
Fターム[3E033BB08]の内容
一体成形容器 (25,807) | 2以上の材料の組合せ (1,475) | 積層によるもの (989)
Fターム[3E033BB08]に分類される特許
121 - 140 / 989
二重壁構造を有する合成樹脂製ボトル
【課題】
本発明は、高級感のあるパッケージングの実現を目的とした二重壁構造を有するボトルの剥離を防止し、予期せぬ衝撃に対して装飾効果を失うことのない、美観に優れた合成成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】
口筒部を有する合成樹脂製ブロー成形壜体であるボトル本体と、該ボトル本体の胴部と底部を外装する有底筒状の透明な合成樹脂製の外殻体とから構成され、前記外殻体は前記ボトル本体をインサート材とした射出成形により形成され、前記外殻体と前記ボトル本体とが密着している二重壁構造を有する合成樹脂製ボトルであって、前記外殻体内周面と前記ボトル本体の胴部外周面の密着部分に接着層を周設した構成とする。
(もっと読む)
紙製密封容器の成形装置

【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
パルプモールド容器およびその製造方法
【課題】飲料・液状食品に適したパルプモールド容器を製造するとともに、食品残渣が付着する樹脂部分を容易に分離可能な構造とし、パルプモールド成形体のリサイクルにより、資源を有効利用する。
【解決手段】パルプモールド容器Cは、容器形状のパルプモールド成形体からなる本体部1と、本体部1の内表面を覆う樹脂層2を備え、樹脂層2は、本体部1の内表面に非接着かつ密接して配置される内容器部21と、フランジ部11を非接着で巻き込み保持する係止部22を有し、使用後に容易に分離可能な構成としている。
(もっと読む)
複合容器の製造方法
【課題】内容物のレトルト処理に適した複合容器及びその製造方法を提供することを課題とする。
【解決手段】開口部にフランジ部を備えた内層側プラスチック成形品と、中間基材と、開口部にフランジ部を備えた外層側プラスチック成形品がこの順に積層され前記中間基材が封止された複合容器の製造方法であって、外層側プラスチック成形品の内側に中間基材を挿入し、外層側フランジ部の内周辺縁と中間基材の開口部辺縁を熱接着後、中間基材の内側に内層側プラスチック成形品を挿入し、外層側フランジ部と内層側フランジ部を一部を除き熱接着して複合容器中間品とし、この複合容器中間品全体を減圧下において内外層プラスチック成形品の間に残った気体を除き、前記複合容器中間品全体を減圧下に保ったまま外層側フランジ部と内層側フランジ部を全て熱接着することを特徴とする複合容器の製造方法である。
(もっと読む)
ボトル
【課題】加熱殺菌処理が施されたとき、あるいは高温の内容物が充填されたときに、底壁部の窪み部を下方に向けて膨出変形させ難くする。
【解決手段】合成樹脂材料で有底筒状に形成されたボトル1であって、その底部14の底壁部16のうち、外周縁部はボトル周方向に延びる接地部17とされるとともに、該接地部17よりボトル径方向の内側に位置する部分は上方に向けて窪む窪み部18とされ、該窪み部18を画成する壁部のうち、接地部17にボトル径方向の内側から連なり上方に向けて延びる側壁部19は、熱結晶化処理されて白化している。
(もっと読む)
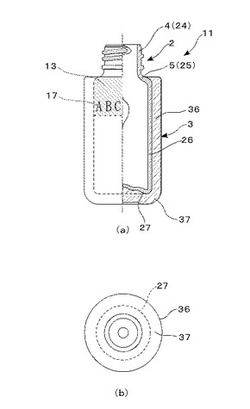
インモールドラベル容器および蓋材付きインモールドラベル容器
【課題】薄肉化されたインモールドラベル容器において、とりわけフランジの強度を上昇させることができ、かつ蓋材との密封性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は胴部1と、胴部1上端に設けられたフランジ4と、胴部1に連結された底部3とを備えている。帯状ラベル5は胴部1外面からフランジ4まで延びている。胴部1の厚さは0.30〜0.50mmとなっており、フランジ4の厚さは胴部の厚さの1.4〜2.1倍となっている。フランジ4上面に、上方へ突出する複数の環状リブ9が設けられている。
(もっと読む)
樹脂積層体
【課題】 外装材に変形が生じるのを抑制することで、製品の外観が損なわれるのを抑制すると共に、製品に歪みや破損が生じるのを抑制することができる樹脂積層体を提供することを課題とする。
【解決手段】 複数の発泡性樹脂粒子が一体的に成形されてなる発泡樹脂成形体が非発泡の合成樹脂からなる外装材によって形成された密閉空間内に配置されてなる樹脂積層体において、密閉空間に配置される際の発泡樹脂成形体の内部に残存するガス成分の質量は、発泡樹脂成形体の質量に対して0.7wt%以下であることを特徴とする。
(もっと読む)
熱成形品の製造方法及び食品用容器
【課題】ポリスチレン系樹脂発泡層に対する靱性付与に有効な熱成形品の製造方法を提供し、ひいては、切粉の発生が抑制され、優れた強度を有する食品用容器を提供することを課題としている。
【解決手段】ポリスチレン系樹脂発泡層を有する樹脂シートを熱成形して熱成形品を作製する熱成形品の製造方法であって、ポリフェニレンエーテル系樹脂とポリスチレン系樹脂とを10:90〜50:50の質量割合で含有する混合樹脂をブタンを含む発泡剤で発泡させてなるポリスチレン系樹脂発泡層を有する前記樹脂シートを用いて、前記ポリスチレン系樹脂発泡層で形成されている箇所にブタンを1.5質量%以上含有する熱成形品を作製することを特徴としている熱成形品の製造方法などを提供する。
(もっと読む)
合成樹脂ブロー成形容器及びその成形方法
【課題】 本発明は単純なグラデーション状の模様をさらに複雑に発展させて、色調を大理石調の模様等に見られるように多様に変化させたブロー成形容器を創出することを課題とする。
【解決手段】 基体層を形成する円筒状基体層流路と、この基体層の外側に比較的薄肉の着色した加飾層を形成する円筒状加飾層流路を有する多層共押出し成形用ダイスを用い、加飾層を形成する加飾層樹脂の供給速度を周期状に変動させて円筒状加飾層流路に供給し、加飾層樹脂の溶融粘度と、加飾層を形成する流路の形状と、加飾層樹脂の周期状の供給パターンの組み合わせにより、円筒状加飾層流路内での流動態様を軸方向及び周方向に変動させ、この変動により加飾層の層厚を多様に変化させた多層パリソンを成形し、加飾層の層厚が多様に変化し、この層厚変化により色調が多様に変化した模様を外側面に現出させた容器をブロー成形する。
(もっと読む)
バリヤープラスチック小塊を含むベースプラスチックからなる層
【課題】少なくとも1つのバリヤープラスチック層及び1つのベースプラスチック層を含む多層中空体をリサイクルして、中間層及び外部層の両方に用いることができ、その結果として、特に大きなスケールの製造及び/又は高価な材料を伴う製造において実質的な節約を達成することができる方法及びこの方法を用いた多層構造を提供する。
【解決手段】ベースプラスチックと不相溶性であるバリヤープラスチックを含む1μm以下の直径の小塊を分散した形状で含む、ベースプラスチックからなる層;少なくとも1つのそのような層を含む多層構造及びそのような層/構造の製造方法。
(もっと読む)
印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆缶体
【課題】マット調の画像表現をすることができると共に、印刷フィルムの耐傷付性、滑り性が担保された印刷ポリエステルフィルム及びこれを用いた印刷ポリエステルフィルム被覆缶体を提供する。
【解決手段】印刷ポリエステルフィルム1は、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層3と、印刷層3の上に設けられた熱硬化型樹脂系接着剤層4と、基体となるポリエステルフィルムの他方の面に設けられ、粒子7が分散された樹脂組成物からなる樹脂組成物層5と、樹脂組成物層5上に設けられ、樹脂組成物層5の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備える。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案する。
【解決手段】外層と内層とを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、胴部10を内方へ凹設した凹陥部30を形成するとともに、胴部10の中心軸に対して接着層20と軸対称位置の凹陥部30内中央部に、内層i相互が融着した状態で外層oと内層iとを突出した形態の板状融着部40を設け、該板状融着部40は、パリソン60の板状融着部該当部を金型により挟持した状態で、ブロー成形して形成した。この板状融着部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
食品保存容器
【課題】本発明は、従来の複雑な形態のフィルム構造を改善することができ、高い酸素遮断能力を備えた食品保存容器を提供する。
【解決手段】本発明の一実施形態に係る食品保存容器は、下面部及び側面部を具備し、内部空間を形成する容器本体と、前記下面部に付着する下部フィルムと、前記下部フィルムと重なる部分である第1重畳部及び一端部と他端部とが重なる部分である第2重畳部を形成し、前記側面部に付着する側面フィルムとを備える。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
深絞り成形用フィルム
【課題】放射線滅菌が可能で、深絞り成形後の厚みの均一性が高く、製造も容易なフィルム、該フィルムを用いた医療器具の包装方法の提供。
【解決手段】MFRが1〜3g/10分であるポリオレフィンを主成分とし、MFRが1g〜3g/10分であるエチレン系共重合体からなる改質剤を、当該改質剤を除く全成分の合計量に対して0質量%以上30質量%未満の割合で含有する樹脂組成物(A)と、MFRが1〜3g/10分である酸基含有重合体およびそのアイオノマー樹脂から選ばれる少なくとも1種からなる樹脂(B)とを用い、インフレーション法により製膜された3層フィルムであり、該3層フィルムの外層1、2がそれぞれ前記樹脂組成物(A)からなり、外層1、2の間に配置された中間層3が前記樹脂(B)からなり、外層1、2の厚みがそれぞれ中間層3の厚み以下であり、総厚みが160μm未満である深絞り成形用フィルム。
(もっと読む)
包装用容器
【課題】発泡樹脂シートを熱成形してなる軽量な包装容器において、積み重ねたときにブロッキング現象が発生するのを回避できるようにする。また、収容した食品を見栄えよく見せることができようにする。
【解決手段】発泡樹脂シートを熱成形してなる包装用容器1において、容器1の外側面には側壁3上端から底部2へかけて凹状のリブ5を形成し、容器1の内側面には凹状のリブは形成されない滑らかな面とする。
(もっと読む)
生分解性容器の製造方法およびその方法で製造された生分解性容器
【課題】生分解性材料を水蒸気発泡させて焼成する際に生分解性材料の余剰分を発生させずに済む生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型と雌型からなる発泡成形用の金型を用い、水分を含んだ生分解性材料を介在させて雄型と雌型を嵌合させ、金型内で生分解性材料を加熱し水蒸気発泡させて焼成することにより底部、胴部および開口縁部を有する容器状の発泡基材層を成形する工程を備え、雄型と雌型は完全に嵌合した際に互いに当接して第1蒸気抜き孔を形成する当接部をそれぞれ有すると共に少なくとも一方に第2蒸気抜き孔が形成され、金型内で生分解性材料を加熱する前記工程は、雄型と雌型の当接部が所定の間隔を空けて対向するように雄型と雌型を所定時間だけ予備的に嵌合させた後、前記当接部が互いに当接するように雄型と雌型を完全に嵌合させ第1および第2蒸気抜き孔から水蒸気を放散させながら焼成する工程である。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
121 - 140 / 989
[ Back to top ]