
Fターム[3E003BC03]の内容
容器詰包装操作 (2,738) | 被包装物品の取扱い (284) | 単一の操作で複数の物品の取扱い (210) | 挿入方向に単列〔x〕 (34)
Fターム[3E003BC03]に分類される特許
1 - 20 / 34
包装装置
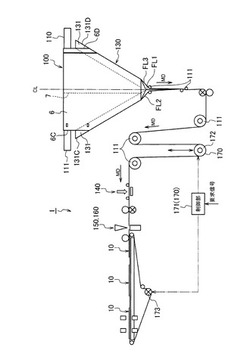
【課題】包装袋の製造工程における手間やコストを縮減しつつ、被包装体の収容時における生産効率の低下を抑制できる包装装置を提供する。
【解決手段】包装装置1は、シート材を搬送する搬送機構110、搬送方向に沿ったシート材の第1側部6Cを、他方の第2側部6Dに沿うように、包装袋底部を基点にシート材を折る折り機構130と、シート材を交差方向CDに沿って一定間隔毎に接合して包装袋の側面を形成する接合機構150と、シート材を包装袋の側面に沿って切断する切断機構160と、収容手段からの包装袋の要求信号に応じて包装袋を供給するタイミング調整機構170と、を備える。
(もっと読む)
小袋連続体の折りたたみ装置

【課題】たるみを防止しながら、小袋における穴や破れの発生を防止し、高速で運転可能な小袋連続体の折りたたみ装置を提供することにある。
【解決手段】小袋連続体の折りたたみ装置は、複数の小袋が連なってなる小袋連続体を収納箱に折りたたむ小袋連続体の折りたたみ装置であって、小袋連続体を所定の位置から上記収納箱まで搬送するフィードローラ部2と、モータ37により駆動されるフィードベルト36とを備え、小袋連続体は、ベルト36の上を、ベルト36の駆動方向に沿って搬送され、ベルト36は、フィードローラ部2により搬送される小袋連続体にブレーキをかけるように駆動される。
(もっと読む)
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
(もっと読む)
箱詰め装置
【課題】商品の収納姿勢(向き)、載置位置を変更し、商品の整列と収容効率が高い箱詰めを自動で行うことができる箱詰め装置を提供する。
【解決手段】吸着ユニットE1を介して商品Wを上方へ吊上げ、該吊上げた商品を所定の箱詰め位置に移動して下降させ、吸着を解除して箱に箱詰めを行う箱詰め装置において、前記吸着ユニットE1は、商品Wを吸着保持する吸着パッド5と該吸着パッド5を取り付けた軸部6とで構成され、前記軸部6の基部は鉛直方向且つ水平方向に移動可能な昇降基台7に回動可能に軸止され、更に前記軸部は傾動手段E2により所定角度傾動可能とした。
(もっと読む)
箱詰装置
【課題】起立姿勢の物品群の箱詰を可能にする箱詰装置を提供する。
【解決手段】箱詰装置は、包材からなる物品Bが隣接する物品と一部分が重なり合った状態で載置された物品群Cを位置Pまで搬送する搬送コンベア316R及び316Lと、所定位置Pにおいて物品群Cを起立姿勢にする立上部と、該起立姿勢となった物品群Cを所定位置Pから物品群Cが収容される段ボール箱まで移送するキャッチャ410とを備える。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 一時保持装置40は、箱検知器66が箱詰め位置Pに箱が位置したことを検知しない限り、第3及び第4の羽根車41、42のある一対の羽根上に投下装置20から投下された物品を受け取って保持し、箱検知器66が箱詰め位置Pに箱が位置したことを検知すると、該第3及び第4の羽根車41、42のある一対の羽根上に保持した物品を投下するよう構成されている。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 第1の所定個別回転方向において、第1の基準角度位置から第1の単位角度より小さい所定角度の位置までの第1の所定角度範囲における速度より所定角度の位置から第1の単位角度の位置までの第2の角度範囲における速度が低くなるように第1及び第2の羽根車21、22を回転させる。
(もっと読む)
箱詰め装置の物品投下構造
【課題】箱詰めされる物品を投下装置の物品載置部材上に複数並ぶように移送する移送装置の構成を簡素化する物品投下装置を提供する。
【解決手段】第1及び第2の羽根車21、22のいずれか一対の羽根の上に物品A1,A2が移動方向に並ぶようにベルトコンベア1の搬送速度を、物品が並ぶ順番に応じた速度に順次低下させるよう構成する。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
袋詰め装置
【課題】トレイに薄い袋状の物品を安定的に載せるための袋詰め装置。
【解決手段】チャネル状に形成されトレイ12の底部にスリット26が形成され、トレイ12底面にバネ板25Bの一端を固定し、突起25Bがトレイ底部に形成されたスリット26から出退可能とし、バネ板25Bを昇降機構27により昇降させ、突起25Bがスリット26から出退する。
(もっと読む)
物品保持装置
【課題】物品10を保持する複数のグリップ部材26の相互の間隔を、簡単な構造で拡縮する。
【解決手段】ロボットハンド4に取り付けられるベース部材20に、5本のエアシリンダ22を一列に固定する。一端の第1エアシリンダ22Aは、ベース部材に直角に、その次の第2エアシリンダ22Bから第5エアシリンダ22Eまでを順次傾斜角度が大きくなるように傾斜させて固定する。全てのエアシリンダを収縮させてグリップ部材を上昇させた位置から、第5エアシリンダ22Eを伸張させて第5グリップ部材26Eを下降させて物品を保持した後、上昇させ、第4ないし第1グリップ部材26D〜26Aも順次下降、物品の保持、上昇をさせる。その後、一斉にエアシリンダ22を伸張させてグリップ部材26を下降させ、物品10の相互の間隔を接近させた後バケット14内に挿入する。
(もっと読む)
箱詰め装置
【課題】短時間で多量の商品の姿勢を変更することができる箱詰め装置を提供することである。
【解決手段】集積部AR1により包装物110が複数重ね合わされ、当該重ね合わされた包装物110が、第1搬送部200、第2搬送部400、第3搬送部410、伸縮性搬送部420により搬送される。伸縮性搬送部420は、第1整理板405、第2整理板406および第3整理板406を有し、第1整理板405は、包装物110を遮蔽または通過させるように進退移動し、第2整理板406は、伸縮性搬送部420の下流側から第1整理板405側への移動および第1整理板405側への回転の少なくとも一方を開始して包装物110の姿勢を変更させ、第3整理板406は、第1整理板405、第2整理板406により姿勢の変更された包装物110を箱詰め工程に移送する。
(もっと読む)
丁合搬送装置
【課題】枚葉物の寸法と形状に係わらず枚葉物を搬送する過程で所望に位置決めできる丁合搬送装置を提供する。
【解決手段】丁合搬送装置3は、2本の無端状の爪ベルト61,62を4つのプーリ63〜66にそれぞれ巻掛した丁合コンベヤ6と、丁合コンベヤ6の両側に設けられた一対の案内部材7と、2本の無端状の凸ベルト81,82を4つのプーリ83〜86にそれぞれ巻掛した載置コンベヤ8とを備える。駆動手段14,15は、プーリ63,64を回転させることにより、爪ベルト61,62を搬送方向へ走行させ、又は爪ベルト61,62を相対的に逆送させる。
(もっと読む)
製函包装装置
【課題】製函包装装置において、ブランクシートまたはカートンを送る機構を省スペースのコンパクトなものとする。
【解決手段】製函包装ライン1は、カートンのブランクシート100を受け取るシート受け取りステーション10、ブランクシート100の一部を起函して半起函カートン110とする起函ステーション20、半起函カートン110に物品6を収納する物品収納ステーション30、及び物品収納済みの半起函カートン110の上面を閉ざす第一次閉蓋ステーション40を備える。ブランクシート100または半起函カートン110は送り棹3が真空吸着してステーションからステーションへと運ぶ。第1リフタ21または第3リフタ41が送り棹3に代わりブランクシート100または半起函カートン110を持ち上げると、折り曲げ具が当該ステーションに割り当てられた折り曲げ工程を実行する。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
集積物品のケース投入装置
【課題】 簡素な構成により、薄板状物品をスムースにケースに投入すること。
【解決手段】 集積物品のケース投入装置100であって、把持装置40により把持されて集積された複数の薄板状物品1をケース2に投入するに際し、ケース2の投入部2Cを拡開する拡開ガイド43(拡開手段)を該把持装置40に備えるもの。
(もっと読む)
箱詰め装置
【課題】予め定めた個数の物品が正確に箱詰めされているか否かをチェックする。
【解決手段】箱詰め装置において、空の外装箱2の重量を計量部120が計量する。物品が外装箱2に詰められる前にその物品の重量を第2の計量部121が計量する。計量済み物品が詰められている外装箱2の重量を計量部122が計量する。空の外装箱2とこの外装箱2に詰められることを予定して計量された予め定めた数の計量済み物品の合計重量とが、計量済み物品が詰められている外装箱2の重量に等しいか否かをコントローラ27が判定する。
(もっと読む)
整列コンベア用供給装置及びその運転方法、並びに箱詰め装置。
【課題】無端軌道に載っている物品の回転角度を正確に判断することができ、かつ正確な回転角度の判断を比較的低コストで実現できる整列コンベア用供給装置の運転方法、及びその運転方法を利用した整列コンベア用供給装置及び箱詰め装置を提供する。
【解決手段】本発明の整列コンベア用供給装置の運転方法は、無端軌道204と、無端軌道204の上方に配設された二次元コード読み取り装置202と、二次元コード読み取り装置202と通信可能に構成された制御装置30と、を有し、二次元コード読み取り装置202が無端軌道204によって搬送される物品Wの上面に表示されている二次元コードQの読み取り角度を取得する角度取得ステップと、制御装置30が読み取り角度を二次元コード読み取り装置202から取得して読み取り角度に基づいて物品Wの回転角度を算出する回転角度算出ステップと、を有する。
(もっと読む)
フラップ開口装置およびこれを備えた箱詰め装置
【課題】段ボール箱のフラップを開口した状態に確実に保持して、箱詰め工程における歩留まりを上げることができるフラップ開口装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1においては、上部フラップ保持部82が、上面フラップYaを内面側から係止している。また、ガイド部材83は、左右側面フラップYb・Ycを内面側から係止している。また、ツメ部71が定位置に固定配置されており、第1搬送機構61が、ツメ部71が段ボール箱Yのフラップを開口できる位置まで段ボール箱Yを搬送する。
(もっと読む)
1 - 20 / 34
[ Back to top ]