
Fターム[3D004AA02]の内容
車両の上部構造(ボンネット、リッド) (4,863) | 目的、効果 (1,562) | 防錆 (14)
Fターム[3D004AA02]に分類される特許
1 - 14 / 14
フードヒンジとフードユニット、およびフードユニットの組立方法
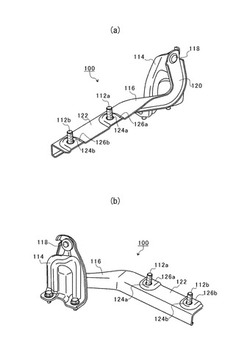
【課題】フードヒンジとフードとの間においてサビの発生を防ぐことのできるフードヒンジと、これらフードとフードヒンジとを含んだフードユニット、およびフードユニットの組立方法を提供することを目的とする。
【解決手段】車両102のエンジンルーム106のフード108を開閉可能に支えるフードヒンジ100であって、エンジンルーム106に固定されるブラケット部114と、長尺な平板領域122を有してブラケット部114に回転可能に支持されるアーム部116であり平板領域122でフード108の下面128に締結されるアーム部116とを備え、平板領域122は、アーム部116をフード108に締結するボルト112a・112bを通す孔部124a・124bと、孔部124a・124bの周囲においてフード108へ向かって突出してフード108に面接触する座面部126a・126bとを有することを特徴とする。
(もっと読む)
作業車両

【課題】エンジンの側方側をカバーする左右一対の金属製のサイドカバー及び上方側をカバーする金属製の天板を備え、該一対のサイドカバーの上端側を天板の左右端側に一体的に取付固定した作業車両において、サイドカバー及び天板の隅々まで塗装することが容易であって、部品点数が少なく、軽量化も容易な作業車両を提供することを課題としている。
【解決手段】エンジンの側方側をカバーする左右一対の金属製のサイドカバー17,17及び上方側をカバーする金属製の天板16を備え、該一対のサイドカバー17,17の上端側を天板16の左右端側に一体的に取付固定した作業車両において、前記一対のサイドカバー17,17及び天板16を塗装した後、天板16の左右端側に、左右のサイドカバー17,17の上端側をリベット20により結合した。
(もっと読む)
車両用クロージャ部品
【課題】異種金属間のヘミング加工部分における電食を防止することができ、かつ、製造工程の大幅な追加や変更が不要な車両用クロージャ部品を提供する。
【解決手段】車両用ドア1は、異種の金属板材からなるアウタパネル2とインナパネル3とを備えている。アウタパネル2の下端部は、インナパネル3の下端部3aを内包するように折り返してヘミング加工されることにより、前記インナパネル3の下端部3aと接合している。ヘミング加工により折り返された折返し部分6の上端部近傍の面は、対向するインナパネル3の面に向かって突出した突起部7が設けられている。
(もっと読む)
車体開口部を開閉する開閉体
【課題】車体開口部を開閉する開閉体において、接着剤とシール剤との接触を回避することによりアウタパネルとインナパネルとの間に生じる錆の発生を防止する。
【解決手段】インナパネル3に、第1隔離壁21と第2隔離壁22と貫通孔23とを有する排出部を形成することにより、第1隔離壁21と第2隔離壁22とが接着剤とシール剤との隔離壁となり接着剤とシール剤との接触を回避することができる。
(もっと読む)
水抜き穴用クリップ
【課題】水抜き性能を損ねることなく、ラッゲージドア内への水の浸入防止を兼ね備えた水抜き穴用クリップを提供する。
【解決手段】水抜き穴を覆う蓋本体部51と、水抜き穴から所定の間隔をおいた位置に蓋本体部51を保持し、蓋本体部51の裏面51bから立設していて水抜き穴に係合する一対の爪部52,52と、水抜き穴に装着した状態で、蓋本体部51と水抜き穴周辺のパネルとの隙間を介してラッゲージドア外から水抜き穴内への水の浸入を規制すると共に、ラッゲージドア内から水抜き穴を介して水を排水するよう、蓋本体部51の裏面51bで一対の爪部52,52間に形成された凸部53と、を備えている。
(もっと読む)
多層物品並びにその多層物品の製造及び使用方法
熱成形性基材、ベース層、及び場合により用いられる透明保護層を備える多層物品である。ペイントフィルム複合材の製造方法、及びその方法により製造される成形物品も開示する。 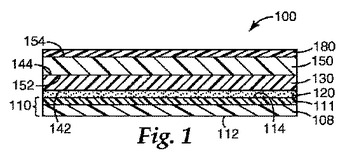 (もっと読む)
(もっと読む)
車体部材のヘミング接合方法および車体部材の接合構造
【課題】ヘミング接合部に大きな歪み応力の付加されてもパネル材と接着剤間の接着接合の破壊を生じることがない車体部材のヘミング接合方法を提供する。
【解決手段】異種材料の組合せからなるアウタパネル1とインナパネル2をヘミング接合して車体部材を構成する方法において、アウタパネル1とインナパネル2の相対向する部位の少なくとも一方に接着剤3を塗布する接着剤塗布工程と、アウタパネル1とインナパネル2の端縁部との間に接着剤3を挟むようにアウタパネル1の端縁部1Aを折り返すヘミング加工工程を有し、前記接着剤3として、硬化したとき弾性をそなえた接着剤を使用することを特徴とする。
(もっと読む)
建設機械
【課題】 サポート部材にヒンジを介して開閉カバーを取付けるときの作業性を高める。
【解決手段】 左後開閉カバー16に固着されたヒンジ17のサポート側取付部17Bに雌ねじ部材21を設け、左後サポート部材15には移動ボルト22を回転可能に支持し、この移動ボルト22を雌ねじ部材21に螺合することにより、左後サポート部材15に対し、締結ボルト18による締着方向A−Aと直交する移動方向B−Bにヒンジ17を移動させる。従って、雌ねじ部材21に対する移動ボルト22の螺入量を調整することにより、例えば作業者が左後開閉カバー16を手で支えて移動させることなく、左後サポート部材15の長溝孔15Dの範囲内で左後サポート部材15に対する左後開閉カバー16の位置調整を行うことができ、左後開閉カバー16を取付けるときの作業性を高めることができる。
(もっと読む)
自動車用樹脂外装部品
【課題】寸法安定性(低そり性)、機械的強度、耐熱性、耐衝撃性、低比重、優れた表面外観性等を有する自動車用樹脂外装部品を提供する。
【解決手段】ガラス長繊維強化ポリカーボネート樹脂/スチレン系樹脂からなる成形体であって、成形体中のガラス繊維の含有量が25〜50重量%、重量平均繊維長が0.5〜2.0mmであり、塗装・メッキ及び蒸着を施すすべての面の中心線平均粗さ(Ra)が0.8μm以下、30〜80℃における最大の線膨張係数が5×10-5以下であることを特徴とする、射出成形により成形された投影面積が200cm2以上の塗装・メッキ及び蒸着が可能な自動車用樹脂外装部品。
(もっと読む)
中空成形品
【課題】熱可塑性樹脂シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、更に荷重撓み温度が高く、インライン塗装にも適したツインコンポジット成形品の提供。
【解決手段】2枚のシートを用い金型面に密着させ賦形してなる熱可塑性樹脂中空成形品において、該2枚のシート材料として(1)荷重撓み温度が120℃以上であり、(2)貯蔵弾性率E’が3×108P aとなる温度をTh、貯蔵弾性率E’が1×10 7Paとなる温度をTsとした 時、(Ts−Th)が20℃以下であり、かつ、(3)2枚のシートの熱板溶着可能温度をTwとした時 、(Tw−Ts)が15℃以下であることを特徴とする中空成形品。
(もっと読む)
自動車内板部用中塗り塗料組成物、自動車内板部用塗膜形成方法および塗装物
【課題】 焼付け乾燥した中塗り塗膜の上に上塗り塗装を行う自動車ボディー内板部塗装において、中塗り塗膜と上塗り塗膜との層間はく離が起こらないような塗装技術を提供すること。
【解決手段】 吸油量(JIS K5101準拠)が40ml以上/100g、平均粒子径(レーザー回折式粒度分布測定装置を用いて測定したD50)が30μm以下である、シーリング材由来遊離成分の中塗り塗膜表面への移行を阻止する顔料を、全顔料中2〜20質量%、かつ、塗料固形分中2.0〜5.0質量%含有する自動車内板部用中塗り塗料組成物を使用する。
(もっと読む)
後部スカットルを組み込んだ自動車のエンジンフード
【課題】エンジンフードにスカットル領域を組み込むことによって、車両の前方領域を軽量化することができる自動車のフードを提供する。
【解決手段】本発明は、外皮2とフードの裏板部材3とを含む自動車のフード1に関し、フードの裏板部材3に結合される後部ケーソン4を含み、前記後部ケーソンは、フードが前記車両に組み付けられると車両のフロントガラス5の基部にくるように構成されていることを特徴とする。
(もっと読む)
ポリアミド樹脂を含む車両外装部品をコーティングするための方法ならびにそれによってコーティングされた部品および物品
ポリアミドと、ノボラック樹脂と、強化剤とを含むポリアミド組成物を含む車両外装部品をコーティングするための方法。ポリアミド組成物が無機充填剤、核剤、および他の添加剤をさらに含んでもよい。本明細書に記載された方法によってコーティングされた物品もまた開示される。 (もっと読む)
導電性ポリアミド樹脂組成物から作製された車両外装部品をコーティングするための方法
ポリアミドと、ノボラック樹脂と、強化剤と、導電性充填剤とを含む導電性ポリアミド組成物を用いて支持体をコーティングするための方法が開示される。ポリアミド組成物は、無機充填剤、核剤、および他の添加剤をさらに含んでもよい。本発明はさらに、導電性ポリアミド組成物を含む車両外装部品をコーティングするための方法に関する。 (もっと読む)
1 - 14 / 14
[ Back to top ]