解決手段】プログラム中には、パラメータ数値、並びに、当該パラメータ数値に対応付けられたパラメータ記号およびパラメータ名称を含む。ダイアログボックス情報作成処理部43がプログラムに含まれるパラメータ記号とパラメータ名称とによりパラメータ項目として認識し、認識したパラメータ記号およびパラメータ名称とこれらに対応付けられているパラメータ数値とをダイアログボックス情報として作成する。作成されたダイアログボックス情報のうちパラメータ数値は、ダイアログボックス表示画面31にて編集可能である。パラメータ数値が更新された場合には、プログラムにおける対応するパラメータ数値を更新されたパラメータ数値に変更する処理を行う。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、被描画媒体の形状を規定するパラメーターの値と、被描画体における被描画媒体の位置を規定するパラメーターの値と、を取得し、取得したパラメーターの値によって、描画画像における媒体画像の位置を規定する。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、画像データを規定するパラメーターの値を入力するための入力ボックスを有する入力画面部と、入力されたパラメーターの値を二次元形状として表示する補助表示画面部と、を備え、補助表示画面部は、被描画媒体の形状及び配置位置を示す二次元形状における、パラメーターが対応する部分を示すパラメーター位置表示画面部を有する。
(もっと読む)
自動プログラミング装置および方法
【課題】加工形状の位置入力の手間が省け、さらに素材形状や加工形状間の関連した寸法・位置調整を容易にするための素材形状と加工形状又は加工形状間への依存関係を与える手間も省ける自動プログラミング装置を提供する。
【解決手段】加工形状入力手段が、素材形状から定義済みの加工形状を除去した加工素材形状を生成・記憶する加工素材形状生成手段と、加工形状の寸法・位置情報を入力する加工形状入力手段と、加工形状の種類に応じたその特定方向の位置を寸法・位置情報と加工素材形状から決定し位置を決定するための基準となった加工素材形状上の部位に対応する素材形状または定義済みの加工形状の部位と加工形状とに依存関係を設定する加工形状配置決定手段と、寸法・位置情報を修正した際に修正した加工形状に依存する加工形状も配置修正しさらに配置修正した加工形状に依存する加工形状も同様に配置修正することを繰り返す加工形状連動修正手段を含む。
(もっと読む)
加工パスの生成方法及び加工方法
【課題】製品設計の3次元CADモデル(以下3D−CADと称する)から,割り落とすことが可能な形状を自動判断し,その割り落とす加工方法の加工パスを自動生成し,製品の加工時間を短縮し,工具摩耗を低減できるようにする。
【解決手段】素材の一部を切削により削除する加工パスを生成する加工パス生成方法を、設計情報を用いて素材の削除する領域を素材に対して第1の方向から切削加工する第1の加工パスを作成する第1の加工パス生成工程と、設計情報を用いて素材の削除する領域を素材に対して第2の方向から第1の方向の側の面よりも下の部分を切削加工する第2の加工パスを作成する第2の加工パス生成工程とを有して構成した。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
ロボット制御装置
【課題】ユーザ座標系を作業領域に応じて自動的に選択する場合、光電センサ等の導入が必要である。またはユーザ座標系の設定に加えて作業領域の複雑な設定が必要である。
【解決手段】アーム先端に取り付けられたツールを操作手段からの操作信号によりジョグ送りする際に、ツールが予め定められた作業領域に侵入したことを検知して、所定の軸方向を有するユーザ座標系を自動的に選択するロボット制御装置である。このロボット制御装置に作業領域自動設定手段を備える。すなわち、ユーザ座標系の原点Orを含んだ所定形状を有する領域を作業領域Qとして自動設定する。所定形状とは、原点Orを中心位置とした予め定めた半径長さDrを有する球体である(c)。または、予め定めた辺長さDx〜Dzを有する直方体である(b)。作業領域Qの中心位置となるユーザ座標系の原点は、シフトできるとさらに良い。
(もっと読む)
ロボットの制御方法およびロボット制御装置
【課題】ユーザ座標系がポジショナに搭載又はマニピュレータに把持されたワークの形状に合わせて設定されている場合、ワークの位置姿勢が変わるとユーザ座標系の再設定が必要になる。
【解決手段】ワークWの形状に応じた軸方向を有するユーザ座標系Cuの設定する際に、特徴点E1〜E3の位置教示に加えて、特徴点の位置座標値を記憶する座標系を、少なくともワーク座標系を含む複数の座標系の中から選択する。特に、ユーザ座標系Cuを、ポジショナP(またはマニピュレータMとは別のマニピュレータ)に搭載されたワークWの形状に応じて設定するときは、特徴点の位置座標値をワーク座標値で記憶する。このことによって、(b)のように、ポジショナPが回転してワークWの位置姿勢が変化したとしても、ユーザ座標系Cuが追従する。すなわち、ユーザ座標系を再設定することなく、そのまま利用することができる。
(もっと読む)
ティーチングデータ作成方法およびティーチングデータ作成装置
【課題】所定の製造ラインで作業される新たなワークに対し、この製造ラインの特性を考慮したティーチングデータを効率的に作成することを可能にする多関節ロボットのティーチングデータ作成方法およびティーチングデータ作成装置を提供すること。
【解決手段】ワークに設定された複数の作業点のそれぞれでエンドエフェクタにより作業を行う多関節ロボットのティーチングデータ作成方法において、ティーチングデータ供給対象の多関節ロボットが前記作業点のそれぞれに対して作業するときのエンドエフェクタの各姿勢の制御データを取得し(ステップS3)、制御データの中から、ティーチングデータ作成対象のワークに設定された作業点にほぼ一致する作業点を特定し(ステップS7)、当該作業点での前記エンドエフェクタの姿勢の制御データに基づいて前記ティーチングデータを作成する(ステップS9)ことを特徴とする。
(もっと読む)
数値制御工作機械
【課題】テーブル上に治具等を介して取り付けられたワークの実際の三次元の状態を迅速に計測することができる数値制御工作機械を提供する。
【解決手段】工具101の長さ及び径を計測する工具計測センサ104と、ワーク1の三次元的な形状と位置及び向きとをレーザ光等により非接触で計測するワーク計測センサ105と、ワーク計測センサ105からの情報に基づいて、加工開始点の位置及び基準面の傾きを求めた後、入力されている加工プログラムに基づいて、センサ104,105からの情報並びに加工開始点の位置及び基準面の傾きから、ワーク1に対して加工を施すように主軸102等の作動を制御しながら、工具101がワーク1に接触せずに移動する非加工領域に位置しているときに、加工プログラムでの工具101の移動速度よりも速く工具101を移動させるように主軸102等の作動を制御する制御装置106とを備える数値制御工作機械100とした。
(もっと読む)
6軸ロボットの4軸原点位置較正方法、6軸ロボットの制御装置、7軸ロボットの5軸原点位置較正方法及び7軸ロボットの制御装置
【課題】大型の検出器具を設置したりする必要がなく、6軸ロボットについて4軸の原点位置を適切に較正できる6軸ロボットの4軸原点位置較正方法を提供する。
【解決手段】垂直多関節型の6軸ロボットについて、6軸の軸心の延長線上に計測点を定めるための計測補助具を取り付け、5軸を4軸の軸心の延長線から所定の角度θ5_1だけ回転させて計測点を第1計測位置に移動させ(S1)、第1計測位置をレーザー変位計により計測すると(S2)、5軸を、4軸の軸心の延長線から上記の回転方向とは逆方向に角度θだけ回転させる(S3)。次に、少なくとも6軸を固定して、計測点を、第1計測位置と同じ位置となる第2計測位置に移動させ(S4)、第2計測位置をレーザー変位計により計測すると(S5)4軸の誤差角度Δθ4を(4)式で求め(S6)、誤差角度Δθ4を用いて4軸の原点位置を較正する(S7)。
(もっと読む)
オフラインティーチング方法
【課題】溶接システムにおけるオフラインティーチングを、操作の熟練を要することなく、高精度で、実施することができるオフラインティーチング方法を提供する。
【解決手段】
溶接線方向をY方向、被溶接材1の面に垂直の方向をZ方向、Y方向及びZ方向に垂直の方向をX方向とする3次元直交座標系を設定する。そして、前回のステップから現ステップを向く前段座標系として、XAYAZAの座標系Aを設定し、現ステップから次順のステップを向く後段座標系として、XBYBZBの座標系Bを設定する。よって、前回のステップから現ステップまでの溶接線セグメントはYA方向となり、現ステップから次順のステップまでの溶接線セグメントはYB方向となる。このワークを基準とする座標係で溶接線を規定し、オペレータがこのワーク座標上で、トーチ移動量を指定する。
(もっと読む)
教示データの修正システム
【課題】加工ワークの形状が変化する場合に簡易に教示データの修正が行える教示データの修正システムの提供。
【解決手段】教示点を修正する教示データの修正システムにおいて、第一の加工ワーク13を加工するための教示点に関するパラメータを記憶する記憶手段と、第一の加工ワークとは形状の異なる第二の加工ワーク14に関する画像と教示点の画像とを重ね合わせて表示をするとともに、ポインティング手段で表示画面中の位置を指定できる表示手段と、ポインティング手段で教示点に関するパラメータが変更された際に、ポインティング手段で示される表示画面中の位置と変更前の教示点の位置とに基づいて、変更後の変更教示点に関するパラメータを算出する算出手段と、記憶されたパラメータを、変更後の変更教示点に関するパラメータにより更新する更新手段と、更新後の変更教示点と第二の加工ワークに関する画像とを重ね合わせて表示させる制御手段と、を具備する。
(もっと読む)
1 - 20 / 69
[ Back to top ]