
Fターム[3D004AA10]の内容
車両の上部構造(ボンネット、リッド) (4,863) | 目的、効果 (1,562) | パネルの工作性 (110)
Fターム[3D004AA10]の下位に属するFターム
組付け、結合性 (46)
Fターム[3D004AA10]に分類される特許
41 - 60 / 64
金属板複合材、金属板を接合する方法および接合装置
本発明の主題は、ロールフランジ加工またはスライドフランジ加工によりフランジ加工縁(1b)の周囲で折り曲げられるフランジ(1c、1d、1c)を備える外側金属板(1)と、フランジ(1c、1d、1e)と継手(3、6、8)を形成する内側金属板(2)と、継手(3、6、8)上にまたは中に生成され、かつ金属板(1、2)を互いに固定連結する、溶接またははんだ付けシーム(4、5、7)とを有する、金属板複合材である。本発明はまた、金属板を接合する方法と、フランジ加工し溶接またははんだ付けする装置とにも関する。装置は、ツールヘッド(10)と、ツールヘッド(10)に配置され、ロールフランジ加工またはスライドフランジ加工するフランジ加工部材(13、13’)と、ツールヘッド(10)に配置された溶接またははんだ付け工具(15)とを有し、フランジ加工部材(13、13’)と溶接またははんだ付け工具(15)とは、フランジ加工部材(13、13’)が、溶接またははんだ付け工具(15)を用いて行うことができる溶接またははんだ付け工程のための押圧手段を形成するように配置される。 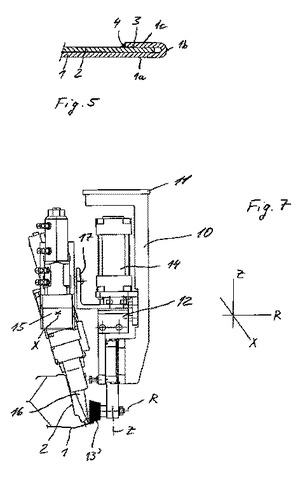 (もっと読む)
(もっと読む)
貫通部品のシール構造
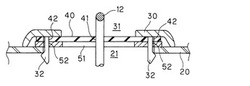
【課題】車体パネル内から室内側に臨むように、車体パネルを貫通するストライカー、ラッチ、シャフト等の貫通部品のシール構造であって、構造が簡単でかつ廉価に実施できる貫通部品のシール構造を提供する。
【解決手段】内装部品(トランクリヤプレート)20には、ストライカー12を貫通させる開口21が開設され、この開口21を塞ぐように、内装部品20にゴム等の軟質シート40が配置され、かつ内装部品20の開口21の周縁部を縁取るエスカッション30が内装部品20の表面に取り付けられている。そして、このエスカッション30の裏面に設けた係止爪32より軟質シート40を係着支持する。更に、エスカッション30の係止爪32により、軟質シート40、又は所望により付設する硬質の樹脂プレート50と内装部品20を一体的に係着することで構成をより簡素化する。
(もっと読む)
車両側部構造

【課題】ドアの開閉動作の繰り返しにより、インパクトビームの端部を固定するブラケットとドアとのスポット溶接での応力の発生を抑制する。
【解決手段】フロントサイドドア16の内部にインパクトビーム28が配置されており、その後端部28Bはブラケット32に固定されている。ブラケット32のインパクトビーム28の上部と下部には、複数の取付部33が設けられており、取付部33とドアインナパネル42の平面部42Aとがスポット溶接44A〜Dで接合されている。ドアインナパネル42の車両幅方向内側には、インパクトビーム28の上部と下部のスポット溶接44B、44Cの位置を結んだ線Lの後方であって、下部のスポット溶接44Bより上方にクッションゴム52が設けられている。クッションゴム52は、スポット溶接44を挟んで前方側のウェザーストリップ54と反対側に設けられている。
(もっと読む)
吸音材およびその取付け方法および繊維製品
【課題】厚さが0.5mm以上の繊維構造体を含む吸音材であって、吸音特性が良好でしかも成型性に優れた吸音材および該吸音材を用いてなる繊維製品を提供する。
【解決手段】厚さが0.5mm以上の繊維構造体を含む吸音材であって、
前記繊維構造体が、下記の要件(1)を満足する繊維基材が厚さ方向にプレスされた繊維構造体であることを特徴とする吸音材。
(1)非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが、熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜30/70となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在し、かつ前記熱接着性複合短繊維と前記非弾性捲縮短繊維が繊維基材の厚さ方向に配列してなる繊維基材。
(もっと読む)
接着接合構造物及び車両用カバーの製作方法
【課題】接着剤による接着部の熱応力を低減して該熱応力による接着剤の破壊を防止するとともに、接着剤の蓄熱を抑制して接着剤の劣化に伴う接着強度の低下を防止して、接着部を高強度で以って安定して接着可能とし、かつ接着剤の使用量を低減して材料コストを低減するとともに、接着作業工数を低減して作業コストを低減し得る接着接合構造物及び車両用カバーの製作方法を提供する。
【解決手段】複数枚の板材を、接着剤による接着とスポット溶接とを併用するウェルボンド接着法を用いて接着してなる接着接合構造物の製作方法であって、接着剤による接着にあたっては前記複数枚の板材の接着面に前記接着剤を所定のピッチで断続的に塗布して該板材を接着させることを特徴とする。
(もっと読む)
クラッドシート製品
本発明は、コアシート、および一方または両方のコアシート表面上にあるクラッド層を含んでなり、該コアシートが、AA6000-シリーズ合金のアルミニウム合金からなり、少なくとも一方のクラッドが、Cu含有量が0.25重量%未満であるAA6000-シリーズ合金のアルミニウム合金からなる、クラッドシート製品に関する。 (もっと読む)
アルミニウム合金板のプレス成形方法およびプレス装置
【課題】ラゲージアウタパネルなどの自動車車体アウタパネルであって、成形が難しい形状の大型パネルを成形可能とする、アルミニウム合金板のプレス成形方法およびプレス装置を提供することを目的とする。
【解決手段】 パネルの中央部を成形するパンチと下死点近傍まで接触しない非接触外周部位5、6を有する成形品パネルに、アルミニウム合金板30をプレス成形する方法であって、前記パネルの中央部2を成形する第一のパンチ11と、この第一のパンチに対して別個に変位できる第二のパンチ15とを設け、第一のパンチ11に対する第二のパンチ15の相対的な位置を、ダイス22側に変位させて、第二のパンチ15を板の非接触外周部位35、36と接触させるように、これらパンチ同士を連動させる。
(もっと読む)
自動車用フード
【課題】自動車用フードに求められる基本性能を満足すると同時に、歩行者保護性能に優れた自動車用フードを提供する。
【解決手段】アウターパネル2とインナーパネル3とを備える自動車用フード1Aにおいて、インナーパネル3は、アウターパネル2と接合する枠状の第1インナー材3Aと、第1インナー材3Aの枠内側に配置される第2インナー材3Bとからなり、第1インナー材3Aは、外側縁部5aと、空間部4を形成する第1インナー凹状部5と、内側縁部5bとを備え、第2インナー材3Bは、第1インナー材3Aと接合する接合部6を有すると共に、空間部4を形成する第2インナー凹状部7と、パネル中央側となる位置でアウターパネル2に接合するパネル接合部10と、第1インナー凹状部内5に延出してアウターパネル2と接合する延出部8とを備えることを特徴とする。
(もっと読む)
車両用エンジンフード
【課題】車両用エンジンフードの加工工程が多く、製造が困難である点を解決することで、車両用エンジンフードの加工性及び組立性の向上を可能にするとともに、車両用エンジンフードの剛性の調整が困難である点を解決することで、車両用エンジンフードの剛性の調整を容易に行うことことを可能にする。
【解決手段】車体11の表面を覆うアウタパネル31と、このアウタパネル31の裏面31aに取付けるインナパネル32とからなる車両用エンジンフードにおいて、インナパネル32にアウタパネル31の補強をするフレーム部(第2のフレーム部)37を形成し、フレーム部37にインナパネル32とアウタパネル31の内の少なくとも一方にマスチックシーラ(接着剤)を塗布した塗布層55を形成し、この塗布層55をアウタパネル31の裏面31aから少なくとも一部を離間させて硬化させた。
(もっと読む)
自動車のエンジンフード構造
【課題】本発明は、アウタパネルとインナパネルとを具備するエンジンフード構造において、余分な衝撃吸収材等を設けることなくエンジンフードを軽量に構成しつつも、歩行者保護を確実に図ることができるエンジンフード構造を提供することを目的とする。
【解決手段】サスペンションタワー41の上方位置のエンジンフード1を、アウタパネルのみの部分と、アウタパネルとインナパネル3の延出部38の部分とで構成されるように設定している。
(もっと読む)
自動車用パネル材
【課題】自動車用パネル材において、外観のよい縁部を得ると共に、締結強度を向上させ、さらに、製造工程数を低減させる。
【解決手段】自動車用パネル材10は、アウタパネル14とインナパネル16とが重ねられた状態で巻締めにより締結された縁部18を有する。この自動車用パネル材10の縁部18では、アウタパネル14の先端面14aと、インナパネル16の先端面16aとが夫々インナパネル16及びアウタパネル14により内包された状態で巻締めされることにより、アウタパネル14とインナパネル16とが強固に締結される。
(もっと読む)
車両用フードエアバッグ装置
【課題】車両用フードエアバッグ装置において、エアバッグモジュール及びドアをフードに組み付ける際の組付け作業性を大幅に向上させることを目的とする。
【解決手段】車両用フードエアバッグ装置10では、エアバッグモジュール14をフードインナパネル24側からフード12に組み付け、フードアウタパネル22の開口部22Aを覆うドア18については、エアバッグモジュール14とは別に組み付けられる。このため、エアバッグモジュール14の組付け時におけるフードアウタパネル22の傷付きを防止できると共に、ドア18の組付け時における寸法ばらつきの微調整を容易に行うことができ、これらエアバッグモジュール14及びドア18の組付け作業性を大幅に向上させることができる。
(もっと読む)
車体部材のヘミング接合方法およびヘミング接合構造
【課題】異種材料の組み合わせからなる車体部材の接合において、塗装工程の入熱による変形を抑制しつつ、接合強度および剛性を効率的に向上させ、耐電食性を確保することができる車体部材のヘミング接合方法およびヘミング接合構造を提供することを課題とする。
【解決手段】異種材料の組合せからなるスキン材11とフレーム材12を接合して構成される車体部材のヘミング接合方法であって、スキン材11とフレーム材12の相対向する部位の少なくとも一方に熱硬化性接着剤13を塗布する工程と、フレーム材12の端縁部12aとの間に熱硬化性接着剤13を挟むようにスキン材11の端縁部11aを折り返す工程と、スキン材11とフレーム材12をスキン材11の端縁部11a側から摩擦攪拌接合する工程と、を有し、前記接合工程では、摩擦攪拌接合時の余熱によって熱硬化性接着剤13を予備加熱して、スキン材11をフレーム材12に仮止めする。
(もっと読む)
中空成形品
【課題】熱可塑性樹脂シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、更に荷重撓み温度が高く、インライン塗装にも適したツインコンポジット成形品の提供。
【解決手段】2枚のシートを用い金型面に密着させ賦形してなる熱可塑性樹脂中空成形品において、該2枚のシート材料として(1)荷重撓み温度が120℃以上であり、(2)貯蔵弾性率E’が3×108P aとなる温度をTh、貯蔵弾性率E’が1×10 7Paとなる温度をTsとした 時、(Ts−Th)が20℃以下であり、かつ、(3)2枚のシートの熱板溶着可能温度をTwとした時 、(Tw−Ts)が15℃以下であることを特徴とする中空成形品。
(もっと読む)
パネル構造体、パネル構造体の製造方法、およびパネル構造体の製造装置
【課題】接着パネルの接着強度を向上させる。
【解決手段】
樹脂製のアウタパネル2の一部と樹脂製のインナパネル3の一部とが接着される接着部4を有するパネル構造体1において、アウタパネル2とインナパネル3に作用する外力により接着部4に加わるせん断応力を低減させるパネルの接着構造5を有する。
(もっと読む)
熱可塑性樹脂組成物及びその成形品並びに該成形品を用いた車両の外板部材
【課題】耐熱性と耐衝撃性の両方の特性を両立して高めることができる熱可塑性樹脂組成物および熱可塑性樹脂成形品ならびに車両の外板部材を提供する。
【解決手段】 65〜86.5質量%のポリアミド樹脂成分(A)と、13〜25質量%の酸変性エラストマー成分(B)と、10質量%以下のオレフィン系樹脂成分(C)及び/又は8質量%以下のフィラー成分(D)とを含有し、前記ポリアミド樹脂成分(A)で形成されたマトリックス相中に、前記酸変性エラストマー成分(B)をシェル相とし、前記オレフィン系樹脂成分(C)及び/又はフィラー成分(D)をコア相として形成されたコア−シェル型粒子構造の分散相が分散してなる、ことを特徴とする
(もっと読む)
自動車用構造体
【課題】自動車用構造体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上し、全体として優れた特性の維持が可能な自動車用構造体を提供する。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された自動車用構造体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする自動車用構造体。
(もっと読む)
自動車用フードパネル構造
【課題】 衝突時に所定位置から容易に折れ易く、しかも製造及び生産性に優れた自動車用フードパネル構造を提供する。
【解決手段】 繊維強化プラスチック素材2を積層して形成された自動車用のフードパネル1において、当該フードパネル1の車体前後方向Xのほぼ中央部に、該車体幅方向Yに少なくとも部分的に延び、他の部分よりも剛性または強度、或いはその両方が低い折曲げ容易部3を形成した。折曲げ容易部3は、例えば、フードパネル1に切欠き部10を形成することで形成される。
(もっと読む)
樹脂接合部品とその接合方法
【課題】インナパネルが単品状態で弾性変形による変形量を有している場合でもそれを容認した上で、その影響が形状精度が重要視されるアウタパネル側に接着接合後に表れないようにして、製品の寸法精度の向上を図った方法を提供する。
【解決手段】固定式受け治具を基準にインナパネル3を位置決めする際に、変形をもつ接合フランジ部4が着座することになる受け駒21をその着座フランジ部4に倣わせて変位させた上でロックシリンダ25にてロックする。これにより、押さえ治具16にてインナパネル3とアウタパネル2を接着接合する際に接合フランジ部4を矯正しないようにする。接合後に製品を取り出しても接合フランジ部4は変形に基づく復元力を発生せず、その復元力に基づく製品の精度低下をもたらすことがない。
(もっと読む)
Al−Mg合金製部材の温間絞り加工方法
本発明は、アルミニウム合金製絞り加工部材の製造方法を対象とするものであり、該方法は:組成が(重量%で): Mg:1−6、Mn<1.2、Cu<1、Zn<1、Si<3、Fe<2、Cr<0.4、Zr<0.3、他の元素はそれぞれが<0.1で合計で<0.5、残りはAlの合金製で、厚さが0.5mmと5mmの間に含まれる帯材を製造し、この帯材からブランク材を一枚切り取り、該ブランク材の局部または全体を、150℃と350℃の間に含まれる温度で<30s加熱し、後過程の作業と両立可能な潤滑剤を存在させつつ、150℃と350℃の間に含まれる温度で、少なくとも部分的に加熱した装置を用いて加熱したブランク材を絞り加工する、という過程を含むものである。絞り加工をした部材は、特に自動車の車体部材である。 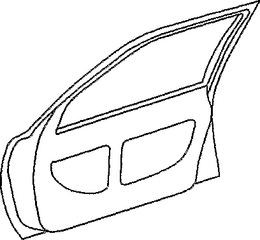 (もっと読む)
(もっと読む)
41 - 60 / 64
[ Back to top ]