
Fターム[3D114EA06]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 固着 (326) | 溶接 (112) | アーク溶接 (7)
Fターム[3D114EA06]に分類される特許
1 - 7 / 7
車体後部構造および車体製造方法
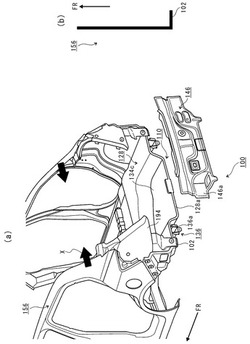
【課題】 組立途中の車体の変形(サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な技術を提供する。
【解決手段】 本発明の代表的な構成は、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続して構築される車体後部構造100であって、アンダーボディアセンブリ110は、車体後部底面を形成し後端に第1のフランジ128aを備えたリヤフロアパネル128、およびリヤフロアパネル128の下面に接続される梁状のリヤサイドフレーム136を含み、サイドボディアセンブリ156は、その後端の最下部に、リヤフロアパネル128後端およびリヤサイドフレーム136後端に向かって周り込む延長部102を含み、延長部102が第1のフランジ128aのうちリヤサイドフレーム136直上の部分に結合されていることを特徴とする。
(もっと読む)
溶接接合による組立方法

【課題】コストを抑えた簡便な組み立て手法であって、かつ、設計上の条件を満足し得る溶接接合による組立方法を提案する。
【解決手段】溶接接合による組立方法は、仮組立工程と、溶接工程と、加熱工程とを含んでいる。仮組立工程は、溶接接合する部材21、22、23を組立治具30にセットし、加熱処理によって接着力が低下して剥離可能な熱剥離型接着剤36によって仮止めして仮組立体31を形成する工程である。溶接工程は、仮組立体を溶接治具40にセットし、部材同士を溶接接合して接合体41を形成する工程である。加熱工程は、接合体を加熱処理して熱剥離型接着剤を剥離して組立体51を得る工程である。
(もっと読む)
ドア固定治具
【課題】 簡易な構成で車体に対してドアを所定の開放状態に保持することができるドア固定治具を提供する。
【解決手段】 車体Wに対してドアDを所定の開放状態に保持するドア固定治具10であって、ドアチェッカー1のためにドアDに形成された四角形状の開口孔3に係合する第1取付部20と、この第1取付部20と第1アーム11で連結され、車体Wに形成されたドアチェッカー1のブラケット固定用のねじ孔5に係合する第2取付部30と、第1アーム11に連結された第2アーム12の先端に設けられ、車体Wのドア開口部周縁のフランジ部13に係合する第3取付部40からなる。
(もっと読む)
溶接組付方法
【課題】溶接を施すワークの種類が多岐にわたる製造ラインでの治具の切替を容易にし、低コストで短期間に設定変更ができる生産設備を提供する。
【解決手段】溶接組付ライン100には、台車106の経路107が設定されている。台車106には、治具110が着脱自在に載置される。識別部150は、治具110にセットされたワークの種類を特定する。台車106が進行した後、リフタ112は、ワークがセットされている治具110を持ち上げて保持する。溶接ロボット111は、リフタ112に保持された治具110上のワークに対して、識別部150によって特定されたワークの種類に応じた溶接を施す。溶接後、解放装置113は、ワークを治具110から解放する。マテリアルハンドリングロボット114は、この解放されたワークを取り出す。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に形成される周壁部12a、12b、12c、12dの内部にリブ12e、12fが一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びる複数のピラー22を含むサイドボディ20の前記各ピラーの下部を互いに車体前後方向に離間して設けるステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルの前記リブに前記各ピラーの下部を接合するステップとを備え、前記サイドシルは、前記周壁部の一部が切り欠かれて前記リブの一部が露出させられ、前記リブの露出した部分に前記各ピラーの下部が接合される。
(もっと読む)
車両用ドア構造及びパネル接合方法
【課題】インナパネルとアウタパネルとの溶接位置のずれを抑制し、見栄えを向上することができる車両用ドア構造及びパネル接合方法を得る。
【解決手段】アウタパネル12は、端縁部がドア内側へ折り返された第1折返し部12Aを備えており、インナパネル14は、端縁部がドア外側へ折り返された第2折返し部14Bを備えている。アウタパネル12とインナパネル14とは、第2折返し部14Bの折返し端部14Dが第1折返し部12Aの折返し端部12Cよりもドア内方へずれた状態で重ね合わされている。第1折返し部12Aの端面12Bと第2折返し部14Bの端面14Cにはシール材16が充填又は塗布されており、第2折返し部14Bの折返し端部14Dと第1折返し部12Aの内側面はレーザブレージングにより接合されてビード18が形成されている。
(もっと読む)
溶接装置
【課題】溶け落ちが発生しない溶接装置を提供することを課題とする。
【解決手段】ベース51と、ベース51に設けられ、アッパサッシュ(第1のサッシュ)54とサイドサッシュ(第2のサッシュ)55の断面を付き合わせた状態で、両者を保持する角度クランプ53、表面クランプ65(クランプ手段)と、アッパサッシュ(第1のサッシュ)54、サイドサッシュ(第2のサッシュ)55の断面と略直行する方向の軸を中心にベース51を回転させる回転手段と、アッパサッシュ(第1のサッシュ)54と前記サイドサッシュ(第2のサッシュ)55の突合せ部分の周面を溶接する溶接ロボットと、回転手段を駆動し、サッシュの突合せ部分の周面の溶接を行なう箇所が略水平となったら溶接ロボットを駆動して溶接を行なう制御手段とで構成する。
(もっと読む)
1 - 7 / 7
[ Back to top ]