
Fターム[3D114EA15]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 固着 (326) | 接着 (66)
Fターム[3D114EA15]に分類される特許
41 - 60 / 66
パネルの組立て方法
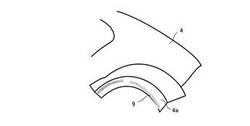
【課題】 アウターパネルとインナーパネルとを合せて溶接する際に、シーリング剤のずれの有無を容易に発見することができるパネルの組立て方法を提供する。
【解決手段】 アウターパネル3の合せ部3aに沿って、シーリング剤9を塗布する。次いでアウターパネル3とインナーパネル4とを合せ、その後、アウターパネル3をインナーパネル4から引き剥がす。すると、インナーパネル4の合せ部4aに、アウターパネル3の合せ部3aに塗布されたシーリング剤9の一部が転写される。この転写されたシーリング剤9の位置或いはシーリング剤9の有無を目視することで、適切な箇所にシーリング剤9が塗布されているか否かを判断する。
(もっと読む)
ストリップ材料を貼付するための方法および装置
本発明は、ストリップ材料を基部へ貼付する方法および装置に関する。特に、本発明は、基部への弾性材料の細長いストリップの自動貼付に関する。本発明はさらに、ウェザーストリップシールなどのシールストリップを基部へ貼付する装置および方法に関する。細長いストリップを駆動手段5によって前進させ、貼付ユニット9によって基部へ位置決めする。細長いストリップ1の応力を、駆動手段と貼付ユニット9との間の領域に位置決めされた応力制御ユニット8によって制御する。 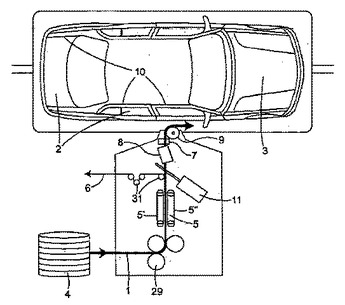 (もっと読む)
(もっと読む)
粘着テープ貼付け装置

【課題】ワークのテープ貼付け面に対して貼付けローラを安定よく押圧させて、粘着テープ貼付け操作を軽快迅速に行う。
【解決手段】ワークWのテープ貼付け面Sに沿って移動操作される本体1に、粘着テープTをテープ貼付け面Sに押圧して貼り付ける弾性変形可能な前後一対の貼付けローラ5と、貼付けローラ5の前方位置においてテープ貼付け面Sと異なったワーク外面であるウエザーストリップ装着溝m2に係合する第1ガイドローラ7と、テープ貼付け面Sと反対側のワーク終端の屈曲した角部10に係合する前後一対の第2ガイドローラ8とを設ける。
(もっと読む)
粘着テープ貼付け装置
【課題】ワークに沿って前進移動させながら粘着テープを貼付けローラによってテープ貼付け面に押圧して貼付けてゆく粘着テープ貼付け装置において、粘着テープからセパレータを精度よく剥離するとともに、剥離されたセパレータに邪魔されることなく円滑に粘着テープ貼付けを行うことができるようにする。
【解決手段】貼付けローラ2aに対向して配備したセパレータガイド16のセパレータ案内面17の先端が、貼付けローラ2aの頂点に臨設するように配備した状態で貼付けローラ2aに粘着テープTを送り込み、粘着テープから剥離したセパレータstをテープ貼付け移動方向とは異なる方向に排出しながらワークWのテープ貼付け面Sに粘着テープTを貼り付ける。
(もっと読む)
移動するワークピースを加工するための加工システム
加工システム(10)が、産業用ロボット(16)によって、移動するワークピース(12)の加工を行い、産業用ロボット(16)を、ワークピース(12)及び/又は移動可能なワーク担持ユニット(14)に一時的に固定結合させることができ、産業用ロボット(16)は、非結合動作位置(42)で、能動的に作用する駆動ユニット(20)によってワークピースとは無関係に移動させることができる担持デバイス(18)によって担持され、結合動作位置(44)で、浮動軸受システム(22)によって、担持デバイス(18)に対して浮動に取り付けられ、さらに、産業用ロボット(16)の制御ユニット(36)及び/又は少なくとも1つの製造ユニット(40)が、担持デバイス(18)上に配置されることを特徴とする。 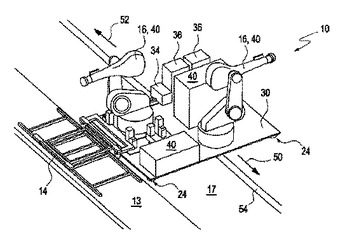 (もっと読む)
(もっと読む)
車体構造および車体構造の解体方法
【課題】CRRPおよびスチール等の部品を分別回収でき、他部品を破壊することなく部品交換が可能であり、かつ解体工数が低減できる車体構造および車体構造の解体方法を提供する。
【解決手段】解体温度の異なる複数の解体性接着剤によってそれぞれ接着された複数の接着部を有することを特徴とする車体構造である。
(もっと読む)
ウエザストリップの取付け方法
【課題】装着が容易で、フランジの所定の場所に確実に取付基部を装着することができる自動車用ウエザストリップの取付け方法を提供する。
【解決手段】ウエザストリップ10をフランジに組付治具40を使用して取付ける取付け方法において、ウエザストリップ10は、取付基部20と、シール部30を有し、取付基部20は、少なくとも底壁26と車外側側壁21を有する断面略L字形部分を備え、車外側側壁21の車内側面に両面接着テープ25が貼着される。組付治具40は、保持部60と、押圧部50を有する。保持部60で、取付基部20をフランジ7の先端方向側に湾曲させ、取付基部20を鈍角状に開かせてセットし、押圧部50で、フランジ7の先端に底壁26を押圧するとともに、車外側側壁21の両面接着テープ25をフランジ7の側面に押圧して、フランジに接着するウエザストリップの取付け方法である。
(もっと読む)
テープ貼付装置
【課題】従来のテープ貼付装置は、ドアサッシュの開口端縁に粘着テープを折り曲げ状態で貼着することができない。
【解決手段】本発明によるテープ貼付装置10は、粘着テープ6aの一部をドアサッシュ5の端縁部の表面5fに接合させる第1の押圧ローラ18と、メインボディ11の案内基準面11aとドアサッシュ5の端縁部との間に介在する粘着テープ6aの非接合部分をドアサッシュ5の端縁に沿って裏面5b側に折り曲げる第1の折り曲げ案内ローラ36と、この第1の折り曲げ案内ローラ36によって折り曲げられた粘着テープ6aの非接合部分をドアサッシュ5の端縁に沿ってさらに折り曲げてドアサッシュの端縁部の裏面5b側に近接させる第2の折り曲げ案内ローラ37と、この第2の折り曲げ案内ローラ37により折り曲げられた粘着テープ6aの非接合部分をドアサッシュ5の端縁部の裏面5bに接合させる第2の押圧ローラ38とを具えている。
(もっと読む)
接着作業用の車両ボデー加温装置
【課題】搬送されてくる車両のボデー側面に対して粘着層を有する部材を押圧して接着する作業に際して、搭載位置のずれを伴うか否かに拘らずボデー側面の温度に適合した熱量で加温し得る接着作業用の車両ボデー加温装置を提供する。
【解決手段】複数個の赤外線ランプ11を備えた加温装置本体10に、この本体を搬送路に対して前進又は後退させる進退駆動機構16〜18が付属すると共に、加温装置本体10及びその対向するボデー側面、例えばサイドドアパネル1a間の離間距離を検知する距離センサと、その温度を検知する温度センサと、距離検知信号Rに応答して加温装置本体10を所定の離間距離に位置付けするように進退駆動機構16〜18を駆動制御する進退制御部21と、サイドドアパネル1aを所定の温度に加温するように、作動すべき赤外線ランプ11の個数を内蔵の個数データを基に温度検知信号Tに応答して選択して作動させる熱源制御部26とを備える。
(もっと読む)
モール装着装置及びモール装着方法
【課題】角部を有する板材の周縁に、手間を省いて効率よくモールを装着することができると共に、無駄となるモールを削減することが可能なモール装着装置及びモール装着方法を提供する。
【解決手段】装着装置1は、モール5を押圧点Pで板材7に押圧する押圧手段10と、モール5を送る送り手段20と、送られるモール5の先端が所定位置を通過したことを検知する先端検知手段30と、先端検知信号に基づいて、送り手段20によるモール5の送りを停止させてモール5を待機させ、押圧点Pに対して板材7を移動させる板材移動手段90により装着の始点となる角部が押圧点Pに位置させられた際に、板材移動手段90が送出する始点信号を受信して送り手段20によるモール5の送りを開始させ、モール5の先端が始点に到達する所定時間後に、押圧手段10を動作させてモール5を始点に押圧させる装着制御手段とを具備する。
(もっと読む)
ウインドウガラスの分離装置
【課題】大きなウインドウガラスであっても速やかに能率よく車体から分離する。
【解決手段】ウインドウガラスの分離装置は、カッター5を連結している移動台6と、移動台6をカッター5の切断方向に移動させる駆動ロッド8と、駆動ロッド8に連結されて回転する駆動ロッド8で移動台6を移動させる駆動機構7と、移動台6を駆動ロッド8に沿って移動させるガイド9と、駆動ロッド8を回転させるモーター12と、駆動ロッド8の端部を回転できるようにガイド9に連結している支持台10と、ガイド9をウインドウガラス3に脱着できるように装着する吸盤11とを備える。分離装置は、吸盤11を介してガイド9をウインドウガラス3に装着し、カッター5を窓枠部2とウインドウガラス3との間の接着剤4に挿通し、移動台6でカッター5をウインドウガラス3の周縁に沿って移動させて、ウインドウガラス3と窓枠部2との間の接着剤4を切断する。
(もっと読む)
テープ貼付補助装置
【課題】ワークへの粘着テープの貼り忘れを防止することができると共に、粘着テープの貼付作業の作業性を向上させることができるテープ貼付補助装置を提供すること。
【解決手段】テープ貼付補助装置は、ワーククランプ、テープ材マガジン、テープ材フィーダ、重力バランサ及び制御手段等を有している。制御手段は、ワーク検出スイッチからのスイッチ入力を受けたときには、突出ステップとして、テープ材フィーダを移動させることにより、テープ材をテープ材マガジンから突出させ、ロックステップとして、ワーククランプを移動させることにより、載置台からのワークの取出を不能にする。その後、制御手段は、アンロックステップとして、テープ材取出検出スイッチからのスイッチ入力を受けて、ワーククランプを移動させることにより、載置台からのワークの取出を可能にする。
(もっと読む)
成形ガスケットを取り付ける方法及びそのために用いられるガスケット
【課題】 それ用に特化したデュアルデュロメーターガスケットを基板に取り付ける方法を提供する。
【解決手段】 本発明の方法は、溝部分が形成された取付具を利用し、その溝部分にデュアルデュロメーターガスケットを填め込みかつ例えば真空によって適所に保持する。或いは、取り外し可能な成形型を溝部分に填め込むこともあり、取り外し可能な成形型にはエラストマー部材/ガスケットを填め込む。取付具のガスケットが填め込まれた溝部分上に、適切な基板を正確に配置する。基板には接着促進プライマを塗布し、ガスケットまたは基板には接着剤を塗布して、持ち上げる力(揚力)を加えたときにガスケットが溝部分から持ち上げられて基板に接着密着するようにする。 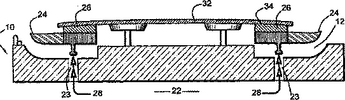 (もっと読む)
(もっと読む)
接着部品の解体方法及び製造方法
【課題】磁性粉入り接着剤によって電気的絶縁物と金属体とを接着させた接着部品を短時間で解体できる接着部品解体方法を提供する。
【解決手段】電源の効率は、(a)に示すように、周波数が400kHzを超えると大幅に低下する。そこで、車体の発熱量及び磁性粉の発熱量双方を加味すると共に電源の効率をも加味し、さらには、装置全体の効率を考慮して、誘導加熱コイルに供給する高周波電力の周波数を検討する。この場合、(b)に示すように、200kHz以上400kHz以下の範囲内の周波数のときに、装置全体の効率が高い。従って、高周波電源から誘導加熱コイルに、200kHz以上400kHz以下の範囲内の周波数をもつ高周波電力を供給して車体と磁性粉入り接着剤の磁性粉とを同時に誘導加熱することにより磁性粉入り接着剤を溶融し、車体からフロントガラスを取り外す。
(もっと読む)
粘着テープ貼付け方法およびこれを用いた粘着テープ貼付け治具
【課題】 ワークの粘着テープ貼付け対象面に貼付けられた粘着テープのはみ出し部分をワークの端辺に沿って折り返して貼り付けるとき、気泡の巻き込み残留を発生することなく、かつ、能率よく端辺への折り返し貼付けを行う。
【解決手段】 治具本体1をワークFの端辺e係合案内してワーク長手方向に沿って移動させ、ワークFからはみ出たテープ部分tを治具本体1に備えた第1押圧部で端辺eの頂部に先行して押圧しながら折り返すとともに、折り返したテープ部分tを治具本体1に備えた第2押圧部3で端辺eの背面s’に後行して押圧する。
(もっと読む)
車体接合構造
【課題】 溶接による接着剤の焼けに伴う煙や悪臭の発生を抑えつつ、接着剤がフランジの外側縁からはみ出すのを的確に防止する。
【解決手段】 一方の車室側フランジ3は、隣接する2つの溶接部10、10で挟まれた部分に、対向する他方の車室側フランジ2から離間した隆起部12を有し、この隆起部12によって、他方のフランジ2との間に隙間13が形成される。隆起部12の長手方向に延びる中央輪郭線12aの両端からフランジ3の内側縁3aに向けてフランジ3の横断方向に延びる一対の端輪郭線12bは、フランジ3の内側縁3aに向けて互いに遠ざかる方向に傾斜している。接着剤11は、第1フランジ3の隆起部12又は第2フランジ4の対応する部分に塗布される。
(もっと読む)
自動車の車体部材接合方法
【課題】 車体部材の接合部に適量の接着剤を塗布して所期の高い接合強度を得つつ、重ね合わせ挟持加圧した両接合部間から接着剤が接合部の外方側にはみ出すことを確実に抑制できる、自動車の車体部材接合方法を提供する。
【解決手段】 接着剤塗布工程において、一方の車体部材10の接合部11に熱硬化型の接着剤15を塗布し、接着剤塗布工程と並行して行うエア吹付工程において、接合部11に塗布された接着剤15に冷却用エア16を接合部11の外方側から吹き付けて、接着剤15の粘度を高めると共に接着剤15の層厚が接合部11の外方側部分に比べて内方側部分の方が厚くなるように接着剤15を偏在させ、その後、接合工程において、一方の車体部材10の接合部11に他方の車体部材20の接合部21を重ね合わせ、これら接合部11,21を溶接用電極により挟持加圧して溶接する。
(もっと読む)
リブ材貼付装置およびリブ材貼付方法
【課題】 リブ材の粘着性が高くなってもリブ材の貼付作業性の低下を防ぐことができるリブ材貼付装置およびリブ材貼付方法を提供する。
【解決手段】 リブ材貼付装置1は、載置部72に載置された離型紙3を除去する際にまずエアーシリンダ91のシリンダチューブ内に空気を注入してロッドを後方から前方へ向けて斜め下方へ所定量移動させる。これによりチャック93が斜め下方へ所定量移動して両挟持部931、931が離型紙3の一端側を挟持した状態で斜め下方へ所定量移動する。これに伴い下側の挟持部931の当接部933がブラケット742の下方延出部742bに当接して移動テーブル本体741を離型紙3の剥離方向Cへ押していき、下方延出部742bがストッパー本体744に当たって移動テーブル本体741が停止することによりリブ材2から離型紙3が所定量剥離される。
(もっと読む)
車両のルーフドリップ部のシーリング方法
【課題】車両のルーフドリップ部のシーラによる防水処理と防錆処理に際し確実なシーリングと装飾用モールの嵌着の為のスペースを確保する。
【解決手段】シーラー5の塗装時の粘度の値を50〜55Pa.s/20℃に設定調整しておき、又、そのTI(チクソ係数)値を5.0〜5.3に設定調整しておき、シーラー5の塗装を、ルーフドリップ溝4の表面温度とシーラー5自体の温度との温度差が10〜40℃の状態において実施し、当該温度差を利用して、当該粘度を5〜15Pa.s/20℃の範囲低下させ、又、当該TI値を5.5〜5.8に上昇させるようにした。
(もっと読む)
プロテクタモールの圧着管理装置
【課題】
プロテクタモールを所定の圧着力で全て均等に圧着取り付けを可能としたプロテクタモールの圧着管理装置を提供する。
【解決手段】
プロテクタモールを車体等に押し付けて移動するロータリエンコーダ11を備えたローラ10と、このローラ10によるプロテクタモールの押圧力を感知する圧力センサ5とからなるプロテクタモールの圧着工具1と、前記ロータリエンコーダ11と圧力センサ5とから出力する信号によりプロテクタモールの圧着状況をモニタにて確認するためのコンピュータとから構成した。
(もっと読む)
41 - 60 / 66
[ Back to top ]