
Fターム[3D114BA02]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 対象物 (978) | メインボディー (299) | 下部フレーム (20)
Fターム[3D114BA02]に分類される特許
1 - 20 / 20
車体後部構造および車体製造方法
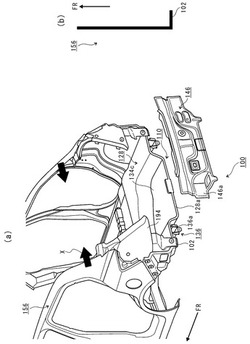
【課題】 組立途中の車体の変形(サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な技術を提供する。
【解決手段】 本発明の代表的な構成は、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続して構築される車体後部構造100であって、アンダーボディアセンブリ110は、車体後部底面を形成し後端に第1のフランジ128aを備えたリヤフロアパネル128、およびリヤフロアパネル128の下面に接続される梁状のリヤサイドフレーム136を含み、サイドボディアセンブリ156は、その後端の最下部に、リヤフロアパネル128後端およびリヤサイドフレーム136後端に向かって周り込む延長部102を含み、延長部102が第1のフランジ128aのうちリヤサイドフレーム136直上の部分に結合されていることを特徴とする。
(もっと読む)
サスペンション調整方法およびサスペンション調整システム

【課題】車体に取り付ける前に行うサスペンションの調整精度を向上できるサスペンション調整システムを提供する。
【解決手段】基準穴S1〜S3の位置を計測し、該計測結果に基づいて、車体21の基準となる位置である基準位置S、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hを規定するとともに、車体21に対して各サスペンション50・60を位置決めする取付基準部P1〜P4の位置を、基準位置Sを基準として、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hに沿って計測する計測装置11と、計測装置11の計測結果より、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hにおける取付基準部P1〜P4の位置ずれ度合いを算出し、該算出結果に基づいて各サスペンション50・60の調整量を設定する伝達装置12と、を具備する。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
接着組立方法、接着組立装置、第1の接着工程用装置及び第2の接着工程用装置
【課題】接着構造で各接着部品の位置決め精度や組み付け品質を必要とする車体等の大型製品の接着による組み付けを確実にするとともに、作業員の作業上の安全を確保する。
【解決手段】作業員104は、移動治具108を有しこの移動治具108に接着剤が塗布された接着部品を保持させた台車103を、工場の床面GLに敷設されるレール102に沿って搬送する。作業員104は、台車103を第1の接着工程用装置201の上方で固定し、固定治具作用部209を上方へスライド移動させる等して接着部品同士を接着する。作業員104は、固定治具作用部209を下方に動かし、第1の接着工程用装置201の固定を解除した後、台車103を第2の接着工程用装置301の上方まで搬送し、そこで固定する。作業員104は、床下作業ピット302に侵入し、作業用開口部312を介して接着部品の下方に食み出た接着剤をかき取る作業を行う。
(もっと読む)
コンポーネント組立システムおよびコンポーネント組立方法
【課題】高精度でフロントフロアコンポーネントを組み立てできるフロントフロアコンポーネントの組立システムを提供すること。
【解決手段】コンポーネント組立システム1は、セットステーション2と、組立ステーション3と、セットステーション2と組立ステーション3との間で移動する搬送台車30と、セットステーション2の周囲に設けられた3つの供給エリア4〜6と、セットステーション2の周囲に設けられて部品11〜13、21〜23をセットステーション2または組立ステーション3に搬送する搬送ロボット40A、40Bと、組立ステーション3の周囲に設けられて組立ステーション3に位置する部品11〜13、21〜23を加工する溶接ロボット50と、組立ステーション3の周囲に設けられて組立ステーション3に位置する組み立てたフロントフロアコンポーネント10、20を払い出す払出しロボット60と、を備える。
(もっと読む)
電気自動車のモータユニット取付方法
【課題】仮固定及び仮固定解除等の工程を不要として、作業性を向上させることが出来る電気自動車のモータユニット取付方法を提供する。
【解決手段】メイン組立ラインMLの傍方に設けられたサブ組立ラインSLでは、支持治具20が用いられて、モータルーム2内に取付られる前に、部品搭載フレーム部材10に、インバータ13及びDC/DCコンバータ14等が固定される。
そして、この部品搭載フレーム部材10と、モータ7,ギヤユニット8等のモータユニットを取付けたサスペンションメンバ9とが保持されて、サブアッセンブリされて、支持治具20の上昇により、同時にモータルーム2内に挿入される。
部品搭載フレーム部材10及びサスペンションメンバ9は、個別に取り付けられて、支持治具が抜出される。
(もっと読む)
車体組立装置
【課題】 車体組立装置において、組付部品の位置決め精度の向上と治具の交換作業に要する時間の短縮を両立する。
【解決手段】 使用する治具の変更時に摺動ユニットが乗り移るレールについては、比較的に精度の低いレールを採用する。それにより、治具の交換作業を、短時間で行うことが可能となる。一方、治具を用いて組付部品を位置決めする作業エリアのレールについては、比較的に精度の高いレールを採用する。それにより、組付部品の位置決め精度が確保される。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びるピラー22とサイドフレームアウタ25とを含むサイドボディ20にスタッドボルトを立設するステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルに前記スタッドボルトを車幅方向外方側から組み付けるステップとを備え、前記スタッドボルトは、車幅方向内方側に向かって延びるように前記ピラーの下部に立設され、前記サイドフレームアウタは、前記サイドシルの下部まで延びるように形成される。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に形成される周壁部12a、12b、12c、12dの内部にリブ12e、12fが一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びる複数のピラー22を含むサイドボディ20の前記各ピラーの下部を互いに車体前後方向に離間して設けるステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルの前記リブに前記各ピラーの下部を接合するステップとを備え、前記サイドシルは、前記周壁部の一部が切り欠かれて前記リブの一部が露出させられ、前記リブの露出した部分に前記各ピラーの下部が接合される。
(もっと読む)
被覆を有する一体型連結器を含む車両フレーム・アセンブリーを製造する方法
【課題】表面上に施された材料の被覆を有する一体型連結器を含む車両フレーム・アセンブリーを製造する方法を提供すること。
【解決手段】本方法は、一体型連結器を含む車両フレーム・アセンブリーを設ける最初のステップを含む。第1の材料の被覆が一体型連結器に施される。一体型連結器に施された第1の材料の被覆は脱水され、第2の材料の被覆が、一体型連結器に施された第1の材料の被覆に重ねて施される。最後に、一体型連結器に施された第1の材料の被覆および第2の材料の被覆が硬化される。
(もっと読む)
接合組立品の製造方法および接合組立品の製造装置
【課題】連鎖反応型の接着剤1の不随意なタイミングでの硬化反応を回避しつつ、連鎖反応型の接着剤1を用いて効率的に組立加工を施すこと。
【解決手段】前処理によって受熱した本体部品WBに接合されるべき被着部品PTに対し、連鎖反応型の接着剤1を配置する。この接着剤1は、外部から一部に付与されたトリガーとなるエネルギーによって硬化することにより反応熱を自己発生し、この反応熱が自己発生した部位に隣接する部分が当該反応熱によって硬化反応を起こすことにより連鎖的に硬化する連鎖反応型のものである。接着剤1が配置された被着部品PTを本体部品WBに組み付ける。被着部品PTの組み付け後にトリガーを接着剤1に付与する。
(もっと読む)
サスペンションアッセンブリ取り付け方法
【課題】左右のキャンバ角の差分を極力低減しつつ、サスペンションアッセンブリをボディに取り付けることができるサスペンションアッセンブリ取り付け方法を提供すること。
【解決手段】アッセンブリ取り付け方法は、ダンパ取付孔13L,13Rの位置BL,BRを測定し、ボディ10の中心位置BCを算出する手順と、サブフレーム基準穴26L,26Rの位置SL,SRを測定し、サスペンションアッセンブリ20の中心位置SCを算出する手順と、中心位置BCと中心位置SCとが一致するように、ボディ10にサスペンションアッセンブリ20を取り付ける手順とを備える。ボディ10にサスペンションアッセンブリ20を取り付ける手順では、サスペンションアッセンブリ20のサブフレーム21をボディ10に固定するとともに、ダンパアッセンブリ24L,24Rの上端側をダンパハウジング12L,12Rに固定する。
(もっと読む)
車体の生産方法及び溶接設備
【課題】本発明は、複数の種類の製品を溶接可能にする車体の生産方法及び溶接設備において、溶接設備を有効に且つ柔軟に活用することができる技術を提供することを課題とする。
【解決手段】溶接設備10には、パネル部材を溶接するサブ溶接ライン12と、このサブ溶接ライン12が合流する主溶接ライン13とが設けられている。サブ溶接ライン12が主溶接ライン13と合流する合流部75で、骨格部材にパネル部材が合体され溶接される。主溶接ライン13は、溶接ロボット35L、35Rを備える複数個の溶接ステージ51、55〜59、61で構成され、サブ溶接ライン12の出口には、パネル部材を任意の溶接ステージに移載する移載機構70が設けられており、溶接作業の工程数に対応して合流部75が変更できるように構成されている。
(もっと読む)
スライドレールの装着方法、スライドレール部材およびスライドレール部材の製造方法
【課題】レール面への塗料の付着がなく、設置容易なスライドレールの装着方法、スライドレール部材およびスライドレール部材の製造方法を提供する。
【解決手段】スライドレール部材101は、スライドレール板201と、スライドレール板201の一方の主面に接着されたマスキングテープ202と、スライドレール板201の他方の主面に接着された接着シート203とからなる積層体を有する。この積層体は、打ち抜き法によって形成された平板形状であることが好ましい。また、接着シート203は、接着シート基材207の両面にそれぞれ接着剤層が設けられた構造を有することが好ましい。
(もっと読む)
横方向下部構造部材と技術的フロントパネルの取付け方法
本発明は、少なくとも1つの横方向の車体下部構造部材(12)と、横方向に対向配置された2つのレール(20)、及び横方向に対向配置された2つの部品(22)、特に自動車ヘッドライトを保持するための枢着部材を有するフレーム構造部材(18)の縦方向端部(16)に取付けられる技術的フロントパネル(14)とを、自動車(10)に取付けるための方法に関し、この方法は、フレーム構造部材(18)の横方向で対向する部品(22)上の垂直位置に、技術的フロントパネルを配置する少なくとも1つのステップと、上記部品(22)上で技術的フロントパネル(14)を横方向に位置決めするステップとを有することを特徴とする。 (もっと読む)
部品組立装置
【課題】第1、第2部品を互いに平行に、かつ、一方向に向かってそれぞれ搬送可能とし、これらの搬送状態で、第1、第2部品を互いに組み付ける場合に、この組み付けの作業が容易にできるようにする。
【解決手段】部品組立装置1は、第1部品3を一方向Aに向かって第1搬送速度V1で搬送可能とする第1搬送ライン26と、第1搬送ライン26と平行に延び、各第2部品4を一方向Aに向かって第2搬送速度V2で搬送可能とする第2搬送ライン27とを備える。一方向Aに向かって順次設定された複数の組み付け域で、第1部品3と第2部品4のそれぞれとが順次組み付けられる。第1搬送ライン26により搬送される第1部品3と第2搬送ライン27により搬送される第2部品4のそれぞれとの一方向Aにおける互いの相対位置が、各組み付け域でそれぞれ変更可能となるよう第1、第2搬送速度V1,V2の互いの相対速度を可変にする。
(もっと読む)
自動車車体の組立方法および車体矯正治具
【課題】左右のフロントサイドメンバーの同士のスパンを拘束する矯正治具の使用を前提として、より一層左右のフロントサイドメンバーの同士のスパンの精度悪化を防止した車体の塗装方法を提供する。
【解決手段】フロントエンドモジュール構造を採用した車体に電着塗装を施すにあたり、フロントサイドメンバー8同士を矯正治具10で結合して両者間のスパンを拘束した状態の車体をオーブンを含む電着塗装工程を通過させる。矯正治具10によるフロントサイドメンバー8同士の車体前後方向での結合位置16を、矯正治具10を使用しないでオーブンを通過させた場合の熱変形に伴うフロントサイドメンバー8同士のスパン変位量xが、オーブンを通過させた場合の矯正治具10自体の熱変形量xj/2と等しくなる位置に設定してある。
(もっと読む)
車体の基準部設定方法
【課題】車体に対してサスペンションアッセンブリ等を正確且つ効率的に取り付けるための基準部を設ける。
【解決手段】ホワイトボディ10の所定位置に長孔80を設ける。組み立て及び溶接工程後に、長孔80にターゲットピース18a〜18dを仮装着する。ホワイトボディ10に対するサスペンションアッセンブリ14及び16の左右の対の取付孔12a〜12dの位置を計測する。計測された各対の取付孔12a〜12dの位置に基づいて、平面視で左右の取付孔12a〜12dの中点を含む車長方向の軸線部にターゲットピース18a〜18d移動し、固定する。ターゲットピース18a〜18dは、それぞれボルト76及びナット78からなる。
(もっと読む)
ワーク位置決め装置およびワーク位置決め方法
【課題】形状の異なる複数のワーク毎に専用の受け駒を設定することなく、複数種のワークに対して位置決め支持できるようにする。
【解決手段】左右一対のアーム8の先端に設けた位置決め治具100は、X方向に延びる第1の位置決めアーム101と、Y方向に延びる第2の位置決めアーム103と、これら位置決めアーム101,103の交差部から上方に延びる位置決めピン105とを備える。第1,第2の位置決めアーム101,103の上面を第1の位置決め面とし、第1および第2の位置決めアーム101および103が互いに交差する部位近傍の側面を第2および第3の位置決め面とし、位置決めピン105を第4の位置決め部とする。
(もっと読む)
車両用配索部品の接続方法および接続装置
【課題】車体側のサイドメンバにフロントエンドモジュールを組み付ける際に、両者間の配管類を比較的簡易な治具を用いて容易に接続することができる方法を提供する。
【解決手段】車体B側のサイドメンバSおよびフロントエンドモジュールMに予めスロット1を有する治具ブロックJ1またはJ2を装着して、それらに配管P1またはP2を把持させておく。サイドメンバSにフロントエンドモジュールMを組み付ける際に、治具ブロックJ1,J2同士を嵌合させ、双方の治具ブロックJ1,J2が把持している配管P1,P2同士を相互に嵌合させて接続する。接続後に治具ブロックJ1,J2を上方に引き抜く。
(もっと読む)
1 - 20 / 20
[ Back to top ]