
Fターム[3D114BA03]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 対象物 (978) | メインボディー (299) | サイドフレーム、フェンダ (38)
Fターム[3D114BA03]に分類される特許
1 - 20 / 38
クランプ装置用回転モジュール
車体組立システム
車両用フェンダーパネルの位置決め治具
【課題】 フェンダーパネルの前後左右における位置決めを正確に行うことができる車両用フェンダーパネルの位置決め治具を提供する。
【解決手段】 位置決め治具30は、アッパーバー11上に載置された状態において、アッパーバーに沿って車幅方向に延設される本体部31と、アッパーバーに形成された2以上の穴部にそれぞれ嵌合されて、アッパーバーの車幅方向中心位置に対して本体部の車幅方向中心位置が一致した状態となるよう位置決め治具を配置させる突出部と、本体部の車幅方向中心位置から車幅方向に互いに等間隔となる位置に一対で設けられ、フェンダーパネル40側の位置決めの基準となるフェンダー基準部と嵌合されてフェンダーパネルを位置決めする嵌合部とを備える。
(もっと読む)
加工ラインにおけるワーク搬送システム

【課題】加工ラインにおけるワーク搬送システムにおいてワーク載置用のハンガーを退避させるにあたり、省スペース化、構造の簡略化を図る。
【解決手段】搬送ハンガーを複数の加工工程にわたり移動させるワーク搬送システムであって、メイン搬送レール1に対し並列状に設けられ、メイン搬送レール1との間で第2搬送ハンガー20の乗り入れが可能であって上流のサイドパネル外板仮溶接工程51と下流のサイドパネルコンポーネント工程54とをつなぐ第1分岐搬送レール2を備え、ワークが載置された状態の第2搬送ハンガー20がサイドパネル外板仮溶接工程51からメイン搬送レール1を介してサイドパネルコンポーネント工程54に移動し、空状態の第2搬送ハンガー20がサイドパネルコンポーネント工程54から第1分岐搬送レール2を介してサイドパネル外板仮溶接工程51に移動する。
(もっと読む)
構造部材の設計方法
【課題】衝突荷重が印加される構造部材の設計を容易に行うことが可能な構造部材の設計方法を提供する。
【解決手段】構造部材の材質を仮定するとともに、構造部材の断面形状が全て有効幅となるような単純形状を仮定し、これらの仮定から理論的な耐座屈荷重を求め、この理論的な耐座屈荷重よりも小さくなるように構造部材の耐座屈荷重の設計値を仮決めし、仮決めした設計値から必要な有効幅を求め、この必要な有効幅を実現できるような構造部材の断面形状を再設計し、再設計した構造部材の形状からオイラー座屈荷重を求めるとともに断面二次モーメントを求め、求めたオイラー座屈荷重から再度必要な有効幅を求める、といった工程を、断面二次モーメントが所定の値以下になるまで繰り返し行って、断面二次モーメントの収束値を決定する。
(もっと読む)
塗装方法
【課題】塗装作業の効率化を図ることができながら、自動車ボデ−の製造工程における製造コストおよび設備コストの低減を図ることができる自動車ボデ−の塗装方法を提供すること。
【解決手段】電着塗装された金属鋼板に、線膨張率が4.0×10−5/℃m以下ポリプロピレン樹脂部材を組み付け(組み付け工程)、金属鋼板に組み付けられたポリプロピレン樹脂部材に、活性メチレン系ブロックポリイソシアネートおよび塩素化ポリオレフィンを含有する導電性プライマーを塗布し(塗布工程)、その後、酸触媒を含有する中塗塗料を塗装して(中塗工程)、さらに、触媒を含有する上塗塗料を塗装して(上塗工程)、140℃以下で焼き付ける(焼付工程)。
(もっと読む)
車体後部構造および車体製造方法
【課題】 組立途中の車体の変形(サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な技術を提供する。
【解決手段】 本発明の代表的な構成は、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続して構築される車体後部構造100であって、アンダーボディアセンブリ110は、車体後部底面を形成し後端に第1のフランジ128aを備えたリヤフロアパネル128、およびリヤフロアパネル128の下面に接続される梁状のリヤサイドフレーム136を含み、サイドボディアセンブリ156は、その後端の最下部に、リヤフロアパネル128後端およびリヤサイドフレーム136後端に向かって周り込む延長部102を含み、延長部102が第1のフランジ128aのうちリヤサイドフレーム136直上の部分に結合されていることを特徴とする。
(もっと読む)
溶接組付方法
【課題】溶接を施すワークの種類が多岐にわたる製造ラインでの治具の切替を容易にし、低コストで短期間に設定変更ができる生産設備を提供する。
【解決手段】溶接組付ライン100には、台車106の経路107が設定されている。台車106には、治具110が着脱自在に載置される。識別部150は、治具110にセットされたワークの種類を特定する。台車106が進行した後、リフタ112は、ワークがセットされている治具110を持ち上げて保持する。溶接ロボット111は、リフタ112に保持された治具110上のワークに対して、識別部150によって特定されたワークの種類に応じた溶接を施す。溶接後、解放装置113は、ワークを治具110から解放する。マテリアルハンドリングロボット114は、この解放されたワークを取り出す。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
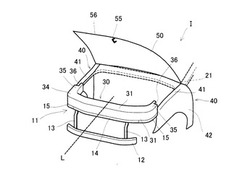
フロントコンポーネント組立システムおよびフロントコンポーネント組立方法
【課題】ダッシュボードをホイールハウスハウジングおよびサイドフレームに高精度で位置決めできるフロントコンポーネントの組立システムを提供すること。
【解決手段】フロントコンポーネント組立システムは、ダッシュボード14、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11からなる自動車のフロントコンポーネント10を組み立てる。このフロントコンポーネント組立システムは、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11を互いに位置決めした状態で支持する搬送台車22と、ダッシュボード14を把持するダッシュボード把持ハンド53と、ダッシュボード把持ハンド53を移動するアーム54と、を備える。搬送台車22は、ダッシュボード把持ハンド53の第1位置決めピン534および突出部536が接続される位置決めピン嵌合部243および突出部嵌合部244を備える。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
車体組立装置
【課題】 車体組立装置において、組付部品の位置決め精度の向上と治具の交換作業に要する時間の短縮を両立する。
【解決手段】 使用する治具の変更時に摺動ユニットが乗り移るレールについては、比較的に精度の低いレールを採用する。それにより、治具の交換作業を、短時間で行うことが可能となる。一方、治具を用いて組付部品を位置決めする作業エリアのレールについては、比較的に精度の高いレールを採用する。それにより、組付部品の位置決め精度が確保される。
(もっと読む)
車体部品の建付け良否判定方法
【課題】適切な建付け不良の検出対策を確立することでその改善に要する工数を削減し、車体品質の早期安定化を図る。
【解決手段】本発明に係る車体部品の建付け良否判定方法は、組付け状態にある複数の車体部品をモデル化して振動解析を行い、解析モデル上に設けた複数の応答点における応答波形の解析結果を取得する振動解析工程、実際の車体部品に対して振動解析工程の時と同じ条件で振動を付与し、かつ解析モデルと同じ位置に設けた応答点5で応答波を検出する応答波検出工程、および、応答波検出工程で検出した応答波の波形を、応答波形の解析結果と比較した結果に基づき、車体部品の建付けの良否を判定する良否判定工程を備える。
(もっと読む)
板金組立用位置規制治具
【課題】小型、安価で汎用性に優れ、少量多品種生産や試作品の組立にも十分対応する。
【解決手段】車体1の左サイドパネル2と右サイドパネル3は、板金組立用位置規制治具10を用いて組み付けられる。板金組立用位置規制治具10は、6つのクランパ11、12、13、14、15、16と、5本の連結棒21、22、23、24、25から主要に構成されている。連結棒21、22、23、24、25は、それぞれ、所望の長さに伸縮自在で、取付面に対し、上下方向への回動も所定に許容して水平方向に回転自在に取り付けられる。クランパ11、12、13、14、15、16は、板金のフランジ部を、ボルト−ナットにより、挟時してクランプするクランプ部61と連結棒の端部52を取り付ける取付面の角度が異なる複数の連結棒取付部62とを有して構成されている。
(もっと読む)
車体精度傾向管理システム
【課題】
品質管理者が車体精度の異常の兆候予測を行うことができ、品質向上、開発・管理コスト低減を行うことができる車体精度傾向管理システムを提供する。
【解決手段】
車体精度傾向管理システムは、車体製造の各種工程で設けられている検査で測定された複数の測定値を測定部位毎に測定時刻とともに入力する入力装置20及び通信部18と、入力された測定値群を測定部位毎に時系列で保存する測定値データベース56を備える。前記システムは、測定部位毎に前記測定値群の統計処理を行い、所定の時間単位毎の平均値と標準偏差、又は、所定の時間単位毎の平均値と測定値の最大値及び最小値を出す処理装置10を備える。前記システムは、前記統計処理の結果を時系列でグラフにし、該グラフと該測定部位の管理値(基準値)とを出力するディスプレイ30を備える。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びるピラー22とサイドフレームアウタ25とを含むサイドボディ20にスタッドボルトを立設するステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルに前記スタッドボルトを車幅方向外方側から組み付けるステップとを備え、前記スタッドボルトは、車幅方向内方側に向かって延びるように前記ピラーの下部に立設され、前記サイドフレームアウタは、前記サイドシルの下部まで延びるように形成される。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に形成される周壁部12a、12b、12c、12dの内部にリブ12e、12fが一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びる複数のピラー22を含むサイドボディ20の前記各ピラーの下部を互いに車体前後方向に離間して設けるステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルの前記リブに前記各ピラーの下部を接合するステップとを備え、前記サイドシルは、前記周壁部の一部が切り欠かれて前記リブの一部が露出させられ、前記リブの露出した部分に前記各ピラーの下部が接合される。
(もっと読む)
治具切換装置および治具切換方法
【課題】極力狭い領域に複数の保持治具を保管でき、かつ作業ロスの少ない保持治具の交換が可能な治具切換装置および治具切換方法を提供する。
【解決手段】本発明は、回転可能に設けられた回転台7に、ワークWを保持するための治具である保持治具3が複数格納されており、当該保持治具3の姿勢は、前記ワークWを保持可能な保持姿勢および前記回転台7上に格納された格納姿勢の間で、姿勢変更手段10により変更される。
(もっと読む)
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
(もっと読む)
未発泡シート貼着装置
【課題】自動車の製造時に、自動車のボデーを構成するサイドメンバーに未発泡シートを自動的に貼り付ける未発泡シート貼着装置を提案する。
【解決手段】離型紙ロール22から引き出された離型紙16をベース部材8上で移動させ、その離型紙16を曲折することにより、その離型紙16から、未発泡シート2を剥離し、その剥離した未発泡シート2をシート支持体26上に載置し、次いでシート支持体26上の未発泡シート2を、サイドメンバー上に搬送して、そのサイドメンバーに自動的に貼り付ける。
(もっと読む)
1 - 20 / 38
[ Back to top ]