
Fターム[3E030BA09]の内容
包装位置への供給(容器の供給) (3,570) | 容器の繰り出し(集積部) (295) | 集積物の押圧手段 (61) | 無端帯によるもの (25)
Fターム[3E030BA09]に分類される特許
1 - 20 / 25
ロータリー式包装機
【課題】従来は、ロータリー式包装機の1工程において、袋口にヘラを挿入して拡開し、袋口のシートを掴み爪で掴み直す必要があったため、包装スピードを上げることができず、包装効率が悪かった。
【解決手段】ロータリー式包装機にガセット袋2を供給する給袋機構が、ガセット袋2を供給する袋供給コンベアと、この袋供給コンベアからガセット袋2を取り出す袋取り機構21と、袋口を開口して次工程に受け渡す袋渡し機構22と、袋口を拡開する一対のヘラ62,63を備えた拡開機構23と、拡開機構23で拡開したガセット袋2の上部をクリップ7で挟持してロータリー式包装機のクランプに受け渡す受け渡し機構24と、を備えている。
(もっと読む)
カートンマガジン、カートンハンド及び文書積載挿入装置

【課題】カートンマガジンからのカートン取出時に、カートンの取出を確実に行うことのできるカートンハンドを得る。
【解決手段】カートンを積載収納するカートンマガジンのカートン取出口に搬送されるカートンの一面を吸着保持するための固定吸着パッドと、カートンの一面を吸着すると共に、固定吸着パッドよりその先端が突出して設けられ、かつ、固定吸着パッドの先端と同等の位置まで退縮可能な可動吸着パッドとを備える。
(もっと読む)
給袋自動包装機
【課題】袋を充填位置からシール位置へ移送する新たな機構を採用して小型化・省スペース化を図る給袋自動包装機を提供すること。
【解決手段】袋(h)を充填位置(a)に待機する第1アーム31に備えた第1グリップ(g)又は第2アーム45に備えた第2グリップ(g′)に供給する給袋手段10と、開口部(i)を上にして袋を吊り下げ状に支持する第1グリップ(g)又は第2グリップ(g′)を充填位置(a)とシール位置(b)との間で移動自在に設けた移送手段30と、第1グリップ(g)又は第2グリップ(g′)により支持された袋に所定量の被包装物を充填する充填手段55と、被包装物が充填された袋の底部を押し上げ若しくは袋の底部に振動を付与するように設けた底上げ装置60と、被包装物が充填された袋の開口部をヒートシールするシール手段65と、袋詰めされた製品を機外へ排出するベルトコンベア70とからなる。
(もっと読む)
間欠移送式縦型袋詰め包装方法
【課題】間欠移送される袋内の液状物の袋外への飛び出しや袋のシール不良の発生を防止し、包装処理の生産性を向上させる間欠移送式縦型袋詰め包装方法を提供する。
【解決手段】グリッパ4が第1接近位置に位置し、袋口10が平面視略円形になった状態で移送されてきた袋6を停止し、袋6にノズル40を介して液状物36を充填する。液状物36の充填中、特に充填終了間際あるいは充填終了後に、ノズル40の移動の障害とならないタイミング及び範囲で左右のグリッパ4が互いにさらに接近し、第2接近位置に位置する。袋口10が平面視で袋6の幅方向が短軸となる略楕円形となり、それぞれのサイドシール境界部12を挟んで左右の部分が大きな鈍角θをなして略平らと言って良いほどの形状になる。袋6は袋口10が略楕円形の状態のまま、袋6の緊張工程を実行する次の停止位置へ略袋の幅方向に移送される。
(もっと読む)
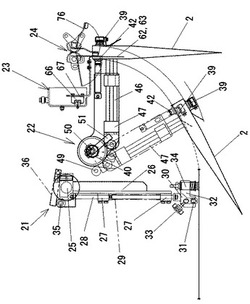
テトラ包装袋用包装機及びテトラ包装袋の製造方法
【課題】テトラ形状の包装袋に被包装物を自動包装するにあたり、包装のスピード化をはかる。
【解決手段】ロータリー式包装機1の包袋供給位置3の周縁部に、包袋搬送コンベア5を配置し、このコンベア5の包袋6を、袋口側を上にして開口させて起立させる包袋開口起立機構10を備え、起立した包袋6の開口した袋口に一対のヘラを挿入して、包袋の袋底の封止縁に対して、袋口が交差する方向にヘラを拡開しつつ、ロータリー式包装機1側に接近する袋口拡開機構13を備え、袋口拡開機構13に保持された包袋の袋口を挟持してロータリー式包装機1に包袋を受け渡す受渡し機構を備える。
(もっと読む)
包装袋供給装置
【課題】ベルトコンベア上に載置された多数の包装袋を1枚ずつ所定位置まで安定して送ることができる包装袋供給装置を提供すること。
【解決手段】第1モータ9により駆動される搬送ベルト8上に多数の包装袋を縦方向で前下がりに重ねて載置するベルトコンベア5と、フロントプーリ30と第2モータ25により駆動される駆動プーリ24とに掛け渡した繰り出しベルト32を備えた繰り出し手段20をベルトコンベア5の上方に設け、繰り出しベルト32を搬送ベルト8よりも早送りすることにより先頭の包装袋から順に所定位置まで送る包装袋供給装置において、搬送ベルト8上に載置された包装袋の高さにより変化するフロントプーリ30の中心の角度を角度検出器41によって測定し、その測定された検出パルス値に基づいて決定された出力周波数により第1モータ9の回転速度を制御する。
(もっと読む)
包装処理方法及び包装処理装置
【課題】間欠回転テーブル式包装処理装置において、開口工程の次に行われる充填工程が、他の処理工程に比べて長い処理時間を必要とする場合でも、生産性が低下しないようにする。
【解決手段】開口ガイド15が、停止位置IIIと、停止位置IIIと停止位置IVの間に設定された第1中間位置の間を往復移動し、停止位置IIIで下降して袋口に挿入され、袋口を開いた状態として袋3と共に移動し、第1中間位置で上昇して袋3から抜き出され、続いて停止位置IIIに復帰移動する。ホッパー7が、停止位置IIIと第1中間位置の間に設定された第2中間位置と、停止位置IVと停止位置Vの間に設定された第3中間位置の間を往復移動し、第2中間位置で下降して袋3の袋口に挿入され、かつ袋3と共に移動し、第3中間位置で上昇して袋口から抜き出され、続いて前記第2中間位置に復帰移動する。
(もっと読む)
袋詰め包装における開袋方法及び装置
【課題】袋幅に関わらず確実で安定した開袋ができ、且つ開袋状態の良否の判定が正確に行える開袋方法及び装置を提供する。
【解決手段】互いに離間した待機位置に対向配置された一対の吸盤を最接近位置へ移動させ、最接近位置において袋の両面に吸盤を該吸盤に作用する真空圧により吸着させ、最接近位置と待機位置との間の中間位置まで吸盤を互いに後退させ、吸盤の中間位置への移動に合わせて把持部材を互いに接近させ、中間位置に到達した吸盤を所定の時間停止させ、吸盤を中間位置から待機位置へそれぞれ後退させ、中間位置へ到達する直前から該中間位置に停止している間に吸盤に作用している真空圧を測定し、真空圧測定後から待機位置への移動開始直後までの間に吸盤への真空圧の作用を停止し、測定された真空圧と予め設定された基準値とを比較し、袋の開袋の良否を判定し、中間位置の位置を袋の幅寸法に応じて変更する。
(もっと読む)
シートの供給装置および供給方法
【課題】複数種類のシートに対応することが可能な、シートの供給装置および供給方法を提供する。
【解決手段】供給装置は、平面状のシートを搬送して供給する。供給装置は、マガジンと、取出機構とを備える。マガジンは、搬送方向に垂直な断面がV字状となる2つの斜面を有し、当該斜面上に載置されたシートを当該搬送方向へ搬送する。取出機構は、斜面上の所定の取出位置にあるシートを取り出して次工程へ供給する。これによれば、マガジンは、シートを2つの斜面上に載置するので、2つの斜面のなす角度とシートの2辺の角度とが合えば、どのような大きさ・形状であってもシートを搬送することができる。すなわち、供給装置は、大きさや形状が異なる複数種類のシートに対応することができる。
(もっと読む)
空袋供給方法及び空袋供給装置
【課題】コンベアマガジン3に袋底を前方に向け上位の袋が前方にずれるような形態で積層した空袋群から最上位の空袋を分離して1枚づつ袋底基準で位置決めし、これを袋詰め包装機のグリッパー1に供給する場合に、空袋の高さが常に適正となり、グリッパー1による袋口の把持位置が袋毎にばらつかないようにする。
【解決手段】袋底がストッパー18に当接して袋底基準で位置決めされた空袋2を、第1吸着部材31で持ち上げ、チャック35で挟持して上方に移送し袋底を上に向けた垂直姿勢に変更し、続いて第2吸着部材41で空袋2の袋口寄りの位置を吸着して、袋口を前方に向けて下方の位置決めコンベア46上に移送し、袋口を第2ストッパ49に当接させて袋口基準で位置決めし、その空袋2を第3吸着部材56で持ち上げ、チャック62で挟持して上方に移送し袋口を上に向けた垂直姿勢に変更し、グリッパー1に引き渡す。
(もっと読む)
袋詰包装における袋口シール装置及び方法
【課題】袋の位置検知手段の設置位置についての自由度が高く、最も適切な位置への設置ができ、それにより袋の位置ズレに対して補正をしてシール不良を確実に防止でき、生産性の向上を実現できるシール方法及び装置を提供する
【解決手段】間欠回転する回転テーブル3に設けられた把持部材5で袋Wの両側縁部を把持して袋を順次各工程へ移送する。充填物の充填工程の後の脱気工程とシール工程との間に袋位置検出装置21を設置する。制御装置23は予め設定された袋上でのシール位置を示す基準値と検知された袋位置に基づいてシール部材18,19,20を上下動させる第2駆動装置51を制御する。
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置
【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
袋供給装置
【課題】コンベアマガジン式給袋装置のベルトコンベア上の袋群(上位の袋が前方にずれるような形態で積層した袋群)の後端に新たな袋を送り込む。袋群の後端を持ち上げる装置の処理能力を上げて、速いピッチで新たな袋を次々に補充できるようにする。
【解決手段】袋持ち上げ装置2が、ベルトコンベア1の後端近傍において左右に対向配置された一対の袋支持部材35,36と、袋支持部材にベルトコンベアの搬送方向に垂直な面内で対称的に回転の並進運動を行わせる回転機構37を備える。袋支持部材は内向きに水平に突出する袋支持部35a,36aを有し、この袋支持部が袋群7の両側縁部に下方から当接し、袋群の後端部を支持して持ち上げ、続いて袋群の両側縁部から外側に離脱する。袋支持部が袋群の後端部を持ち上げている間に、ベルトコンベアの搬送面と袋群の間に新たな袋を送り込む。
(もっと読む)
摩擦低減支持軸を有するカートン供給器
マガジン内のブランクのスタックの端部からカートンブランクを選出し又は取り出すためのカートン供給器アセンブリーが開示されている。アセンブリーは、マガジン及びカートン供給器アセンブリーへカートンブランクのスタックを移動させるコンベアを備える。支持軸アセンブリーが、マガジンの下流の端部に配置され、カートンブランクのスタックを支持するため、スタック内の最前のカートンブランクにもたれかかる支持軸を有する。支持軸は、支持軸が回転される際に素早い振動をするように、偏心的に回転可能に取り付けられモーターにより駆動される。サポート軸のこの動きにより、殆どの時間の間、最前のブランクが支持軸から僅かに離間され支持軸と非接触状態を維持し、従って、最前のブランクと支持軸間の平均摩擦をかなり減らす。このように、最前のブランクは供給器アセンブリーの吸引カップにより確実に捕らえられ、次いで、供給器アセンブリーは、とても小さな摩擦抵抗のみで、最前のブランクを支持軸から下方へ滑らせ、そしてブランクのスタックから滑り出させる。従って、吸引カップは、ブランクへの吸着を続け、摩擦抵抗を克服して生じるせん断力によって滑り落ちることは無い。  (もっと読む)
(もっと読む)
ブランク供給装置
【課題】薄肉部と厚肉部とを有する平板状のブランク材を同一方向に整列させたときにブランク材が扇形状となるのを防止して、スムーズに搬送することができるブランク供給装置を提供する。
【解決手段】同期移動部40の同期搬送ベルト41をブランク材Bの薄肉部b1側の端縁に当接させ、搬送部30の搬送ベルト31でブランク材Bを搬送する際に、同期搬送ベルト41を搬送ベルト31に同期して駆動させる。
(もっと読む)
カートンマガジン、カートンハンド及び文書積載挿入装置
【課題】カートンを取り出す際に、積載されたカートンの各部位をカートン取出口に確実に位置させることのできるカートンマガジンを得る。
【解決手段】複数のカートン送りコンベア11a,11b,11c,11dは、それぞれカートン収納部10に供給されたカートン1を縦置き状態で順次カートン取出口15に搬送する。到着センサ13a,13b,13c,13dは、それぞれ搬送されるカートン1の複数箇所が、カートン取出口15にそれぞれ位置するかを検知する。コンベア駆動制御手段18は、到着センサ13a,13b,13c,13dの検知状態に基づいてカートン送りコンベア11a,11b,11c,11dの駆動制御を行う。
(もっと読む)
パッキング及びパッケージングシステム
複数のモジュール、ダンボールのブランク(3)を収容するための上流モジュールMであって先入れ先出しタイプのマガジン(2)の形式をとる上流モジュールMと、上記ブランク(3)を上記マガジン(2)から引抜腕部(9)を用いて取り出すための装置が設けられた中央モジュールCと、ブランク(3)が組み立てられるパッケージ及びパッキングする下流モジュールVと、で構成される。引抜腕部(9)は、ブランク(3)を長手方向で移動させるように移動可能であるキャリッジ(10)に取り付けられており、腕部は、それ自体が上記腕部(9)を軸(11)回りで回動させることが可能な作動機構を用いて上記キャリッジ(10)に対して移動可能であり、軸(11)は、マガジン(2)の底板部(8)の平面とブランク(3)の組立ステーション(5)の底板部(14)の平面との双方に一致する固定水平面にある。上記マガジン(2)の出口端部(12)とステーション(5)の基準点(16)との間の距離Dは、一定であり、これにより、キャリッジ(10)は、マガジン(2)から引き抜かれたブランク(3)の移動を制御し、システムが設計される全範囲の形式のブランク(3)に対して、一方で、上記マガジン(2)との干渉の危険性を避け、他方で、このステーション(5)にある上記ブランクを位置付けてこれを組立可能とする。  (もっと読む)
(もっと読む)
包装機の給袋装置
【課題】包装機に袋を供給する給袋装置において、一度に多数の袋を省スペースで安定的にストックでき、かつ包装機に供給する前に袋口基準で袋の位置決めが行えるようにする。
【解決手段】多数の袋を袋口を上にした起立姿勢で収容し前方に搬送する袋ストック機構1と、袋を袋口基準で所定位置に位置決めする袋位置決め機構2と、袋ストック機構1と袋位置決め機構2の間に配置され、袋ストック機構1から受け取った起立姿勢の袋を、袋口を前に向けた略水平姿勢に変更して袋位置決め機構2に送る袋受渡し機構3と、袋位置決め機構2で所定位置に位置決めされた袋を包装機に供給する袋供給機構4からなる。袋受渡し機構3は、90度ずつ間欠回転するロータ31と、その周囲に複数個設置され、放射方向に進退可能とされた吸着保持部材32を備える。
(もっと読む)
袋詰め包装方法及び袋詰め包装機
【課題】 袋の両側縁を把持するグリッパー対が間欠回転するテーブルの周りに複数対配置され、それが一回転する間に、袋の供給、袋口の開口、内容物の充填、袋口のシール等の各工程が行われる袋詰め包装機。袋面に反りや歪みがあって見かけの袋幅が公称値より小さい袋が含まれていても、グリッパー対による把持しろが一定になるようにする。
【解決手段】 グリッパー対の間隔を設定する間隔設定カム28の周方向の所定位置(袋の供給工程位置A)に、間隔調整用補助カム29を昇降可能に設置する。テーブルの回転に伴いローラ36が両カム上を転動し、グリッパー対は伝達機構を介してローラの高さに応じた間隔に開く。グリッパー対が袋を把持する前に見かけの袋幅を一袋ずつ測定し、グリッパー対による袋側縁の把持しろが一定値になるように、その測定値に応じて間隔調整用補助カムの高さを制御し、袋の供給工程でのグリッパー対の間隔を調整する。
(もっと読む)
袋詰め包装機
【課題】 間欠回転するテーブル3の周囲に設置したグリッパー対2,2で供給された袋1を把持し、その袋に各停止位置で順次所定の包装操作を施すとともに、工程の途中で袋内のガス置換を行う袋詰め包装機において、生産効率を低下させることなくガス置換を確実に安定して行い、かつ包装操作の自由度が損なわれないようにする。
【解決手段】 袋口の開口形状を保持する一対のガイド部材15,16を、各グリッパー対のそれぞれに対応してテーブル3上に設置する。ガイド部材15,16は中空で、その中空内部が不活性ガス供給源に接続され、袋内に挿入されるガイド部15c,16cの先端にガス吹き出し口を有する。すなわち、ガイド部材15,16がガス吹き込みノズルを兼ねる。
(もっと読む)
1 - 20 / 25
[ Back to top ]