
Fターム[3D114DA07]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | ワーク取扱装置 (1,047) | 搬送装置 (429) | コンベア (92)
Fターム[3D114DA07]に分類される特許
1 - 20 / 92
搬送処理装置
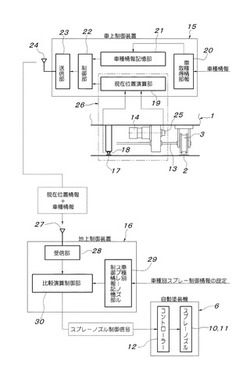
【課題】搬送台車上の定位置に積載されて搬送される複数種類の車体を自動塗装機によって自動塗装する塗装ラインなどに効果的に活用出来る搬送処理装置を提案する。
【解決手段】搬送台車1には、車種情報記憶部21と、搬送台車1の現在位置を判別する現在位置情報取得手段26と、車種情報と現在位置情報とを地上制御装置16に伝送する情報伝送手段が設けられ、地上制御装置16には、自動塗装機6を制御するときの搬送台車の現在位置が車体Bの種別毎に設定記憶される車種別スプレーノズル制御情報記憶部29と、自動塗装機6に制御信号を送信する比較演算制御部30が設けられ、この制御部30が、前記記憶部29の記憶情報と、自動塗装機6の位置を通過しようとする搬送台車1から受け取った種別情報及び現在位置情報とを照合して、前記記憶部29の記憶情報通りに、搬送台車1の現在位置に合わせて自動塗装機6を制御する構成。
(もっと読む)
エンジン搭載装置

【課題】作業者による作業スペースを十分に確保することができ、かつ、搬送ラインの床面にピットを形成する必要がなく、搬送台車の強度を抑え、搬送台車を駆動する力を低減させることができるエンジン搭載装置を提供すること。
【解決手段】エンジン搭載装置1は、搬送台車4と並行して走行する移動台車11と、移動台車11に配設されたベース21と、エンジン8を載置するフォーク22と、互いに平行に並ぶ状態でベース21とフォーク22とに回動可能に連結された複数のリンク23と、リンク23及びフォーク22を上昇方向へ付勢するアシストシリンダー31と、リンク23を正逆両回転方向へ駆動する駆動モータ32と、を備えている。エンジン搭載装置1は、搬送ラインAを走行する搬送台車4上の車両ボディ7における組付位置71に対して、フォーク22上に載置されたエンジン8を下方から対向させて、搬送台車4と並行して走行するよう構成されている。
(もっと読む)
塗装システムおよびドア開閉用ロボットの開閉ハンド
【課題】走行装置を用いることなくドアの内側部の塗装を行うことが可能な塗装システムを提供する。
【解決手段】この塗装システム100は、車体120を搬送するコンベア10と、高さ位置H2に固定的に設置され、コンベア10による車体120の搬送動作に追従するように姿勢を変化させて車体120のドア121の内部を少なくとも塗装する塗装用ロボット20と、高さ位置H2とは異なる高さ位置H3に固定的に設置されるとともに塗装用ロボット20と作業範囲がオーバーラップ可能なように構成され、コンベア10による車体120の搬送動作に追従するように姿勢を変化させて車体120のドア121の開閉およびドア開放状態の保持を行うドア開閉用ロボット30とを備える。
(もっと読む)
自動車組立設備及び自動車組立方法
【課題】サイクルタイムの延長を招くことなく、空になった台車を排出位置まで返送する。
【解決手段】リフタ20に、第1の台車31を牽引するための牽引手段(係合部40)を設け、次に組み付ける部品E’を搭載した新たな台車31’の下方に昇降台21を配置したときに、牽引手段で牽引された第1の台車31を、リフタ20の移動経路から排出する排出位置に配置するようにした。
(もっと読む)
車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置
【課題】低コストで敷設スペースを必要としない車体組立ラインにおけるドアの搬送方法及び車体組立ラインにおけるドアの搬送装置を提供する。
【解決手段】搬送コンベアC/Vの搬送パレット1に車体Wを載置して搬送することにより前記車体Wに部品を組み付ける車体組立ラインLにおけるドア搬送方法であって、前記搬送パレット1の基台2に配設したドア収納部4に、前記車体Wから取り外したドアDを載置して搬送する。
(もっと読む)
車体組立ライン及び車体組立方法
【課題】低コストかつ省スペースを図りつつ、車体からドアを取り外して当該ドアに部品を組み付けた後に当該ドアを車体に戻すことが可能な、車体組立ライン及び車体組立方法を提供する。
【解決手段】車体WからドアD(D1,D2の総称)が取り外されて、基台2から側方外側に出されたドア保持部4に前記ドアDが取り付けられ、ドア保持部4が基台2から側方外側に出されて前記ドアDを保持した状態を維持して搬送パレット1が上流から下流に向けて搬送される間に、前記ドアDに部品が組み付けられる。その後、部品が組み付けられたドアDは、ドア保持部4から取り外されて車体Wに取り付けられる。
(もっと読む)
作業ライン用コンベヤ設備
【課題】搬送用台車上の作業用床面では低くて作業者が積載ワークに対する作業が行い難くなる特定作業区間での作業性を、設備コストを低く抑えながら改善する。
【解決手段】ワーク搬送経路に沿って走行する搬送用台車1と、ワーク搬送経路中の一定区間に並設された作業者用コンベヤ9とを備え、搬送用台車1は、支持するワークWより横側方に張り出す作業用床面7を有し、作業者用コンベヤ9は、搬送用台車1の前記作業用床面7の上側に重なるように地上側に支持され、この作業者用コンベヤ9には、前記搬送用台車1の作業用床面7に当接して摩擦駆動される摩擦従動輪23aが軸支され、この摩擦従動輪23aと作業者用コンベヤ9の作業者搭乗面17aを形成するコンベヤベルト17とが、前記作業者搭乗面17aが前記作業用床面7と同一速度で移動するように連動連結された構成。
(もっと読む)
車両用ガラスの処理装置
【課題】よりシンプルな構成によって、車両用ガラスを迅速に処理することにある。
【解決手段】位置決め部材20の基準点を搬送部材10の基準位置に配置しつつ位置決め部材20を搬送部材10上に配置するとともに、検出部材70によって、車両用ガラスWの基準点と位置決め部材20の基準点の双方をそれらの上方から検出可能とし、検出部材70が、車両用ガラスWの基準点と位置決め部材20の基準点がずれていることを検出したとき、移動部材によって位置決め部材20を水平方向に移動させて同ずれを補正したのち、車両用ガラスWを持ち上げる構成である。
(もっと読む)
タイヤ組付け用搬送設備
【課題】自動車組立てラインで吊下げ搬送される車体に対するタイヤ組付け作業を、当該車体の搬送経路の左右両側で行う場合のタイヤ搬送設備として効果的に活用出来るタイヤ組付け用搬送設備を提供する。
【解決手段】タイヤTを組み付ける前の車体Bを吊り下げてタイヤ組付け作業エリア4に搬送する車体吊下げ搬送装置1と、車体Bに組み付けるべきタイヤTを前記車体吊下げ搬送装置1で搬送される車体Bと同期状態で前記タイヤ組付け作業エリア4に搬送するタイヤ搬送装置2を備えたタイヤ組付け用搬送設備において、前記タイヤ搬送装置2は、前記車体吊下げ搬送装置1の車体搬送経路の下側に、当該車体搬送経路と前記タイヤ搬送装置2のタイヤ搬送経路とが平面視において重なるように配設された構成。
(もっと読む)
搬送装置及び搬送システム
【課題】ピットを掘る必要をなくすことでコストを削減でき、容易に設備ラインの長さを変更したり、設備を移設・増設したりすることが可能な搬送装置及び搬送システムを提供する。
【解決手段】搬送装置100は、それぞれが一対のスプロケット13・13に捲回されて対向する一対のチェーン14・14と、一対のチェーン14・14の間に掛け渡されて設けられる複数枚のスラット16・16・・・と、を備える、スラットコンベア10と、スラットコンベア10が備えるスラット16・16・・・における外面上側に対して着脱可能に配設される、支持部材21と、を具備し、支持部材21の上部にワークWを載置した状態で、スラットコンベア10を駆動させることにより、ワークWを搬送する。
(もっと読む)
ガラス位置決め装置およびガラス位置決め方法
【課題】ガラスの寸法にバラつきがあったとしても、接着剤の塗布面の高さが一定になるようにガラスを位置決めすることを目的とする。
【解決手段】ガラスGに接着剤を塗布するために該ガラスを所定の位置に位置決めするガラス位置決め装置10であって、前記ガラスを挟んだ両側に配設され、前記ガラスを挟持する方向に沿って移動可能な位置決め部材31a、31bと、前記位置決め部材31a、31bの前記ガラス側にそれぞれ配設され、前記位置決め部材31a、31bが前記ガラスを挟持する方向の移動と共に移動され、前記ガラスを下方から固定する固定部材53a、53bと、を備えていることを特徴とする。
(もっと読む)
車体移載装置
【課題】簡素な構成でありながら、下側搬送手段に沿って搬送されてくる車体を上側搬送手段に正確に移載可能とする。
【解決手段】車体2を載置した状態で搬送する下側搬送手段3に沿って搬送されてくる車体2を、上側搬送手段7に移載するための車体移載装置1である。下側搬送手段3を構成するスラッド板4に設けられた車体載置部材5に対して係脱可能に設けられ、車体載置部材5に係止することによって下側搬送手段3と同期移動する同期手段10と、昇降可能に設けられ、下側搬送手段3に沿って搬送されてくる車体2をリフトアップして上側搬送手段7に移載するリフト手段20とを備える。リフト手段20は、車体2が搬送方向所定位置まで搬送されるまでの間、同期手段10と連結して同期手段10と同期移動し、搬送方向所定位置において、同期手段10からの分離を伴って車体2をリフトアップするように構成されている。
(もっと読む)
搬送装置
【課題】外部入力信号機器を減らすことができる搬送装置を提供する。
【解決手段】搬送経路上にてパレット21を搬送または停止する搬送装置10であって、パレット21はチェーン25を備え、チェーン25に歯合するスプロケット31と、スプロケット31を駆動し、モータ33と、モータ33の回転角を検出するエンコーダ34と、を備え、エンコーダ34からの検出値に基づいてモータ33の回転を制御するサーボモータ機構32と、サーボモータ機構32によってパレット21の搬送または停止を制御するコントローラ50と、を具備し、コントローラ50は、パレット21が基準位置を通過したときをサーボモータ機構32のエンコーダ34によって0点基準位置として検出し、0点基準位置からの積算検出値に基づいて、パレット21を搬送または停止する。
(もっと読む)
塗装システム
【課題】本体と、該本体に対して揺動可能に連結された部材とを有する被塗装物に対して、効率よく塗装を施す。
【解決手段】塗装システムは、下流側の自動車車体14のボンネット22及びトランク26に対して塗装を施す第1塗装ロボット16a、16bと、ボンネット22及びトランク26を開閉するためのオープナーロボット18と、上流側の自動車車体14aの乗員室ドア24a〜24dに対して塗装を施す第2塗装ロボット16c、16dとを有する。第1塗装ロボット16a、16bによる自動車車体14のボンネット22の内側への塗装作業が終了した後、オープナーロボット18が自動車車体14のボンネット22を閉止する。この閉止の間、第1塗装ロボット16a、16bは、自動車車体14のBピラー40a、40bに対して塗装を施す。
(もっと読む)
コンベア装置
【課題】コンベア上での組付作業やコンベア上のパレットへの部品搭載作業を容易化する。
【解決手段】コンベア2の支持部(支持レール33及び支持ローラ34)をパレット1に対して幅方向一方側に偏在させ、支持部の幅方向他方側に形成される作業空間Qをパレット1の搬送経路内に侵出させる。また、支持部で支持されたパレット1の幅方向一方側の端部(突出片12)を上方から押さえる押さえ部(押さえローラ51)を設ける。
(もっと読む)
搬送装置
【課題】簡単な構造でコンパクトな汎用性の高い搬送装置を提供する。
【解決手段】搬送装置1は、支持手段21に支持されたトレー11の下方位置で、無端の駆動チェーン33をトレー11の循環経路に沿って走行させて、チェーン案内手段32Bによって直進動作の開始位置から終了位置まで案内し、直進動作の終了位置で駆動チェーン33の走行方向を列方向から横方向に変更し、横進動作の開始位置から終了位置まで案内し、横進動作の終了位置で駆動チェーンの走行方向を横方向から列方向に変更する。そして、トレーブロックへの押し当てが直進動作の開始位置から終了位置までの間と横進動作の開始位置から終了位置までの間で交互に行われるように複数のローラアタッチ34を駆動チェーン33に所定のピッチで設ける。
(もっと読む)
組付け搬送装置
【課題】精度高く部品を車体に組付け可能な組付け搬送装置を提供する。
【解決手段】組付け搬送装置10は、チェーンコンベア1、ハンガ2、自走台車3、及びロボット4を備える。ハンガ2は、車体Wを懸架し、チェーンコンベア1に牽引される。自走台車3は、ハンガ2と共に車体Wが搭載され、部品組立ラインALを往復動する。ロボット4は、自走台車3と同期して移動する。チェーンコンベア1は、部品組立ラインALの始端部ではハンガ2との係合が解除され、部品組立ラインALの終端部ではハンガ2が再び係合する。これにより、組付け搬送装置10は、部品を車体Wに組付け中は、パワーチェーン12の振動が車体Wに伝達することなく、精度高く部品を車体Wに組付けることができる。
(もっと読む)
物を搬送するためのコンベヤーシステム及びそのようなコンベヤーシステムを有する浸漬処理システム
本発明は、物8を搬送するためのコンベヤーシステムであって、特に、回転軸線44を中心に回転され得る、少なくとも1つの耐荷重車輪40を支持する車台22を有した少なくとも1つのコンベヤー搬送部18を具備する浸漬処理システム2において車体8を搬送するためのコンベヤーシステムに関する。少なくとも1つの物8が、枢動軸線36中心に枢動可能な取付装置84に取り付けられ得る。少なくとも1つの耐荷重車輪40は、ガイドレール14上を走行する。コンベヤー搬送部18は、駆動手段64を用いてガイドレール14に沿って移動させられる。少なくとも1つの耐荷重車輪40の回転軸線44及び取付装置84の枢動軸線36は、互いに同軸線上に配置される。本発明は、更にこうしたコンベヤーシステム10を具備する浸漬処理システム2に関する。 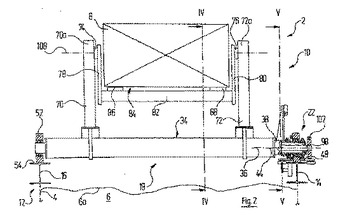 (もっと読む)
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
オーバーヘッドコンベア
【課題】互いに隣り合う作業工程エリア間の一搬送距離を必要時に変更する作業が比較的容易で、しかも、管理が比較的容易でメンテナンスの頻度も比較的低いオーバーヘッドコンベアを提供する。
【解決手段】走行レール1に懸架されたハンガー装置2と、その上部より突設された搬送力受け部材3と、走行レール1の近傍に並列配備された駆動レール4と、前記駆動レール4に支持されるバー状主部材5とラック6とで形成されると共にレール長手方向Xに長い搬送力伝達杆7と、ラック6に噛合するピニオンギヤ8を駆動することで搬送力伝達杆7を一搬送距離S1の間で往復走行させる駆動手段9と、バー状主部材5の長手方向での所定箇所に締結され、搬送力伝達杆7の往動時に搬送力受け部材3を係止してハンガー装置2を一搬送距離S1だけ搬送させ、搬送力伝達杆7の復動時に離脱変位して搬送力伝達杆7を戻り移動させる係脱手段11と、を備えた。
(もっと読む)
1 - 20 / 92
[ Back to top ]