
Fターム[3D201FA12]の内容
Fターム[3D201FA12]に分類される特許
1 - 20 / 62
ウェザーストリップ用材料
【課題】従来技術の問題点が解消された、滑性、耐磨耗性、耐熱性、耐候性および均一な艶消し効果に優れると共に、二酸化炭素を樹脂中に取り込んで固定した材料を利用してウェザーストリップ用材料を製造することで、地球温暖化ガスとして世界的に問題視されている二酸化炭素削減に寄与し、地球環境保全の観点からも優れた環境対応製品として有用なウェザーストリップ用材料の提供。
【解決手段】高分子弾性体材料に被覆および/または含浸させて、他部品と摺接する摺接部に表面処理層を形成するためのウェザーストリップ用材料であって、分子中にマスキングされたイソシアネート基を含有する自己架橋型ポリヒドロキシポリウレタン樹脂と、平均重合度5,000〜10,000のジオルガノポリシロキサンおよび/または粘度が100〜10,000CSのシリコーンオイルを含有してなる樹脂組成物であるウェザーストリップ用材料。
(もっと読む)
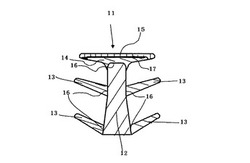
複合部材及びその製造方法
【課題】経時による加飾層の変色が低減された複合部材を提供する。
【解決手段】イソシアネート化合物、カルボジイミド化合物、及びシランカップリング剤から選択される少なくとも1種の化合物17を介して硫黄架橋ゴム部材14と熱可塑性樹脂部材15とを一体化してなる複合部材。硫黄架橋ゴム部材14を成形後、硫黄架橋ゴム部材14表面に前記少なくとも1種の化合物17を担持させ、その後、化合物を含み得る熱可塑性樹脂15を硫黄架橋ゴム部材14上に押し出し、上記複合部材を製造する方法。
(もっと読む)
ウエザストリップの製造方法

【課題】ウエザストリップの型成形部の表面処理層の形成をエネルギー効率よく、安価に形成できるウエザストリップの製造方法を提供する。
【解決手段】押出成形の直線部2とコーナー部3を有するウエザストリップ1の製造方法において、型成形部は、型成形部成形機と塗装乾燥装置により形成され、型成形部成形機の近傍に塗装乾燥装置が設置される。塗装乾燥装置は、セットエリアと乾燥エリアと塗装エリアとを有する。ウエザストリップ1は、コーナー部3が形成されるとすぐにセットエリアでパレットにセットされ、塗装エリア内で表面処理剤塗布装置は横方向にスライドするとともに、パレットが回動し、表面処理剤がコーナー部3に塗布される。パレットは、乾燥エリア内に移動し、型成形部の表面処理剤を乾燥させ、表面処理層を形成するウエザストリップの製造方法である。
(もっと読む)
摺動性組成物および摺動製品
【課題】ガラス部材等に対して摺動性を有する摺動性組成物、グラスラン,ウェザーストリップ等の摺動製品において耐久性,柔軟性等の諸特性を向上させる。
【解決手段】少なくともEPDM100phrに対しオレフィン系樹脂材料200phr〜350phr,カーボンブラック100phr〜300phrを配合して混練し架橋された熱可塑性エラストマーと、少なくともシリカを含む無機充填剤50phr〜300phrと、シリコーン化合物50phr〜150phrと、を配合した複合材料を用いる。前記オレフィン系樹脂材料は、熱可塑性エラストマー全体の50wt%以下とする。前記の熱可塑性エラストマー中のカーボンブラックにより、EPDM成分とのバウンドラバーが形成され、オレフィン樹脂成分の結晶化が抑制される。
(もっと読む)
ウエザストリップ
【課題】曲げ加工に伴う加飾層の剥離を防止し、外観品質の低下を抑制する。
【解決手段】ウエザストリップ4は、曲げ加工が施されることで断面略U字状に形成され、車内側側壁部11、車外側側壁部12及び両側壁部11,12を連結する連結部13を具備し、ドア開口3周縁のフランジ23に保持されるトリム部5と、車外側側壁部12から突出し、ドア2閉時にドア2周縁に圧接されるシール部6と、トリム部5外表面から延出する意匠リップ18とを備える。少なくともトリム部5の車外側側壁部12の連結部13側端部にその車外側端縁部が配置されるように、トリム部5等の外表面に樹脂接着層25を介して加飾層26が設けられる。トリム部5のうち加飾層26の車外側端縁部よりも連結部13から離間する側の位置に、曲げ加工に際しトリム部5外表面に加わる伸張応力が加飾層26の車外側端縁部より集中しやすくなるように応力集中部が設けられる。
(もっと読む)
自動車用ガラスラン
【課題】ドアフレームへの装着が容易で、確実に保持されるとともに、装飾性に優れたガラスランを得る。
【解決手段】
ドアフレーム2のガラスラン10を装着する部分は、断面略L字形で形成され、ドアフレーム2に車内側側壁30と底壁40が保持されるガラスラン10において、
底壁40と車外側側壁20は、オレフィン系アイオノマー樹脂で形成され、車内側側壁30と、車外側ガラスシールリップ21と、車内側ガラスシールリップ31は、オレフィン系熱可塑性エラストマーで形成され、底壁40と車外側側壁20は、車内側側壁30、車外側ガラスシールリップ21と車内側ガラスシールリップ31よりも硬い材料で形成され、車外側側壁20の車外側表面には、光透過率が80%以上の透明性を有するナイロン樹脂層23が形成されたことを特徴とする自動車用ガラスランである。
(もっと読む)
移動剛体摺接用固定側摺動材及びその植毛部の成形方法
【課題】 パイルで形成される植毛部によって、良好な意匠性の確保、摺動抵抗の軽減、および優れた耐摩耗性の維持を図ることのできる固定側摺動材を提供する。
【解決手段】 移動剛体との摺接面1dに植毛部2を設けた固定側摺動材1において、植毛部2を形成するパイル2aの先端部を溶融してカールすると共に、隣接するパイル2aの先端部同士を融着する。固定側摺動材1には、グラスラン、ベルトラインインナー、およびベルトラインアウターを含む。
(もっと読む)
自動車用ウエザストリップ
【課題】トリム部とフランジとの間のシール性にすぐれて、フランジに錆びの発生しない自動車ウエザストリップを提供する。
【解決手段】自動車用ウエザストリップ10は、車体開口部周縁又は開口部開閉部材のフランジ7に取付けられウエザストリップ10を保持し車外側側壁21、車内側側壁22及び底壁23を有する断面略U字形又は断面略J字形のトリム部20と、トリム部20の車外側側壁21の外面に一体的に形成され上記開口部開閉部材又は開口部周縁に当接してシールするシール部30を有する。車外側側壁21の先端部21bの端面及び端面と連続する車外側側壁21の先端部の内面に撥水層35を形成した自動車用ウエザストリップである。
(もっと読む)
自動車用ウエザストリップ
【課題】車輌の軽量化に貢献し、トリム部が挿入されたフランジが錆びないに自動車用ウエザストリップを提供する。
【解決手段】ウエザストリップ10は、フランジ7に取付けられる取付基部20と、車体開口部開閉部材と車体開口部周縁との間をシールするシール部30を有する。取付基部20は、車外側側壁21、車内側側壁22および底壁23から形成される断面略U字形又は断面略J字形をなすとともに、断面略U字形又は断面略J字形の上記取付基部の内面に、止水スポンジ70が取付けられる。止水スポンジ70は撥水機能を有している。止水スポンジ70は、表面に撥水塗料が塗布されるか、撥水塗料が含浸されるか、又は止水スポンジ70を構成する材料に撥水剤が含有されていることができる自動車用ウエザストリップである。
(もっと読む)
自動車用シール製品
【課題】 パイル植毛を施した自動車用のシール製品において、水の室内への侵入および異音の発生を防止することのできるものを提供する。
【解決手段】 製品本体2の摺接部にパイル植毛3を施したものであって、前記パイル植毛3に、含水して膨張した際に前記製品本体2を覆う量の吸水性ポリマー4を付着させる。吸水性ポリマー4を、分散剤を介して略均等に分散して付着させるのが好ましい。パイル植毛3をナイロンパイルで構成し、吸水性ポリマー4としてポリアクリル酸ナトリウムを使用し、分散剤としてナイロンパイルに密着する極性基を有する変性ポリオレフィンを含む溶剤を使用することができる。
(もっと読む)
オープニングトリムウエザストリップ
【課題】カバーリップの表面に皺が発生せず、美観が優れ、容易に安価に製造することができるオープニングトリムウエザストリップを得る。
【解決手段】オープニングトリムウエザストリップ10は、トリム部20と中空シール部40とカバーリップ30を有する。トリム部20は、車外側側壁21、車内側側壁22及び底壁23からなる断面略U字形をなす。中空シール部40は、トリム部の底壁に一体的に形成され、カバーリップ30は、トリム部20の車内側側壁21の底壁23との連続部付近に連続して一体的に形成されるとともに、車内側に延設されて形成され、トリム部20とカバーリップ30の連続する部分の付近のカバーリップの根元部に長手方向に延びる合成樹脂製の長尺部材35を埋設したことを特徴とするオープニングトリムウエザストリップである。
(もっと読む)
ウエザストリップ
【課題】トリム部内においてガス溜まりが発生してしまうことを防止でき、ひいては外観品質の低下をより確実に防止するウエザストリップを提供する。
【解決手段】ウエザストリップは、発泡ゴムからなるトリム部と、トリム部から突出形成された中空状のシール部と、複数の短冊状の骨片部31を有し、トリム部内に埋設されるインサート14とを備える。トリム部は、インサート14を覆うようにして押出成形された未加硫の発泡ゴムに対して加硫処理を施すことによって形成され、インサート14は各骨片部31同士を連結する複数のセンターボンド部32を有する。少なくとも骨片部31のうちセンターボンド部32に挟まれる部位と、センターボンド部32とから構成され、インサート14の長手方向に延びる部位の表面に粗面化加工が施され、粗面化加工を施された部位表面の最大高さ粗さRmが50μm以上500μm以下とされる。
(もっと読む)
ウエザストリップ
【課題】トリム部内においてガス溜まりが発生してしまうことを防止でき、ひいては外観品質の低下を防止する。
【解決手段】ウエザストリップ4は、フランジ23に保持されるとともに、EPDM微発泡ゴムからなるトリム部5と、当該トリム部5から突出して設けられ、ドア閉時にドアの周縁に圧接されるシール部6と、複数の短冊状の骨片部31を有し、前記トリム部5内に埋設されるインサート14とを備える。前記トリム部5は、インサート14を覆うようにして押出成形された未加硫のEPDM微発泡ゴムに対して加硫処理を施すことで形成される。また、各骨片部31同士はセンターボンド部32で連結される。加えて、少なくとも各骨片部31のうち各センターボンド32間に位置する部位及び各センターボンド部32が、EPDMソリッドゴムからなる被覆膜51によって被覆される。
(もっと読む)
ゴム様弾性体製品
【課題】 水性塗料や水性接着剤を確実にむらなく塗布することのできる、ゴムや樹脂で形成されたゴム様弾性体製品を提供する。
【解決手段】 水性塗料や水性接着剤を確実にむらなく塗布(付着)させることのできるゴム様弾性体で形成した製品であり、製品本体2の塗装面S1または接着面S2に、中心線平均粗さRaが5μm〜1000μmの連続する凹凸模様3を形成する。また、凹凸模様3を、シボ3aまたは多数のスリット3bで形成する。これにより、ぬれ性を高め、水性塗料や水性接着剤をむらなく塗布する。
(もっと読む)
植毛付成形加工品の製造方法
【課題】押出成形部に型成形部を接続してなる成形加工品に植毛を見栄えよく施す製造方法を提供する。
【解決手段】表面に植毛41が施された押出成形部20に型成形部30を接続してなる成形加工品10の型成形部30に植毛42を施す製造方法で、押出成形部20と型成形部30との境界面から押出成形部20側に施された植毛41に水Wを含浸させる含浸工程と、型成形部30の表面に接着剤50を塗布する接着剤層形成工程と、接着剤50の上からパイル42を静電植毛する型成形部植毛工程と、パイル42が静電植毛された接着剤50を熱処理によって硬化させる接着剤層硬化工程を備え、含浸工程で押出成形部20側に施された植毛41に含浸した水Wを流出させ、接着剤層形成工程で塗布した接着剤50に接触するようにした。
(もっと読む)
ウエザストリップ
【課題】加飾層による外観品質の向上を図り、剥離に起因する不具合の懸念を払拭する。
【解決手段】ウエザストリップ4は、断面略U字形のトリム部5及び中空状のシール部6を備えるとともに、トリム部5には意匠リップ18が延出形成され、その基体はEPDMにより構成されている。意匠リップ18の外表面などの意匠面Dに、接着樹脂層を介在させてPET製の不織布等で構成される加飾層26を設ける。接着樹脂層を、基体側に配設され、オレフィン系樹脂よりなる第1フィルム層25Aと、加飾層26側に配設される第2フィルム層25Bとから構成する。第2フィルム層25Bを、多価カルボン酸と多価アルコールの割合が1:1で、その酸のうち芳香族系の酸と脂肪族系の酸との割合が45〜65:55〜35であるポリエステル樹脂を主成分とし、第1フィルム層25Aと相溶性のあるオレフィン系材料を含有してなる混合樹脂素材により形成した。
(もっと読む)
車両用トリム部品の製造方法と車両用トリム部品
【課題】紐状片を予めカバーリップの裏面側に付帯させておくことを前提としつつ、シボ加工等の加飾を施す際に紐状片に相当する部分において加飾が不均一または不鮮明にならないように工夫された製造方法を提供する。
【解決手段】紐状片10をウエルト部2に対し狭窄部14を介してと一体に成形しておき、その状態でカバーリップ3の表面側の意匠面9にシボ付け加工を施す。続いて、加硫前にカバーリップ3を撓ませ、その裏面を紐状片10に当接させて接合した上で加硫を施す。加硫後にウエルト部2側の狭窄部14に剥がし治具を差し込んで切り離し、紐状片10をカバーリップ3の裏面に付帯させる。
(もっと読む)
ウエザストリップ
【課題】軽量化を図りつつ、外観品質の低下を抑制することのできるウエザストリップを提供する。
【解決手段】ウエザストリップ4は、トリム部5及びシール部6を備える。トリム部5は、車内側側壁11、車外側側壁12及び連結部13を備え、その内部には金属製のインサート14が埋設されている。インサート14は骨片部31と各骨片部31同士を連結するセンターボンド部32等とを備える。骨片部31は、車内側側壁11に対応する車内側側壁対応部41と、車外側側壁12に対応する車外側側壁対応部42と、連結部13に対応する連結部対応部43とを備える。インサート14のうち両湾曲部44,45の厚みに比べ、当該両湾曲部44,45を除く他の部位の厚みが薄くされている。また、車内側側壁対応部41及び車外側側壁対応部42のうち湾曲部44,45を除く部位に、湾曲部44,45よりも幅広の幅広部51が設けられている。
(もっと読む)
車両用ウェザーストリップ
【課題】窓ガラスが傷つく事態を回避しながら、車内の防音性および窓ガラスの払拭性を向上させることが出来るようにする。
【解決手段】車両用ドア12のドアパネル13に固定される基部14と、基部14から突出した上段リップ15と、上段リップ15の下側で基部14から突出した下段リップ16とを備えるとともに、上段リップ15に複数の繊維が接着された部分であって窓ガラス19と摺動可能に当接する植毛部21と、下段リップ16に滑剤が膜状に形成された部分であって窓ガラス19と摺動可能に当接する滑膜部22とを備えて構成する。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】優れた外観品質等を実現するとともにコストの低減を実現でき、しかもコーナー部等での折れ皺に起因する外観品質の低下を防止する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップ4が装着されている。ウエザストリップ4は、断面略U字形のトリム部5及び中空状のシール部6を備えるとともに、トリム部5には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップ4の意匠面に、ポリエチレン(PE)の樹脂接着層25を介在させ、不織布で構成される加飾層26を設ける。加飾層26を構成する不織布は、ウエザストリップ4の長手方向に延び、連続した糸を縫い込むことにより形成される互いに平行な縞状の凹部L1を具備している。凹部L1のピッチは、3mm以下に設定されている。
(もっと読む)
1 - 20 / 62
[ Back to top ]