
Fターム[3D114FA16]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 位置決め対象 (394) | ワークとワーク間 (125)
Fターム[3D114FA16]に分類される特許
1 - 20 / 125
ワーク位置決め方法及び装置
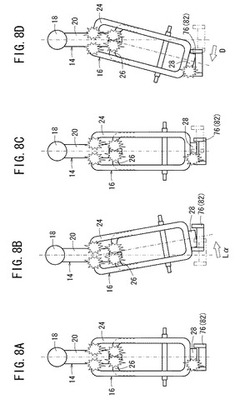
【課題】フレームを精度よく組み立てることができるワーク位置決め方法及び装置を提供する。
【解決手段】溶接を実行する前に、後部フレーム組立体16の前部フレーム組立体14に対する正規姿勢を基準とした位置ズレである変位量Lαと、後部フレーム組立体16を正規姿勢に保持した状態での作用力px(反力)とを計測し、計測した当該変位量Lαと作用力pxとに基づいて、溶接後に後部フレーム組立体16の位置決めを解除したときに後部フレーム組立体16が正規姿勢に戻るようにするための矯正変位量Dを算出し、後部フレーム組立体16を矯正変位させる。
(もっと読む)
フロントエンドモジュールの組付方法及び搬送台車

【課題】オープン構造のフロントサイドメンバーへのフロントエンドモジュールの組付を容易化する。
【解決手段】フロントエンドモジュールMを組付位置まで搬送する搬送台車1にクランプ装置30を設け、このクランプ装置30のクランプアーム31、31で一対のフロントサイドメンバーS、Sを車幅方向外側からクランプすることで、一対のフロントサイドメンバーS、Sを所定の車幅方向間隔に矯正する。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
タイヤ組付け用搬送設備
【課題】自動車組立てラインで吊下げ搬送される車体に対するタイヤ組付け作業を、当該車体の搬送経路の左右両側で行う場合のタイヤ搬送設備として効果的に活用出来るタイヤ組付け用搬送設備を提供する。
【解決手段】タイヤTを組み付ける前の車体Bを吊り下げてタイヤ組付け作業エリア4に搬送する車体吊下げ搬送装置1と、車体Bに組み付けるべきタイヤTを前記車体吊下げ搬送装置1で搬送される車体Bと同期状態で前記タイヤ組付け作業エリア4に搬送するタイヤ搬送装置2を備えたタイヤ組付け用搬送設備において、前記タイヤ搬送装置2は、前記車体吊下げ搬送装置1の車体搬送経路の下側に、当該車体搬送経路と前記タイヤ搬送装置2のタイヤ搬送経路とが平面視において重なるように配設された構成。
(もっと読む)
作業補助装置
【課題】従来に比して、製造ラインでのレイアウト性及び生産効率を向上できる作業補助装置を提供すること。
【解決手段】ワークWを保持するアタッチメント5を有し、作業者Sが付加する操作力に基づいてワークWを搬送するアーム3と、アーム3を駆動させるエアシリンダ21と、エアシリンダ21に出力するエアの圧力を調整する電空レギュレータと、電空レギュレータと通信可能に設けられて、電空レギュレータの出力エア圧を制御する制御装置7と、を備えることを特徴とする作業補助装置1である。
(もっと読む)
ナットプレートの位置決め治具
【課題】ナットプレートをドアに固定するにあたり、ナットプレートのドア対する位置決め精度を高める。
【解決手段】2個のナット4,4の内周に挿入した一対のピン31,32をスプリング50(付勢手段)で付勢してナット4,4の内周に押し付ける。これにより、ナット4,4のピッチ方向とピン31,32のピッチ方向とが一致し、ナットプレート5をドア構成部品2に対して精度良く位置決めすることができる。
(もっと読む)
蓋物部材の組付治具及び組付方法
【課題】ストライカを有する蓋物部材を車体に組み付ける際の作業性を高め、生産性を向上させる。
【解決手段】車幅方向間隔を調整可能な一対の係止部20,20と、一対の係止部20,20の車幅方向中央部Pを設定するセンタリング機構70と、車幅方向中央部Pを基準とした車幅方向所定位置に設けられ、該車幅方向所定位置にストライカ7を位置決めするストライカ位置決め部30と、ストライカ位置決め部30と同じ車幅方向所定位置に設けられ、該車幅方向所定位置にロック部材8を位置決めするロック位置決め部40とを備える。
(もっと読む)
サスペンション調整方法およびサスペンション調整システム
【課題】車体に取り付ける前に行うサスペンションの調整精度を向上できるサスペンション調整システムを提供する。
【解決手段】基準穴S1〜S3の位置を計測し、該計測結果に基づいて、車体21の基準となる位置である基準位置S、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hを規定するとともに、車体21に対して各サスペンション50・60を位置決めする取付基準部P1〜P4の位置を、基準位置Sを基準として、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hに沿って計測する計測装置11と、計測装置11の計測結果より、車両の進行方向L、車両の幅方向W、および車両の高さ方向Hにおける取付基準部P1〜P4の位置ずれ度合いを算出し、該算出結果に基づいて各サスペンション50・60の調整量を設定する伝達装置12と、を具備する。
(もっと読む)
チェッカの角度調整装置及び方法
【課題】ブラケットの角度調整が自動化可能なチェッカの角度調整装置及び方法を提供する。
【解決手段】チェッカ1の角度調整装置10は、ブラケット3を下部に位置させてチェッカ1のアーム2を保持するアーム保持機構20と、保持されたアーム2に対してブラケット3を揺動させて押し上げるブラケット押上機構30と、傾斜ガイド面51aを有するガイド部材51を所定位置に位置させるガイド設定機構50と、ブラケット3を揺動させて押し下げ、傾斜ガイド面51aにブラケット3を当接させるガイド当接機構60とを備える。
(もっと読む)
板金部品製造装置
【課題】コンパクトな装置によって、ワークをブレージングする前の位置決めを精度よく行い、ブレージング治具の動きの自由度も大きい板金部品製造装置を提供する。
【解決手段】トランクリッド製造装置100は、アッパパネル120およびロアパネル130(ワーク)の一方の側180、190をそれぞれ加圧するハンド治具140と、ワークの他方の側200、210をそれぞれ支持してワークの動きを規制する、ハンド治具140と別体の2つのロケータ192、194と、加圧の方向と直交する方向へロケータを移動させてワークを溶接位置に位置決めする位置決め手段220と、ハンド治具140を、2つのロケータに対向する加圧用ポジションと、加圧用ポジションを外れた退避ポジションとに搬送する搬送ロボット225と、を備えることを特徴とする。
(もっと読む)
ウェザストリップ取付け用治具及び取付け方法
【課題】車体フランジ等の対象物に物品が近接配置されている場合であっても、ウェザストリップの取付け作業が容易に行えることを可能にする取付け用治具、及びウェザストリップの取付け方法を提供する。
【解決手段】基部(26)と、この基部に回転可能に支持されるとともに、対象物に対しウェザストリップを押圧可能な押圧面(211)を有する押圧ローラ(21)と、押圧面に作用している力が所定の値未満であるときは押圧ローラを基部に対して回転させず、押圧面に作用している力が所定の値以上であるときは押圧ローラを基部に対して回転可能な状態とするように構成された回転防止手段(267、212)とを有するウェザストリップ取付け用治具である。
(もっと読む)
ドア治具
【課題】ドア治具を介した車体に対するドアの係脱をロボットにより操作する場合に、ドア治具の位置検出や把持機構、複雑なロボットのティーチング作業が不要となるドア治具を提供する。
【解決手段】車体wのセンターピラーw1に取り付けられる車体側治具10とドアdに取り付けられるドア側治具30とから構成され、車体側治具10に形成した車体側係合部14とドア側治具30に形成したばね線材からなる弾性部材35とを係合させることにより、車体wに対してドアdを所定の開度で保持するドア治具1とした。車体側係合部14は棒状部材として構成され、弾性部材35は、車体側係合部14を乗り上げるように弾性変形する起立部42と、車体側係合部14に係合する係合凹部24とを有する。
(もっと読む)
ドア塗装用治具
【課題】センタレールから塗装膜が飛散しにくいと共に、スライドドア及びドア開口部における縁部の塗装を容易に行うことができるドア塗装用治具を提供する。
【解決手段】スライドドア11の車両内側に、水平方向に回動可能なドア支持部2が取り付けられている。また、車両本体に固定配置され、鉛直方向を向く回転軸線を中心としてドア支持部2を回動可能に保持する回転部3を備える。ドア支持部2は、スライドドア11と接続する第1接続部4と、回転部3と接続する第2接続部5との間の距離が、スライドドア11の移動に伴って変化するよう構成されている。そして、スライドドア11が車両のドア開口部7を閉じる閉位置と、スライドドア11の後端部110が車両後方へ最も移動した開位置と、スライドドア11の後端部110が車両側方へ最も移動したワイド開き位置との間で、スライドドア11を移動可能に保持するよう構成されている。
(もっと読む)
車両用液体注入装置
【課題】生産ラインで車両搬送装置により搬送中の車両に対して、その搬送方向と同方向に同期して移送されるロボットに取り付けた注入ガンから注入口に液体を注入する場合において、注入口と注入ガンとの位置合わせが容易で、注入中の大きな位置変動に対しても柔軟に対応することのできる車両用液体注入装置を提供すること。
【解決手段】車両用液体注入装置10は、車両1を搬送する車両搬送装置20と、車両搬送装置20の搬送方向と同方向に同期して移送されるロボット40とを備え、車両1の搬送中に、ロボット40に取り付けた注入ガン50から車両1の注入口2に液体を注入する。注入ガン50のロボット40への取付管55と、先端のノズル57とを、内部が視認可能な樹脂製ホース56で連結してある。
(もっと読む)
ワーク取付け装置
【課題】ワークを車体に自動で取付けることができるワーク取付け装置を提供することを課題とする。
【解決手段】ワーク取付け装置10は、センサ180で検出した開口171の端部172とルーフガラス151の端部173との位置ずれ量、及びセンサ190で検出した開口171の端部181とルーフガラス151の端部182との位置ずれ量に基づき、制御手段200でルーフガラス151の位置及び姿勢を修正するために回転機構60及び移動機構110を制御する。
【効果】車体11の端部とルーフガラス151の端部との位置ずれが自動で解消された後、ルーフガラス151を車体11に取付ける。したがって、ルーフガラス151を車体11に自動で取付けることができるワーク取付け装置10を提供することができる。
(もっと読む)
組立搬送設備
【課題】組立搬送設備を小型化して設備スペースを縮小する。
【解決手段】リフタ24に、幅方向外側に突出可能な可動部(回転アーム70)を設け、この可動部に部品を搭載する。リフタ24から幅方向外側に可動部を突出させることにより、リフタ24の幅方向寸法を超える支持幅で部品を支持することができるため、リフタ24の幅方向寸法を最大の支持幅よりも小さくすることができ、設備の小型化が図られる。
(もっと読む)
組立搬送設備
【課題】部品の組付位置が大幅に変更された場合でも容易に対応可能な組立搬送設備を提供する。
【解決手段】下側搬送装置20にリフタ間距離変更機構70を設けた。これにより、部品の組付位置が変更された場合であっても、複数のリフタ23・24間の距離を容易に変更することができるため、リフタを取り外して移動させるような手間の係る作業を要することなく、迅速に対応することができる。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
サスペンションアッセンブリ取り付け方法
【課題】サスペンションアッセンブリを車両ボディに接近させていく過程でダンパが車両ボディ側と干渉する場合でも、その干渉を回避してサスペンションアッセンブリを車両に取り付けることのできるサスペンションアッセンブリ取り付け方法を提供すること。
【解決手段】サスペンションアッセンブリ取り付け方法は、サスペンションアッセンブリ20を車両のボディ10に取り付ける方法であって、サスペンションアッセンブリを搭載した昇降可能なパレット3の上昇と同期させて、ダンパ25L,25Rを支持するダンパ支持ロボット5L,5Rによりダンパの位置を必要に応じて変更することで、ボディに対するダンパの干渉を回避する干渉回避工程と、サスペンションアッセンブリが所定の高さに到達したとき、ダンパ支持ロボットによりダンパをボディの所定のダンパ取付孔13L,13Rに位置合わせする位置合わせ工程と、を含む。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
1 - 20 / 125
[ Back to top ]