
Fターム[3D114GA06]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 位置決め手段 (485) | 接触によるもの (197) | ピン (79)
Fターム[3D114GA06]に分類される特許
1 - 20 / 79
ワーク位置決め装置及び、ワーク位置決め方法
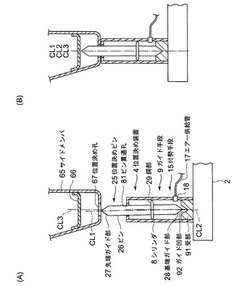
【課題】位置決めピンが軸線方向の押圧力でシリンダ内に退避した時に、該シリンダの軸線と位置決めピンの軸線が一致するように位置決めピンの基端部をガイドするガイド手段を設けて、ワークの位置決め精度を向上させると共に、装置の簡素化と耐久信頼性を向上させることを目的とする。
【解決手段】エンジン1を搭載するパレット2と、先端ガイド72部が車体5側の位置決め孔55に嵌入する位置決めピン7と、パレット2に固定され、位置決めピン7を位置決めピン7の第1軸線CL1に沿って進退可能に支持するシリンダ8と、位置決めピン7を進出方向へ付勢する付勢手段10と、位置決めピン7がシリンダ8内に退避した時に、第2軸線CL2と第1軸線CL1が一致するように、位置決めピン7をガイドするガイド手段とを備えたことを特徴とする。
(もっと読む)
車両用ロック装置

【課題】操作が容易であるとともに、より信頼性の高い車両用ロック装置を提供する。
【解決手段】実施例1におけるロック装置本体5は、ハウジング13と、ラッチ15と、ポール17と、レバー19とを備えている。ラッチ15は、第1揺動軸21に対して揺動可能に軸支されており、係止状態においてストライカ9bを係止可能になっている。ポール17は、第2揺動軸23に対して揺動可能に軸支されており、係止片17aを第1位置に位置させることによりラッチ15の揺動を固定可能になっている。レバー19は、第3揺動軸25に対して揺動可能に軸支されており、係止部19aを第3位置に位置させることによりポール17の揺動を固定可能になっている。このロック装置本体5では、ポール17の揺動方向とレバー19の揺動とが同方向となっている。また、載置台27には4本のピン11が設けられている。
(もっと読む)
自動車組立てラインにおける車体搬送台車
【課題】自動車組立てラインにおける車体搬送台車を、ドア組付け作業エリアへのドアの供給手段に利用出来るようにする。
【解決手段】車体Bを搬送する搬送台車1の下側に、ドアDを水平姿勢で収納するドア収納部7Aが設けられ、ドアDをドア収納部7Aから当該搬送台車1の横側部の起伏動作位置へ水平に搬送すると共に当該起伏動作位置で垂直に起立可能にするドア搬送手段8が設けられた車体搬送台車であって、前記ドア搬送手段8は、搬送台車1の下側に水平横動自在に支持されたもので、水平姿勢と垂直起立姿勢とに切換え自在なドア支持体18とカム従動ローラー47aを備え、搬送台車1の走行経路側には、当該搬送台車1の走行に伴いカム従動ローラー47aを介してドア搬送手段8をドア収納部7Aと起伏動作位置との間で横動させるカムレール49が敷設された構成。
(もっと読む)
インパネモジュールの車両搭載方法
【課題】インパネモジュールを車室前部に組み付ける作業を容易かつ適正に行い得るようにする。
【解決手段】支持メンバ2の左右両端部に設けられた取付ブラケット6よりも車幅方向内方側部の下面側に形成された位置決め孔部に挿入される上向きのピン部8,9と支持メンバ2の受け座23と車両前後方向に面する被クランプ面部25とを有する搭載治具7を支持メンバ2の左右両側方部に装着する装着工程と、上記搭載治具7の被クランプ面部24を移送手段のクランプ部によりクランプするクランプ工程と、該移送手段により上記インパネモジュールを車室前部に移送して上記取付ブラケット6を車体側壁部に仮預けする仮預け工程と、その後に上記搭載治具を支持メンバから取り外すとともに上記取付ブラケットを締結ボルトにより車体側壁部に対して車幅方向に締結する締結工程とを備えた。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
テールゲート組み付け調整治具、組み付け方法
【課題】テールゲートを支持した状態で位置決めしながらルーフパネルに組み付ける。
【解決手段】テールゲートを支持する枠体2と、枠体2の下部に配設されテールゲート開口部W1に設けた位置決め穴(W21)に挿入する位置決めピン24と、枠体2の下部に配設され、テールゲートの下部に設けた開口穴部(W4)を規制してテールゲートを位置決めする位置決め部4と、枠体2の上部の両側に配設され車体Wの後部の両側面に形成された当接形状部(W3)に係合させて枠体2を位置決めする位置決め係合部3と、枠体2の上部に配設されルーフパネルRPとテールゲートとを車体Wの前後方向に沿う方向に挟持して中央部を位置決めする第1の位置決め手段5と、ヒンジブラケット8の近傍に位置するように枠体2に配設され、ルーフパネルRPとテールゲートに固定されたヒンジブラケット8を挟持して位置決めする第2の位置決め手段6と、を備えた。
(もっと読む)
組付治具を備える治具装置
【課題】治具装置において、組付対象物に組み付けられる物品の組付位置の設定精度の向上を図り、かつ治具装置の設計の自由度を大きくする。
【解決手段】位置決め部材20,30は、回動中心線L1,L2を中心に回動可能に基台10に設けられ、位置設定部材40,50は、基準点P1(,P2)に対応する基準点対応部位Q1,Q2を有するスケール43,53と、基準点対応部位Q1,Q2に当接するダイヤルゲージ47,57とを備える。基準点対応部位Q1,Q2は、回動中心線L1,L2を中心とすると共に回動中心線L1,L2と基準点P1(,P2)との距離を半径とした仮想円上に位置する。ダイヤルゲージ47,57は、基準点対応部位Q1,Q2に当接した状態で回動中心線L1,L2を中心に回動する位置決め部材20,30の回動位置を変更可能である。
(もっと読む)
組付け搬送装置
【課題】精度高く部品を車体に組付け可能な組付け搬送装置を提供する。
【解決手段】組付け搬送装置10は、チェーンコンベア1、ハンガ2、自走台車3、及びロボット4を備える。ハンガ2は、車体Wを懸架し、チェーンコンベア1に牽引される。自走台車3は、ハンガ2と共に車体Wが搭載され、部品組立ラインALを往復動する。ロボット4は、自走台車3と同期して移動する。チェーンコンベア1は、部品組立ラインALの始端部ではハンガ2との係合が解除され、部品組立ラインALの終端部ではハンガ2が再び係合する。これにより、組付け搬送装置10は、部品を車体Wに組付け中は、パワーチェーン12の振動が車体Wに伝達することなく、精度高く部品を車体Wに組付けることができる。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
サスペンションアッセンブリ取り付け方法
【課題】サスペンションアッセンブリを車両ボディに接近させていく過程でダンパが車両ボディ側と干渉する場合でも、その干渉を回避してサスペンションアッセンブリを車両に取り付けることのできるサスペンションアッセンブリ取り付け方法を提供すること。
【解決手段】サスペンションアッセンブリ取り付け方法は、サスペンションアッセンブリ20を車両のボディ10に取り付ける方法であって、サスペンションアッセンブリを搭載した昇降可能なパレット3の上昇と同期させて、ダンパ25L,25Rを支持するダンパ支持ロボット5L,5Rによりダンパの位置を必要に応じて変更することで、ボディに対するダンパの干渉を回避する干渉回避工程と、サスペンションアッセンブリが所定の高さに到達したとき、ダンパ支持ロボットによりダンパをボディの所定のダンパ取付孔13L,13Rに位置合わせする位置合わせ工程と、を含む。
(もっと読む)
電気自動車のモータユニット取付方法
【課題】仮固定及び仮固定解除等の工程を不要として、作業性を向上させることが出来る電気自動車のモータユニット取付方法を提供する。
【解決手段】メイン組立ラインMLの傍方に設けられたサブ組立ラインSLでは、支持治具20が用いられて、モータルーム2内に取付られる前に、部品搭載フレーム部材10に、インバータ13及びDC/DCコンバータ14等が固定される。
そして、この部品搭載フレーム部材10と、モータ7,ギヤユニット8等のモータユニットを取付けたサスペンションメンバ9とが保持されて、サブアッセンブリされて、支持治具20の上昇により、同時にモータルーム2内に挿入される。
部品搭載フレーム部材10及びサスペンションメンバ9は、個別に取り付けられて、支持治具が抜出される。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】ボディ14の取付ブラケット110は側面に開口するインパネ取付孔111a、111bを備える。インストルメントパネル24は、ボルト150がインパネ取付孔111a、111bを介して挿通される側方固定孔25a、25b及び把持穴26を備える。インストルメントパネルの取付装置10は、インパネ支持アーム72と、インパネ支持アーム72の側面に設けられた基準ターゲット77と、側方から撮像する撮影部100とを有し、画像データ144からインパネ取付孔111a、111b及び基準ターゲット77の位置を、位置データ142における基準位置データと比較し、その比較結果に基づいて、基準ターゲット77が許容ずれ範囲となるようにインパネ支持アーム72を駆動する。
(もっと読む)
表面処理領域に対して被処理物を搬入及び搬出する装置並びに方法
【課題】生産性の向上、表面処理領域に対する被処理物の搬入及び搬出動作のフレキシブル化並びにコストの低減化を図ることができる表面処理領域に対して被処理物を搬入及び搬出する装置を提供する。
【解決手段】ガイドレールに沿って移動可能な、被処理物Wを支持する複数のキャリア1、キャリア1の被牽引部材に係合する第1係合ドッグが取り付けられた通常速牽引駆動手段11、前記被牽引部材に係合する第2係合ドッグが取り付けられた、通常速牽引駆動手段11よりも牽引速度が速い高速牽引駆動手段12、表面処理領域Cの左右片側に設置した、前記ガイドレールの一部を分割した分割レールを搬送方向右側から見て反時計回りに回転させる回転駆動手段10、前記被牽引部材及び前記第1係合ドッグの係合を解除する第1係合解除手段、前記被牽引部材及び前記第2係合ドッグの係合を解除する第2係合解除手段を備えた。
(もっと読む)
ドア建付け方法及びヒンジ締結構造
【課題】作業者による手作業での建付けに頼ることなく誰にでも簡単且つ短時間でドアを車体に対して建付け可能とする。
【解決手段】ボルト42とナット43が固定されたボルトプレート44をフロントドア7のヒンジ取付け部40の一面40bに設け、ヒンジ取付け部に形成した貫通孔41A、41Bを通して各ボルトを他面40a側へ突出させ、他面側からヒンジ取付け部に貫通する孔部53を通してボルトプレートのナット43にロックボルト45を螺合してボルトプレートをフロントドアに仮止めし、ボルトの先端をボディー1に固定したヒンジ8に設けたボルト取付け孔52に挿入し締結ナット54で締結する。そして、複数の貫通孔のうち1箇所の貫通孔41Aを基準孔とし、それ以外を逃がし孔として、基準孔に貫通するボルト42を中心軸とし、ドアサッシュ部を固定基準としてフロントドアを建付けた後、ロックボルトを本締めしてボルトプレートを固定する。
(もっと読む)
ワーク組付方法およびワーク組付システム
【課題】被組付部をセンシングする回数を低減できるワーク組付方法を提供すること。
【解決手段】ワーク組付方法は、サイドエアバッグ組付部にサイドエアバッグを配置し、ねじを用いて、このサイドエアバッグをサイドエアバッグ組付部に固定する。このワーク組付方法は、サイドエアバッグ組付部に近接する部分に設けた3つの測定点を撮影する撮影工程と、この撮影した画像に基づいて、測定点の実際の位置A1〜C1を算出する位置算出工程と、この位置算出工程で算出した測定点の実際の位置A1〜C1に基づいて、サイドエアバッグとサイドエアバッグ組付部との相関位置を算出して位置決めする第1位置決め工程と、位置算出工程で算出した測定点の実際の位置A1〜C1に基づいて、ねじとサイドエアバッグ組付部との相関位置を算出して位置決めする第2位置決め工程と、を備える。
(もっと読む)
ワーク組付方法およびワーク組付システム
【課題】ワークの組み付けにかかるコストを低減できるワーク組付方法を提供すること。
【解決手段】ワーク組付方法は、サイドエアバッグ20Aをサイドエアバッグ組付部12Aに組み付ける。このワーク組付方法は、そして、まず、ハンド50のピン部材55をピン挿通孔231に挿通して、ハンド50に対するサイドエアバッグ20Aの相関位置を位置決めし、次に、このハンド50でサイドエアバッグ20Aを保持して、サイドエアバッグ組付部12Aに移動し、挿通したピン部材55の先端部分をサイドエアバッグ組付部12Aのピン挿入穴101に挿入して、サイドエアバッグ20Aをサイドエアバッグ組付部12Aに位置決めし、次に、締付装置60A、60Bにより、ねじ61をサイドエアバッグ20Aのねじ挿通孔232に挿通して、サイドエアバッグ組付部12Aのねじ螺合部102に締め付ける。
(もっと読む)
ワーク組付装置およびワーク組付方法
【課題】簡素な構成でワークを被組付部に位置決めできるワーク組付装置を提供すること。
【解決手段】サイドエアバッグ取付装置は、ピン挿通孔が形成されたサイドエアバッグを保持して、ピン挿入穴が形成されたサイドエアバッグ組付部に組み付ける。このサイドエアバッグ取付装置は、ハンド本体51およびこのハンド本体51に設けられた複数のワーク保持装置52を有するハンド50と、ハンド50の姿勢および3次元空間における位置を変化させるロボットアーム41と、これらを制御する制御装置と、を備える。ワーク保持装置52は、筒状のシリンダ53と、このシリンダ53に摺動可能に設けられて、先端がピン形状でありかつ基端側に磁力を有するボス部551が形成されたピン部材55と、ハンド本体51に設けられてシリンダ53をフローティング自在に支持するシリンダ支持部54と、を備える。
(もっと読む)
部品取付けロボット及び部品取付け装置
【課題】金属粉対策を講じた部品取付け装置を提供することを課題とする。
【解決手段】部品取付け装置10では、部品保持治具16の保持部71の近傍に、ボルト203をねじ込むためにナット199のねじ穴207に向けてエア205を供給するエア噴出し口90と、ナット201のねじ穴に向けてエア206を供給するエア噴出し口100とが設けられている。
【効果】ボルト203のねじ込み前にねじ穴207に金属粉208が付着していた場合であっても、第1エア噴出し口90からエア205を噴出し、金属粉208を除去する。すなわち、本発明によれば、金属粉対策を講じた部品取付け装置10が提供される。
(もっと読む)
1 - 20 / 79
[ Back to top ]