
Fターム[3E033BB08]の内容
一体成形容器 (25,807) | 2以上の材料の組合せ (1,475) | 積層によるもの (989)
Fターム[3E033BB08]に分類される特許
21 - 40 / 989
シート成形品の製造設備
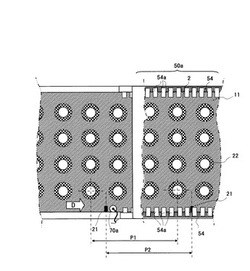
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
環状凹部を備える合成樹脂製ブロー成形容器

【課題】内容物充填後の口部シール工程でのグリッパフォーク挿入による把持が安定かつ確実である合成樹脂製ブロー成形容器を提供すること。
【解決手段】口部、環状凹部、胴部及び底部を容器軸方向に沿って順次備える合成樹脂製ブロー成形容器であって、口部は、周面から外方に雄螺条が膨出する雄螺条域を有し、環状凹部は、該口部の下端に連接し、胴部は、上端に、前記の環状凹部に連接する環状台座部を有し、かつ、口部、環状凹部及び環状台座部の外表面は、合成樹脂と、該合成樹脂に対し100〜4000ppmの不飽和cis構造炭素二重結合を有する脂肪酸アミド(A)とを含有する樹脂組成物から形成されている該成形容器、特に好ましくは、雄螺条の鍔先端部と鍔終端部とが容器のパーティングラインの中間線±60度以内の範囲にある該成形容器。
(もっと読む)
印刷インキ用多層容器
【課題】印刷インキ等を長時間充填しておいても、変質しにくく、耐印刷インキ性があり、長時間充填保存できるとともに、使用後に焼却処理が可能な印刷インキ用多層容器を提供する。
【解決手段】ポリアミド樹脂(A)から形成されるガスバリア層(X)と、熱可塑性樹脂からなる外層(Y)を少なくとも含む印刷インキ用多層容器であって、前記ポリアミド樹脂(A)が、下記一般式(I)で表される芳香族ジアミン単位を70モル%以上含むジアミン単位と、下記一般式(II)で表される直鎖脂肪族ジカルボン酸単位を50モル%以上含むジカルボン酸単位を含有する印刷インキ用多層容器。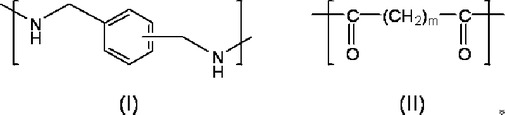
[前記一般式(II)中、mは2〜18の整数を表す]
(もっと読む)
ポリ塩化ビニリデン系二軸延伸フィルム、その積層体及び容器
【課題】成型性と耐衝撃性に優れたポリ塩化ビニリデン系二軸延伸フィルムを提供すること。
【解決手段】フィルムのエッジ方向からの透過2次元広角X線散乱測定による(100)面の回折ピーク強度を方位角に対してプロットした際に現れるピークの半値全幅μ(°)から、下記式1によって規定される結晶配向度Fが、70%〜89.5%であり、かつ、MD方向及びTD方向における23℃での引張破断伸度が共に80%以上である、
ポリ塩化ビニリデン系二軸延伸フィルム。
(式1) F=100×(180−μ)/180
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
接地凸部を備える合成樹脂製容器
【課題】内容物の充填後に容器口部をシール材で密封した合成樹脂製容器にキャップを装着する工程において、キャップの斜め掛かり不良が生じない合成樹脂製容器を提供すること。
【解決手段】少なくとも口部、胴部及び底部を備える合成樹脂製容器であって、底部が、容器の内方に凹む底部凹面、該底部凹面を連続して囲み、該底部凹面より容器の外方にある帯状の接地補助部、及び、該接地補助部から容器の外方に膨出する接地凸部を備え、かつ、該接地凸部が、不飽和cis構造炭素二重結合を有する脂肪酸アミド(A)を100〜4000ppm含有する合成樹脂からなる前記の合成樹脂製容器、好ましくは(A)は、H2N−CO−(−CH2−)n−CH=CH−(−CH2−)n−CH3;H2N−CO−(−CH2−)m−2−CH=CH− (−CH2−)m−CH3;またはH2N−CO−(−CH2−)k+4−CH=CH−(−CH2−)k−CH3(n、m、kは、6〜10の整数)。
(もっと読む)
熱成形用ポリエチレン系樹脂多層発泡シート
【課題】 本発明は、多数個取りの連続成形法により深絞り形状の成形体を製造することが可能な、熱成形用ポリエチレン系樹脂多層発泡シートを提供することを、その課題とするものである。
【解決手段】 本発明の熱成形用ポリエチレン系樹脂多層発泡シートは、分岐状低密度ポリエチレン(a1)60〜85重量%と直鎖状低密度ポリエチレン(b1)15〜40重量%との混合樹脂(ただし、両者の合計が100重量%である。)を基材樹脂とするポリエチレン系樹脂発泡層の両面に、共押出によりポリエチレン系樹脂層を積層してなる、見掛け密度15〜460kg/m3、厚み1〜7mmの多層発泡シートであって、該ポリエチレン系樹脂層の片面あたりの坪量が10〜80g/m2であり、該ポリエチレン系樹脂層は、脂肪酸エステル、脂肪族アミンおよび脂肪酸アミドから選択される1以上の収縮防止剤を含み、該樹脂層中の収縮防止剤の配合量が、該樹脂層を構成するポリエチレン系樹脂100重量部に対して0.7重量部以上であり、該ポリエチレン系樹脂発泡層は、脂肪酸エステル、脂肪族アミンおよび脂肪酸アミドから選択される1以上の収縮防止剤を実質的に含まないことを特徴とする。
(もっと読む)
寿司用容器
【課題】寿司の視認性に優れた、透明性が高い蓋体の使用に好適であり、寿司の転がり等を防止し、寿司の収容作業がし易く、寿司を取り出し易く、しかも、寿司が沈み込んだように感じられることを防止した、寿司のおいしさ及び新鮮さが訴求できる包装用容器を提供する。
【解決手段】周縁の平面視形状が略長方形とされた容器本体1に略平坦な面で構成される収容物載置部11を備え、前記収容物載置部11には、複数個の寿司を前記容器本体1に対して斜め向きに載置可能であり、前記収容物載置部11における周縁よりも外側に、部分的に高さの異なる周縁壁12を設けてなり、前記周縁壁12は、前記収納物載置部11に載置される複数個の寿司を囲むように、前記容器本体1の内側に張り出すように位置する。
(もっと読む)
ポリスチレン系樹脂積層発泡シートとその製造方法及び成形容器
【課題】透湿度が低く、防湿性に優れたポリスチレン系樹脂積層発泡シート、及び該シートを熱成形して得られた成形容器の提供。
【解決手段】ポリスチレン系樹脂発泡シートの一方の面又は両面に、ポリスチレン系樹脂と環状ポリオレフィン系樹脂との混合樹脂を含有する混合樹脂非発泡フィルムが積層されてなることを特徴とするポリスチレン系樹脂積層発泡シート。
(もっと読む)
射出成形機能部付きの容器及び該容器を成形する工具
【課題】
本発明の目的は、流動成形材料を容器のフランジの下側に含んだ状態に維持するようにする方法で、流動成形材料の流れを制御することである。
【解決手段】
容器が底部パネル、底部パネルから上方に延びる少なくとも1つの側部パネル、及び底部パネルから上方に延びる少なくとも1つの端部パネルを有する。少なくとも1つの隅部が側部パネル及び端部パネル間の接合部に形成される。フランジが側部パネル、端部パネル及び隅部のうちの少なくとも1つの上縁から側方外側に延びる。射出成形構造がフランジの少なくとも一部に沿って延び、射出成形構造は側部パネル及び端部パネルの上縁に隣接する基部、該基部から側方外側に延びる遠位部、並びに該容器のフランジの少なくとも一部に沿って延びる、該遠位部の窪みを含む。容器を成形する装置及び容器を製造する方法も開示される。
(もっと読む)
耐熱性ポリスチレン系樹脂組成物、耐熱性ポリスチレン系樹脂発泡シート、積層シート、及び、包装用容器
【課題】耐熱性ポリスチレン系樹脂発泡シートとポリオレフィン系樹脂フィルムとが積層されてなる積層シートやその成形品を製造する際に生じる端材をリサイクル原料として利用する耐熱性ポリスチレン系樹脂発泡シート形成に適した耐熱性ポリスチレン系樹脂組成物を提供する。
【解決手段】ポリフェニレンエーテルを含む耐熱性ポリスチレン系樹脂組成物を発泡させてなる耐熱性ポリスチレン系樹脂発泡シート2の端材の内の1つ以上からなる第一成分と、スチレン−エチレン/ブチレン−スチレンブロック共重合体、スチレン−エチレン/プロピレン−スチレンブロック共重合体、及び、スチレン−ブタジエン/ブチレン−スチレンブロック共重合体の内の1つ以上からなる第二成分と、ポリフェニレンエーテルを含む耐熱性ポリスチレン系樹脂のバージン材からなる第三成分とが含有されている耐熱性ポリスチレン系樹脂組成物。
(もっと読む)
ブロー成形容器
【課題】 デラミ現象の進行中に、保持部において、外層の一部に挟み込まれた内層の一部が離脱して保持状態が解除されるのを防止し、最後まで内容物の安定した注出動作を達成できるブロー成形容器を創出することを課題とする。
【解決手段】 胴部(4)の中心軸に対して軸対称となる両位置の少なくとも一方に、外層(7)の一部で内層(8)の一部を挟み込んで保持状態を形成する平断面略C字状の保持部(12)と、保持部(12)に隣接する左右の位置に胴部(4)を部分的に陥没形成した一対の陥没部(11)と、一対の陥没部(11)に、胴部(4)が潰れ変形したときに前記内層(8)の動きを規制し、保持部(12)を形成する内層(8)の一部が前記外層(7)の一部から離脱して保持状態が解除されることを防止する拘束部(13)と、からなる保持機構(10)を設けた構成とする。
(もっと読む)
ボトル
【課題】ボトル内の減圧吸収性能を向上させること。
【解決手段】底部14の底壁部19が、接地部18と、該接地部にボトル径方向の内側から連なり上方に向けて延びる立ち上がり周壁部21と、該立ち上がり周壁部の上端部からボトル径方向の内側に向けて突出する環状の可動壁部22と、該可動壁部のボトル径方向の内端部から上方に向けて延びる陥没周壁部23と、を備え、可動壁部が陥没周壁部を上方に向けて移動させるように、立ち上がり周壁部との接続部分25を中心に回動自在に配設され、立ち上がり周壁部には、ボトル径方向の内側に向けて窪み且つ上方に向けて開放された縦リブ30がボトル周方向に沿って複数形成されているボトル1を提供する。
(もっと読む)
非耐熱成形プラスチックボトル
【課題】非耐熱成形プラスチックボトルを用い、プラスチックボトルを薄肉とした場合であっても、加温時においてプラスチックボトル外観を良好に維持することができ、かつ底部を押上げる際周縁部が屈曲することがないプラスチックボトルを提供する。
【解決手段】非耐熱成形プラスチックボトル10は、口部11と、胴部20と、底部30とを備えている。胴部20は、4つの側面21を有する略四角筒形状からなり、胴部20間に境界面22が形成され、この境界面22に胴部20の軸線方向に延びる複数の胴部凹状リブ25a、25b、25cが設けられている。底部30は周縁部31と、周縁部31から持上げられた中央部32を有し、周縁部31に複数の底部凹状リブ33が設けられている。
(もっと読む)
熱成形容器
【課題】レトルト処理に耐えうる深絞りのポリプロピレン系熱成形容器を提供する。
【解決手段】ポリプロピレン系シートを用いて固相圧空成形により得られる熱成形容器であって、前記シートの主層は、下記要件(A1)及び(A2)を満たすプロピレン系樹脂(A)と無機フィラー(B)とを、プロピレン系樹脂(A)及び無機フィラー(B)の合計を100重量%として、プロピレン系樹脂(A)を50〜99重量%、無機フィラー(B)を50〜1重量%含むプロピレン系樹脂組成物(X)からなり、容器の深さ/口径の比が1.0以上の深絞り構造を有することを特徴とする熱成形容器による。
要件(A1):メルトフローレート(MFR)が0.3〜3.0g/10分
要件(A2):示差走査熱量計(DSC)で測定された融解ピーク温度が160℃以上
(もっと読む)
ポリスチレン系樹脂積層発泡シートとその製造方法及び成形容器
【課題】透湿度が低く、防湿性に優れたポリスチレン系樹脂積層発泡シート、及び該シートを熱成形して得られた成形容器の提供。
【解決手段】ポリスチレン系樹脂発泡シートの一方の面又は両面に、ゴムを含むハイインパクトポリスチレン系樹脂とポリオレフィン系樹脂との混合樹脂からなる混合樹脂非発泡フィルムが積層されてなることを特徴とするポリスチレン系樹脂積層発泡シート。
(もっと読む)
プラスチックボトル
【課題】内容物に対する滑落性に優れたプラスチックボトルを提供する。
【解決手段】プラスチックボトルは、内容物と接する基材樹脂に、HLB値が1未満の界面活性剤と不飽和脂肪酸アミドとを混合してなる滑剤が添加されている。これにより、滑剤をブリードアウトし易くすることができ、内容物に対する滑落性に優れたプラスチックボトルを得ることができる。
(もっと読む)
包装用容器
【課題】留め具を用いた場合に、留め具を所定位置に固定することが可能な包装用容器を提供する。
【解決手段】包装用容器100は、内側に物品を収容するための本体部120と、この本体部120に取り付けることが可能な蓋部110とを備え、蓋部110は、対向する位置に形成された蓋係止溝を有し、本体部120は、蓋部110が取り付けられた時に、外周において、蓋部110の対向する係止溝を結ぶ仮想線Lに沿って形成された本体係止溝を有することを特徴とする。
(もっと読む)
包装用容器
【課題】強度を向上した包装用容器を提供する。
【解決手段】包装用容器100は、内側に物品を収容するための本体部120を備えた包装用容器であって、本体部120は、底面121と、この底面121に連結された側面122とを含み、側面122から底面121に渡って、内方に突出したリブ125が形成されていることを特徴とする。リブ125の突出高さは、底面121と側面122との連結部で最も大きいことが好ましい。
(もっと読む)
複合容器とその製造方法
【課題】内面熱可塑性プラスチック成形品が備えるフランジ部と外面熱可塑性プラスチック成形品が備えるフランジ部とが熱接着されて中間成形品が封止された複合容器で、各成形品の寸法や位置の精度が、多少下がっても、シワの発生しない複合容器とその製造方法を提供する。
【解決手段】複合容器の底面と側面の間、側面とフランジ部の間の折り曲げ部分が曲面で形成されている。または、中間成形品の折り曲げ部分に複数の並列した折罫が設けられている。そして、チャンバー内で、シール受け台上の重ねられた内面熱可塑性プラスチック成形品と、中間成形品と、外面熱可塑性プラスチック成形品のそれぞれの底面が密着するように押圧しながら、チャンバー内を脱気し、熱シールバーにより、内面熱可塑性プラスチック成形品が備えるフランジ部と外面熱可塑性プラスチック成形品が備えるフランジ部とを熱接着する。
(もっと読む)
21 - 40 / 989
[ Back to top ]