
Fターム[3D203CA08]の内容
車両用車体構造 (101,630) | 共通要素、共通機能 (21,718) | 特徴ある材質(単なる鉄、鋼板は除く) (2,881) | 合成樹脂(プラスチック) (1,591) | FRP、CFRP (245)
Fターム[3D203CA08]に分類される特許
1 - 20 / 245
ナットの取り付け構造
車体側部構造
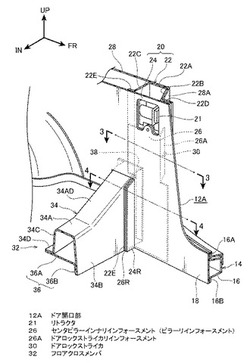
【課題】車両側面衝突の荷重が入力した場合に、効率よく荷重を受けると共に、潰れ残りを少なくすることの可能な車体側部構造を提供する。
【解決手段】センタピラー20は、ロッカ14の中間部で車両上下方向に立設されている。センタピラー20の後方には、フロアクロスメンバ32が配置されている。フロアクロスメンバ32は、閉断面構造の車体骨格材であり、アッパクロスメンバ34、及び、ロアクロスメンバ36を備えている。アッパクロスメンバ34の前壁部34Bは、センタピラーアウタパネル22の後壁部22Cに接合されている。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材

【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材
【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
自動車用樹脂製透明フロントピラーの製造方法
【課題】自動車の金属製フロントピラーは前方の視界が悪く、死角が生じ安全運転上問題となっていたため、周知の樹脂製透明フロントピラーを用いて対策を講じるものの、樹脂製透明フロントピラーの形状や構造的に製作上の問題があった。それに、従来のフロントピラーは、ルーフ及びボディーとで一体化構造であるため損傷時、フロントピラーの部分のみの修理交換ができず不便であるとの問題もあったので、これらの問題を解消するフロントピラーの製造方法を提供する。
【解決手段】透明な強化樹脂製成型加工によって、フロントピラー1の下部幅29を幅広拡大して三角窓状や四角窓状等の多角変形窓状に形成し、視界向上を図ると共に、且つ、フロントピラー1の損傷時、着脱構造手段として修理交換等のメンテナンスを容易にし、これらを実現するために、樹脂製で一体化に成型加工手段により製造する。
(もっと読む)
成形体およびその成形方法
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
車両構造部材及びこれを用いた車両フロア
【課題】繊維強化樹脂を用いた基部材の強度及び剛性を向上させ、かつ製造時における作業性を向上させることができる車両構造部材及びこれを用いた車両フロアを得る。
【解決手段】基部材55(アッパパネル20)の下面42からはリブ44が垂下している。これにより、アッパパネル20の強度及び剛性を向上させることができる。また、基部材55において、リブ44と対向する位置に凹部48が形成されている。つまり、アッパパネル20を成形する金型内に配置された繊維強化樹脂は、凹部形成用凸部によってリブ形成用凹部側へ押し込まれるため、当該リブ形成用凹部へ充填され易くなる。したがって、アッパパネル20の強度及び剛性を向上させるためのリブ44をアッパパネル20の成形時に当該アッパパネル20と一体に設けることができる。このため、接着などにより、基部材55にリブ44を一体化させる場合と比較して製造工数を削減することができる。
(もっと読む)
自動車の前部車体構造
【課題】 バンパービームに入力された衝突荷重をフロントサイドフレームにより多く配分してフロントピラーに加わる荷重を低減する。
【解決手段】 オフセット前面衝突により左右一方のフロントサイドフレーム11よりも車幅方向外側のバンパービーム16に衝突荷重が入力した場合には、バンパービーム16は左右他端側を支点Pとして左右一端側が後方に回動するが、このとき前記支点Pに近い左右一端側のフロントサイドフレーム11に入力する荷重F1は、前記支点Pから遠い左右一端側のロアメンバ14に入力する荷重F2よりも大きくなる。これにより、衝突荷重の多くの部分をフロントサイドフレーム11に優先的に配分し、ロアメンバ14からアッパーメンバ13を介してフロントピラー12に伝達される荷重を最小限に抑えることができる。
(もっと読む)
樹脂板材の結合構造および樹脂板材の結合方法
【課題】 連続繊維シートを埋設した熱可塑性樹脂の板材を複数枚重ね合わせて熱溶着部で結合する際の強度を高める。
【解決手段】 連続繊維シート25を埋設した熱可塑性樹脂26の板材22c,23aを複数枚重ね合わせて熱溶着部24で結合する際に、複数枚の板材22c,23aは熱溶着部24において断面U字状に屈曲し、その部分で連続繊維シート25が剪断力の方向に対して直交する方向に延びているため、熱溶着部24において単に平坦な板材の樹脂どうしを熱溶着する場合に比べて剪断荷重や剥離荷重に対する強度を高めることができる。しかも板材22c,23aにボルト孔やリベット孔を形成する必要がないため、加工工数が節減されてコストダウンに寄与することができるだけでなく、ボルト孔やリベット孔に応力が集中したり、ボルト孔やリベット孔の加工時に熱可塑性樹脂26と連続繊維シート25とが剥離したりして強度低下の原因となるのを防止することができる。
(もっと読む)
FRP製構造部材
【課題】外部荷重によって貫通孔の周辺が破壊されることを抑制できるFRP製構造部材及びその製造方法を得る。
【解決手段】ダッシュパネル10では、発泡成形体である芯材12の貫通孔12A(第1貫通孔)に、繊維強化樹脂製のバルク18の筒部18Aが嵌合しており、筒部18Aの軸線方向両端部に設けられた鍔部18B、18Cが繊維強化樹脂製の表皮層14、16に接合されている。したがって、このバルク18によって貫通孔12Aの周辺が補強されるので、車両衝突時の衝撃荷重などによって貫通孔12Aの周辺が破壊されることを抑制できる。
(もっと読む)
車両のルーフおよびその製造方法
【課題】ルーフの上を人が歩いたりルーフ上で作業を行なったりすることが必要な車両のルーフ重量を大幅に軽減するとともにアルミ縞板より防滑性を向上させ定期的なコーキング打ち直しのメンテナンスを不要とした車両のFRP縞板一体成形ルーフおよびその製造方法を提供する。
【解決手段】FRP縞板一体成形ルーフは、ルーフの形状が表面に賦形された木型を製作する木型製作工程1と、木型の上にアルミ縞板を取り付けるアルミ縞板取付工程3と、アルミ縞板取付工程3により得られた完成木型に、複数層のガラス繊維を重ねた樹脂型を製作する樹脂型成形工程10と、樹脂型を完成木型の表面から脱型する樹脂型脱型工程8と、脱型された樹脂型の成形面に、ガラス繊維を貼り込み樹脂を塗布し常温硬化させる製品成形工程10と、製品を樹脂型22から脱型する製品脱型工程12と、製品を車両のルーフに取り付けるルーフ取付行程13と、を有する。
(もっと読む)
輸送機器用外板パネル及び輸送機器用外板パネルの製造方法
【課題】意匠性に優れ、製造工程におけるプリフォームの賦形も容易でしかも低コストの輸送機器用外板パネルを提供する。
【解決手段】アウターパネル12は、強化繊維織物から成る表側層17と、強化繊維織物から成る裏側層18との間に不織布19が配置された状態で、表側層17、不織布19及び裏側層18がマトリックス樹脂と複合化されている。少なくとも表側層17を構成する強化繊維織物として炭素繊維織物が用いられている。表側層17及び裏側層18の表面が滑らかな面に形成されている。滑らかな面とは、JIS B 0601:2001の表面粗さ規格による算術平均粗さRaが0.1〜1.0μmである。
(もっと読む)
車体接合部構造及びこれを用いた車体フロア構造
【課題】接合部における接合強度を向上させることができると共に接合強度を安定させることができる車体接合部構造を得る。
【解決手段】繊維強化樹脂からなるアッパーフレーム30と繊維強化樹脂からなるアッパーパネル32とが重ね合わされて熱溶着により接合された第1接合部50が設けられている。これにより、当該接合部における接合強度を向上させることができると共に接合強度を安定させることができる。
(もっと読む)
車両フロア構造
【課題】樹脂製のアッパパネルとロアパネルとの接合強度を向上させた車両フロア構造を得る。
【解決手段】アッパパネル30とロアパネル32とが上下に重なり合った状態で、第1接合部36としてロアパネル32の下フランジ38の上面38Aとアッパパネル30の上フランジ50の下面50Aとが接合され、第2接合部60として下フランジ38の端面38Bと上フランジ50に設けられた垂下部58の内面58Aとが接合される。これにより、アッパパネル30とロアパネル32との間で車両上下方向及び車両前後方向で相対変位が生じたとき、接着剤52は車両前後方向の荷重をせん断荷重として受け、接着剤62は車両上下方向の荷重をせん断荷重として受ける。したがって、車両に前突荷重が入力された場合、接着剤52、62にはそれぞれせん断荷重が作用する。このため、アッパパネル30とロアパネル32との接着強度(接合強度)を向上させることができる。
(もっと読む)
金属パネルの補強方法、補強部材及び金属パネル
【課題】低コストで、金属パネルのデフォームを十分に抑制できる金属パネルの補強方法を提供すること。
【解決手段】金属パネルを補強部材10aで補強する金属パネルの補強方法において、混練により屈曲した補強繊維13を含有する樹脂材料を長尺状に押出成形することで、前記補強繊維13をスプリングバックさせ、当該スプリングバックにより形成された複数の空隙15を内部に有する補強部材10aを得る工程と、補強部材10aを加熱して金属パネルに接合する工程と、を含む。
(もっと読む)
車両のフレーム構造
【課題】本発明は、フレーム部材の軽量化と剛性強度の両立、さらにはリサイクル性の向上が図れる車両のフレーム構造を提供する。
【解決手段】本発明のフレーム構造は、同フレーム構造を構成するフレーム部材4bを、外周壁の一部が開放した金属製の細長の中空のメンバ部材15と、開放した部分からメンバ部材内に分離可能に嵌め込まれた合成樹脂製の中空の補強部材20a,20bとを有して構成した。同構成により、フレーム部材4bは、重量物である金属材が削減されつつ、求められる剛性強度が軽量な合成樹脂部材により確保される。しかも、合成樹脂製の補強部材20a、20b、メンバ部材15内から抜出可能なので、金属製のメンバ部材15と合成樹脂製の補強部材20a,20bとに仕分けしやすい。
(もっと読む)
車体構造
【課題】衝撃を吸収すると共にキャビンの広さを確保することができる車体構造を提供する。
【解決手段】車体フレーム12は、湾曲部26、28、直線部30、32、直線部34、36及び湾曲部38、40が連続して形成され、車体フレーム14は、湾曲部42、44、直線部46、48、直線部50、52及び湾曲部54、56が連続して形成されている。また、車体フレーム16は、湾曲部60、62、直線部64、68、直線部66、70及び湾曲部72、74が連続して形成されている。このように、車体フレーム12、14、16がそれぞれ湾曲部を有することで、車体フレーム自体にバネ特性を持たせることができ、衝撃吸収性能を高めることができる。また、車体フレーム12、14、16がそれぞれ直線部を有することで、車体11の外形を外側へ張り出させることができ、車体11の外形を外側へ張り出させた分、キャビン78の広さを確保することができる。
(もっと読む)
車体構造
【課題】繊維強化樹脂材料でフロア部が構成された車両において、入力された荷重を効率よくフロア部に伝達させるようにする。
【解決手段】繊維強化樹脂材料で構成されるとともに、車体後方側における立壁56に、互いに車幅方向内側を向くように、平面視で車体前後方向及び車幅方向に対して斜めに傾斜された一対の傾斜壁57が形成され、一対の傾斜壁57間の立壁56Aにおける繊維Tの配向が車幅方向に沿った方向とされたフロア部22と、フロア部22の車体後方側に設けられ、一対の傾斜壁57にそれぞれ対向して配置された一対の傾斜部77を備えたリアサスペンションメンバ70と、を有する車体構造10とする。
(もっと読む)
車体下部構造
【課題】オフセット衝突や斜め衝突を含む前面又は後面衝突の荷重を効率的に吸収、分散してアンダボディに伝達することができる車体下部構造を得る。
【解決手段】車体下部構造10は、フロア部18の前端からダッシュロア部20が立設されたアンダボディ12と、ダッシュロア部20に面接触状態で結合された車幅方向に長いサスペンションメンバ26と、車幅方向に長手とされると共にサスペンションメンバ26の前面に結合されかつ車両前向きに開口するフロントEA部材16と、フロントEA部材16の開口端16Oを閉止するバンパカバー30とを備えている。
(もっと読む)
1 - 20 / 245
[ Back to top ]