
Fターム[3D114EA01]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 固着 (326) | 溶接 (112)
Fターム[3D114EA01]の下位に属するFターム
溶接治具 (15)
ロボット (44)
抵抗溶接 (25)
高密度エネルギー溶接(レーザー溶接等) (7)
アーク溶接 (7)
Fターム[3D114EA01]に分類される特許
1 - 14 / 14
車両用パネルクランプ装置
【課題】仕様と表面屈曲度に関係なくフードパネルをクランプすることのできる車両用パネルクランプ装置を提供する。
【解決手段】ベースフレームと、ベースフレームの左右両側に設けられ、第1スライドプレートを左右方向に往復移動させる第1移動ユニットと、ベースフレームの前方と後方に設けられ、第2スライドプレートを前後方向に往復移動させる第2移動ユニットと、左右方向に移動可能で、第1垂直移動手段により上下方向に移動可能に構成され、パネルの左右をクランプする第1クランプユニットと、前後方向に移動可能で、第2垂直移動手段により上下方向に移動可能に構成され、パネルの前方をクランプする第2クランプユニットと、後方に配置され、前後方向に移動可能で、第3垂直移動手段により上下方向に移動可能に構成され、パネルの後方をクランプする第3クランプユニットと、を含むことを特徴とする。
(もっと読む)
ドアフレーム及びその製造方法

【課題】溶接による熱歪みの影響が小さく、溶接工程で要する時間が短いドアフレーム及びその製造方法を得る。
【解決手段】車両のドアフレーム本体を形成するサッシュフレームと、このサッシュフレームに接合されたブラケットとを有するドアフレームにおいて、上記サッシュフレームとブラケットが、その一方の上に他方のエッジ部を位置させた位置関係で重ね合わせられ、該エッジ部において溶接され、重ね合わせられた対向面間において接着剤が充填されていることを特徴とするドアフレーム。
(もっと読む)
加工システム及び加工方法
【課題】加工装置による加工動作の最中やその直前においても、加工装置の位置決め制御の精度を向上させ、ひいては加工装置による加工精度も向上させること。
【解決手段】加工機12が取り付けられたロボット11は、ワーク2の加工対象の目標位置41までの移動動作と、加工対象に対する加工動作とを行う。ロボット移動機構14は、ロボット11を、搬送台車18により搬送されているワーク2と並走するように移動させる。ロボット制御装置17は、同期センサ15の検出結果を用いてロボット移動機構14の移動を制御し、視覚センサ13又は同期センサ15の検出結果を用いてロボット11の位置決め制御を実行する。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びるピラー22とサイドフレームアウタ25とを含むサイドボディ20にスタッドボルトを立設するステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルに前記スタッドボルトを車幅方向外方側から組み付けるステップとを備え、前記スタッドボルトは、車幅方向内方側に向かって延びるように前記ピラーの下部に立設され、前記サイドフレームアウタは、前記サイドシルの下部まで延びるように形成される。
(もっと読む)
スパッタ除去装置およびスパッタ除去方法
【課題】ボディに残留したスパッタを効率的且つ確実に除去することが可能な装置および方法を提供する。
【解決手段】ボディ1の四隅を4つの油圧シリンダ4により持ち上げて4点支持し、この状態でボディ1をバイブレータ5により加振してボディ1に残留したスパッタをスパッタ集約位置へ向けて移動させ、スパッタ集約位置へ向けて移動するスパッタをロボットに装着された吸引部を移動させながら吸引するので、従来除去するのが困難であったボディ1に張り付いたスパッタやパネルとパネルとの間に挟まったスパッタを浮かせて吸引することが可能になり、すべてのスパッタを確実に除去することができる。
(もっと読む)
撮影機及び画像処理装置を有する治具自動制御方法及び治具自動制御装置
【課題】従来の治具は複数のセンサーや配線がある為溶接ガン等が接触してセンサーが破損したりセンサーにゴミが付き誤った検出信号により誤作動が起ったり配線ケーブルが経時の劣化や繰り返し作動によるヒビ割れ発生で断線する課題があった。
【解決手段】自動車製造工程等に使用される治具の作動の全てを撮影可能な位置に設けた撮影機1と、撮影機1と通信手段2により接続されている画像処理装置3と、画像処理装置3と通信手段4により接続されている治具制御装置5とから成り、画像処理装置3は撮影機1から送られてきたワークWの形状と種類及び治具Aの作動状態の画像に基づいて処理されたデータを治具制御装置5に送信し、治具制御装置5は画像処理装置3からのワークW及び治具の作動情報に基づいて治具A制御信号を送信し治具Aの作動を制御する撮影機及び画像処理装置を有する治具自動制御装置及び方法による。
(もっと読む)
部品投入方法および部品投入装置
【課題】設備費の増大を招くことなく、部品組付工程への部品投入時間を短縮する。
【解決手段】搬送ロボット1に設けたテンプレート治具が、小物部品セット台7にセットしてある小物部品(ガードバーなど)を位置決め把持し、小物部品を把持した状態で、ドアインナパネル置き台3に載置してある本体部品(ドアインナパネル)を位置決め把持する。これら小物部品および本体部品を同時に把持したテンプレート治具は、搬送ロボット1によりスポット溶接工程11に搬送移動されて位置決めされ、かつスポット溶接工程11側にて本体部品を位置決め固定した状態で、仮付け溶接作業を搬送兼溶接ロボット17および溶接ロボット19により実施する。
(もっと読む)
溶接打点の管理システム、プログラム、記録媒体
【課題】 スポット溶接の打点位置に、この溶接打点の位置を指し示すと共に当該溶接打点の管理番号が表示されたバルーンを効率的かつ正確に配置することができる溶接打点の管理システムを提供する。
【解決手段】 画像βには、溶接打点D1〜D6の打点位置及びバルーンBA1〜BA6が表示され(S201)、バルーンBA1,BA6が溶接打点D1,D6の打点位置に配置されると、配置された打点位置が画像β上で定義される座標値として認識される(S203)。システム本体13は、溶接打点D1,D6の座標値をデータベース14から読み出し(S205)、画像β上で定義される座標値に変換するための変形倍率Kを算出する(S207)。続いて、溶接打点D2〜D5の座標を変形倍率Kを用いて変換し(S209)、画像β上でバルーンBA2〜BA5を溶接打点D2〜D5にそれぞれ配置する(S211)。
(もっと読む)
溶接装置
【課題】溶け落ちが発生しない溶接装置を提供することを課題とする。
【解決手段】ベース51と、ベース51に設けられ、アッパサッシュ(第1のサッシュ)54とサイドサッシュ(第2のサッシュ)55の断面を付き合わせた状態で、両者を保持する角度クランプ53、表面クランプ65(クランプ手段)と、アッパサッシュ(第1のサッシュ)54、サイドサッシュ(第2のサッシュ)55の断面と略直行する方向の軸を中心にベース51を回転させる回転手段と、アッパサッシュ(第1のサッシュ)54と前記サイドサッシュ(第2のサッシュ)55の突合せ部分の周面を溶接する溶接ロボットと、回転手段を駆動し、サッシュの突合せ部分の周面の溶接を行なう箇所が略水平となったら溶接ロボットを駆動して溶接を行なう制御手段とで構成する。
(もっと読む)
ワーク位置決め装置
【課題】 設備費の低減に好適なワーク位置決め装置を提供する。
【解決手段】 位置決めするワーク形状に対応して形状が相違する複数のゲージGを放射状に備え、その回転位置に応じたゲージGを使用位置に突き出させる複数のゲージユニット2、4と、前記各ゲージユニット2、4に連結された回転部材(ピニオン20)に夫々係合し、その移動により各回転部材20を介して各ゲージユニット2、4を連動して回転させて各ゲージユニット2、4の回転角度位置を連携させる連携手段(ラック21)15と、前記連携手段(ラック21)15を予め設定した複数の停止位置のいずれかに停止させ、停止位置に応じて前記各ゲージユニット2、4から使用位置に突き出させるゲージGを設定するワーク種別切換手段16と、を備えるようにした。
(もっと読む)
車両組付け精度管理方法
【課題】 完成車両の組付け精度に影響を与える車両構成部品や車両構成部材(サブアッシー)を特定しながら、該車両構成部品の製品精度や該車両構成部材の組付け精度を集中管理することにより、完成車両の安定した組付け精度管理を実現することのできる車両製造ラインの組付け精度管理方法を提供する。
【解決手段】 複数の車両構成部品や車両構成部材同士が組み付けられて完成車両が製造される車両の製造ラインにおいて、それぞれの車両構成部品や車両構成部材ごとに、適宜の組付け位置を測定するとともに組付け位置データとし、それぞれの組付け位置データを説明変数とし、最終または中間の完成車両の組付け精度を表す基準組付け位置データを目的変数とし、この説明変数と目的変数に基づく回帰分析をおこなうことで、寄与率の相対的に高い部品や車両構成部材を特定するとともに、目的変数を適宜の組付け精度に調整する方法である。
(もっと読む)
車体接合構造
【課題】 溶接による接着剤の焼けに伴う煙や悪臭の発生を抑えつつ、接着剤がフランジの外側縁からはみ出すのを的確に防止する。
【解決手段】 一方の車室側フランジ3は、隣接する2つの溶接部10、10で挟まれた部分に、対向する他方の車室側フランジ2から離間した隆起部12を有し、この隆起部12によって、他方のフランジ2との間に隙間13が形成される。隆起部12の長手方向に延びる中央輪郭線12aの両端からフランジ3の内側縁3aに向けてフランジ3の横断方向に延びる一対の端輪郭線12bは、フランジ3の内側縁3aに向けて互いに遠ざかる方向に傾斜している。接着剤11は、第1フランジ3の隆起部12又は第2フランジ4の対応する部分に塗布される。
(もっと読む)
溶接管理システム、装置、方法、及び溶接機の溶接制御装置
【課題】 各溶接打点の欠損を確実にチェックすることができ、欠損があった場合に欠損箇所を特定しうるようにする。
【解決手段】 ロボット制御装置101と溶接制御装置200は、ワークの仕様ごとに予め設定された溶接打点位置及び溶接打点番号を含む溶接教示データに従って溶接電流値及びその通電時間を制御する溶接制御部201と、車体管理番号取得部202と、溶接が完了した溶接打点位置の溶接打点番号及び当該車体に付与された管理番号を含む溶接データを送信する送信部203とを具備する。一方、溶接管理装置400は、車体ごとの溶接打点番号リストを保持する溶接打点番号リスト保持部402と、各溶接制御装置200から受信した溶接データに含まれる車体管理番号に基づいて車体を特定するとともに、その溶接データに含まれる溶接打点番号と当該車体の溶接打点番号リストとを照合して、溶接打点の欠損の有無を判定する欠損判定部404とを具備する。
(もっと読む)
自動車のドア
本発明は、外部モジュール(4)と内部モジュール(6)とを有する自動車のドアに関する。本発明は、内部モジュール(6)が、金属−プラスチックのハイブリッド構成要素(16)を形成するようプラスチックの基板支持体(14)に接合された、金属フレーム(12)が設けられた支持構造体(10)を備えることを特徴とする。締結ウェブ(88)が、ハイブリッド構成要素(16)のプラスチックの基板支持体(14)上に形成され、前記締結ウェブは、ドアシール(30)を受けるのに使用される。 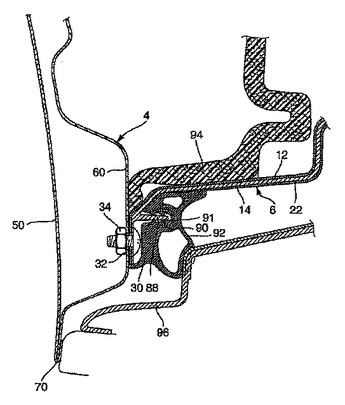 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]