
Fターム[3E030BA01]の内容
包装位置への供給(容器の供給) (3,570) | 容器の繰り出し(集積部) (295) | 集積形態 (226)
Fターム[3E030BA01]の下位に属するFターム
Fターム[3E030BA01]に分類される特許
1 - 12 / 12
袋状容器の供給装置
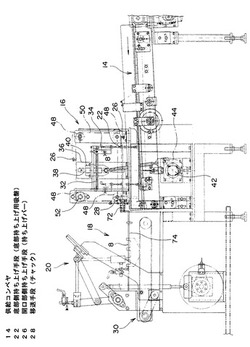
【課題】供給コンベヤ14によって搬送されてきた袋状容器8を一枚ずつ取り上げて袋状容器処理の処理装置1に受け渡す供給装置6で、袋状容器8を確実に保持してグリッパ4に引き渡す。
【解決手段】開口部8aを前方に向けた袋状容器8を、前方側の後部を次の袋状容器8の前部に重ねて供給コンベヤ14により搬送する。袋状容器8の底部側を持ち上げる吸盤と、持ち上げられている袋状容器8の底部側からその下方に入り込ませて前方に移動させることにより全体を持ち上げる持ち上げバー26と、開口部8a側を把持して位置決め部に送るチャックとを備えている。位置決め部18で前後左右の位置決めをした袋状容器8の開口部8a側を受け渡し用の吸盤128で吸着して持ち上げて、グリッパ4に引き渡す。
(もっと読む)
包袋の保管装置

【課題】包装機に対する包袋供給装置への、新しい包袋の補充間隔を狭める。
【構成】案内壁15Aから立設する監視板41は赤外線式のセンサー42を備え、コンベヤベルト12に積載した嵩高包袋11の底縁の存在を矢印21のように上部から監視する。一方、嵩高包袋11の開口縁側には包袋10を包装機に向けて送り出す搬出吸盤25が位置し、包袋10の底縁上部に補助吸盤24を配置する。運動量の大きい搬出吸盤25よりも、補助吸盤24による底縁のめくり運動量を小さくまた高速化して、嵩高包袋11の減少状態を早めに監視し、包袋が消滅したときは、搬出吸盤25が包袋に吸い付いて変化する真空圧の感知信号でモータを始動し、コンベヤベルト12により新しい嵩高包袋11を補充する。
(もっと読む)
包装機への袋供給方法及び装置
【課題】横型製袋機と包装機が併設されかつ両者が連動する製袋包装機において、種々のタイプの横型製袋機と包装機の組み合わせ及び設置形態を可能とする。
【解決手段】横型製袋機から送り出された袋を位置決めする位置決めコンベア3、袋を包装機のコンベアマガジン式給袋装置に順次供給する供給コンベア39、及び位置決めコンベア3と供給コンベア39の間に配置された第1〜第3移送手段からなる。第1移送手段4,5は、位置決めコンベア3上の袋を吸着して持ち上げ、袋口を上向きとした垂直姿勢に変更する。第2移送手段21,22は、第1移送手段4,5に保持された袋を挟持部材27で挟持して受け取り、所定位置に水平移送すると同時に袋を回転させて袋面を前記供給コンベアの送り方向に向ける。第3移送手段35は、第2移送手段21,22に保持された袋を吸着して受け取り、水平姿勢に変更し袋口を送り方向に向けて前記供給コンベア39上に置く。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
充填システム
【課題】各種収納袋に対応し、コストダウンを図り、作業効率を向上させた充填システムを提供する。
【解決手段】同方向に位置する注出口9および開口部を備える複数の収納袋7の一部を重ねるようにずらしながら一列に配列させた片面の中央近傍を連結部材11で連結させる集積工程22と、集積工程22で集積した収納袋7を充填工程5に供給する供給ゾーン4と、供給ゾーン4から取り出した収納袋7に内容物を充填する充填工程5とを備えるものである。加えて、集積工程22で連結された複数の収納袋7をロール状に巻回させた巻体12の前端部7aより連続的に滅菌工程3に供給した後、供給ゾーン4で連結部材11を前端部11aより後方へ向けて順に収納袋7から剥離し、収納袋7を離間配列させて充填工程5に供給する。
(もっと読む)
熱可塑性樹脂の袋を製造、充填する装置
【課題】熱可塑性ザックを製造、好ましくは更に、充填、シールする装置を提供する。
【解決手段】上記装置は、熱可塑性樹脂のインフレートフィルムウエブ5を前方に間欠的に引き、そしてインフレートフィルムウエブ5を、その前端に横溶着部を作り且つ把持・搬送機構より上でインフレートフィルムウエブ5を切断して管状セグメント21にする横方向溶着・横方向切断機構の中に上下方向に垂らして供給するための前方引きユニット6を有する。インフレートフィルムウエブ5の前端を、迅速に、しかもぐにゃぐにゃして一方の側にそれることなしに、横方向溶着・横方向切断機構の中に通して伸ばし垂らし位置にするために、インフレートフィルムウエブ21の供給経路と平行な壁が設けられ、壁の上方又はこの壁の頂部領域で、供給方向に面したブローエアノズルが壁と供給経路との間に設けられる。
(もっと読む)
チャックユニット及び自動包装装置
【課題】内容物充填時に袋体の口部を確実にかつ簡単に拡開させる。
【解決手段】例えば、第1チャックユニットが、充填部に対峙した際には、一対のチャック爪が閉状態のまま、すなわち、包装用袋体Aを把持した状態で、充填部の吸着部と共に、包装用袋体Aの外表面を吸着しながら開口駆動軸部は後退し、チャック爪間の離隔が狭められて、包装用袋体Aの口部が開口される。このように、包装用袋体Aを吸着してその外表面の両側に引っ張るのみならず、包装用袋体Aの開口部の両側端部を幅を狭めるように押す。
(もっと読む)
長尺物の包装装置並びに該包装装置を用いた長尺物の包装システム
【課題】作業効率に優れた長尺物の包装装置並びに該包装装置を用いた包装システムを提供する。
【解決手段】長尺物Aを袋体Yで包装するのに用いられる包装装置10であって、外面に袋体Yが装着可能で、且つ、内部に長尺物Aが挿通可能である筒状の包装装置本体22と、包装装置本体22の開口端部22a,22bが向く方向を袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替える切替機構24とを備える。この発明では、袋体Yの装着並びに長尺物Aの挿通が行われる包装装置本体22の開口端部22a,22bが向く方向を切替機構24によって袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替えることができるので、袋体Yの装着作業或いは長尺物Aの挿通作業の度に包装装置本体22の位置調整を行う必要はない。
(もっと読む)
無菌包装方法および無菌包装装置
【課題】 多数の包装袋からなる連続包装袋の内面および外面を確実に殺菌する。
【解決手段】 一対の連続フィルム2a,2bの各々の内面に対して、内面放射線照射部10により放射線が照射され、連続フィルム2a,2bの各々の内面が殺菌される。次に一対の連続フィルム2a,2bが内面を向い合わせて重ね合わされ、一対の連続フィルム2a,2bがヒートシールされて連続包装袋9が作製される。連続包装袋9の外面が外面殺菌部12により殺菌され、切断部13において連続包装袋9が幅方向に切断されて開口8aを有する個々の包装袋8が作製され、包装袋8内に開口8aから内容物が充てんされて密封される。
(もっと読む)
バッグの製造方法
本発明は、ポリマーフィルム材料および/または金属フィルム材料で作られたバッグ(25、40)の製造方法に関する。バッグ(25、40)は、その下端部が閉じられかつ4つのシーム(27)により連結された4つの外壁(A〜D)が設けられている。本発明の特徴は、バッグの形成に必要な材料(A〜E)は、ロール上に巻回されたフィルムチューブ(25、40)の形態で、底形成装置の巻き出しステーションに供給され、底形成装置は、繰出されるフィルムチューブをフィルムチューブセグメントに分離し、バッグの少なくとも1つの端部をシールすることにある。  (もっと読む)
(もっと読む)
一続きのバッグをローディングするための装置および方法
好ましい実施形態は、1つづつが各搬送テープを巻き取るための2つのスプール12a、12b、およびスプール間に配置された差動ギアユニット20を含む、一連の瓦状に重ねた包装バッグ51a、51b、51cを組み込んである一続きのバッグの、2つの搬送テープ52a、52bを巻き取るための装置である。使用の際、装置は、例えばスナップ式取付具などによって、差動ギアユニットが、バッグローダのシャフト112によって駆動され、かつスプールを回転させてそれぞれの供給テープを等しい張力で巻き取らせるように、脱着可能にバッグローダに接続されている。スプールは、装置に同軸に配置される。同様に、このような装置を使用して、一続きのバッグをバッグローダに装着する方法も開示される。 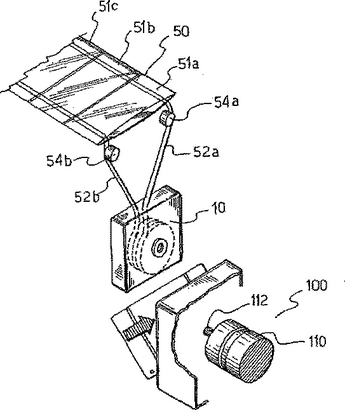 (もっと読む)
(もっと読む)
カートン移送ユニット
移送ユニットは成形/充填/シールを行う包装機械に使用するように構成される。この移送ユニットは、第一のステーションからチューブ状の形状をした部分的に直立されたカートンを受入れて、そのカートンを第二のステーションへ移送し、また第二のステーションから第三のステーションへカートンを移送する。移送ユニットは長手方向のハブ軸線を定めているハブを含み、ハブはハブ軸線のまわりに回転するようになされる。複数のカー対がハブに取付けられ、ハブに沿って長手方向に移動できるようになされる。各対をなすカーは第一および第二のカーを含み、各々のカーは第一および第二のマンドレルを取付けられる。マンドレルは部分的に直立されたカートンを受取るようになされる。各マンドレルはその軸線を有し、それぞれの軸線のまわりに回転される。マンドレル軸線はハブ軸線に直角で接している。ハブに沿ってカー対を長手方向に移動させ、また回転方向に移動させる駆動装置は、マンドレルをそれぞれの軸線のまわりに約90゜ほど捻り解除位置と捻り位置との間で移動させる。 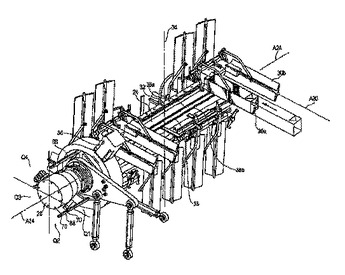 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]