
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
41 - 60 / 653
縦型製袋充填包装機のフィルムテンション付与装置
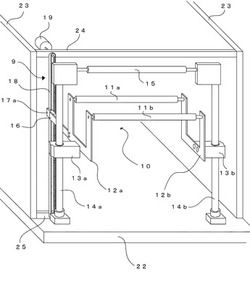
【課題】直線昇降式のダンサローラを用いて、ダンサローラの位置検出をデジタル信号によって行え、さらに、適度なテンションを保つための自重調整が容易に行える縦型製袋充填包装機のフィルムテンション付与装置の提供
【解決手段】ダンサロールユニット10とベルトユニット9を連結板16により連結してあるので、ダンサロールユニット10の位置検出がデジタル信号出力であるロータリーエンコーダ19で可能となり制御装置はアナログ・デジタル変換回路を必要としない。また、ベルトユニット9とダンサロールユニット10との連結部がある歯付ベルトの同側にウエイトブロックを備えたベルトクランプ部材を取り付ければ自重を重くする調整が可能となり、反対側にウエイトブロックを備えたベルトクランプ部材を取り付ければカウンターウエイトとして作用するので自重を軽くする調整が可能となる。
(もっと読む)
自動包装機の位置変動する装置に駆動力を伝達する機構

【課題】例えば、上押えベルト装置や逆ピロー包装機のセンタシール装置のような自動包装機を構成している位置が上下変動する装置への駆動力伝達する場合に、駆動源と駆動の出力軸の水平方向の位置が離れている場合でも別の伝達機構が必要とせず簡易な構成のまま対処できる自動包装機を構成する位置が変動する装置への駆動力伝達する機構の提供。
【解決手段】無端ベルト23を、機械フレームに配設された入力軸プーリ21及び第一のアイドルプーリ20aと昇降自在なベース板13に配設された出力軸プーリ22に内接し、昇降自在なベース板13に配設された第二のアイドルプーリ20b,第三のアイドルプーリ20cに外接するように掛け回して構成した、自動包装機の位置が変動する装置へ駆動力を伝達する機構。
(もっと読む)
易開封ピロー包装体及びその製造方法
【課題】通常の包装機械で製造でき、老齢者や子供でも、容易に開封作業が行える背貼り部からの開封が行えて、開封後は一種の皿状の容器としては使用できるピロー袋の包装形態及びその製造方法を提供する。
【解決手段】背貼り部31からは、直行方向に2つの開封用タグ32a,32bが延出している。開封用タグ32a,32bをそれぞれ掴み左右に引くことで背貼り部31が引きはがされ、易開封ピロー包装体41の上方に開口部42が形成される。これにより、開封後は背貼り部31のみが開いた一種の皿状の容器としては使用できる。開封作業は、開封用タグ32a,32bをそれぞれ掴み左右に引くだけなので、老齢者や子供でも、容易に開封作業が行える。
(もっと読む)
横形製袋充填機の脱気装置
【課題】袋内の残存空気を少なくした状態に脱気し得る横形製袋充填機の脱気装置を提供する。
【解決手段】上シール体12の下流側に、第1シリンダ48で昇降動される第1の押付部材42が配設される。搬出コンベヤ20の側方に、作動シリンダ52によって退避位置と脱気位置との間を水平回動する脱気部材44が配設される。一対のシール体12,14が筒状フィルムFを挟持して噛合する前に、第1の押付部材42が下降して、第1押面42aで物品Wの下流端縁から下流側に延出するフィルム延出部50が押さえ付けられると共に、第2押面42bが物品Wの上面に筒状フィルムFを押さえ付ける。フィルム延出部50が下流側に移動することで、第1押面42aで上側を押さえ付けたフィルム延出部50の下側を脱気部材44で下流側から上流側へ向けて撫で付けることで、内部空気は上流側へ押しやられる。
(もっと読む)
製袋包装機
【課題】包材を安定してシールすることができる。
【解決手段】製袋包装機100は、プルダウンベルト機構23と、縦シール機構2と、制御部29とを備える。プルダウンベルト機構は、筒状フィルムFmを搬送する。縦シール機構は、プルダウンベルト機構によって搬送されている筒状フィルムに圧力および超音波振動を与えて、筒状フィルムをシールする。制御部は、プルダウンベルト機構によって搬送される筒状フィルムの速度、および、縦シール機構によって筒状フィルムに与えられる超音波振動の振幅を制御する。制御部は、プルダウンベルト機構によって筒状フィルムの搬送が開始される第1時点に移行する直前の時間領域において、筒状フィルムに超音波振動を与える。制御部は、第1時点に移行した後の時間領域において、筒状フィルムの速度に応じた振幅を有する超音波振動をフィルムに与える。
(もっと読む)
製袋包装機
【課題】筒状の包材の縦方向の重なり部分が横に開いてしまうのを防ぐことができる製袋包装機を提供する。
【解決手段】製袋包装機1は、チューブ31と、セーラ部32と、縦シール機構15とを備える。セーラ部32は、シート状のフィルムFをその両端部が重なるようにチューブ31に巻き付ける。縦シール機構15は、シート状のフィルムFの両端部の重なり部分を縦方向に超音波シールする。縦シール機構15は、振動体50と、ローラ54とを有する。振動体50は、超音波を発生させる。ローラ54は、フィルムFの進行方向に沿って振動体50の下流側に配置される。ローラ54は、フィルムFの進行方向に回転しながら、振動体50を通過した後のフィルムFを押さえる。
(もっと読む)
ロールタイプ自動包装機におけるポケットシールロール機構
【課題】
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
(もっと読む)
製袋包装機
【課題】振動体とアンビルとの位置関係を適切に維持することが可能な製袋包装機を提供する。
【解決手段】製袋包装機は、フォーマ構造体と、縦シール構造体と、クランプ固定機構18とを備える。フォーマ構造体は、支持フレーム33と、チューブ31と、セーラ部と、アンビル51とを有する。チューブ31は、支持フレーム33に固定される。セーラ部32は、支持フレーム33に固定され、シート状のフィルムをその両端部が重なるようにチューブ31に巻き付ける。アンビル51は、チューブ31に固定される。縦シール構造体は、振動体50を有する。振動体50は、アンビル51との間を搬送されるフィルムFの両端部の重なり部分を縦方向にシールするために超音波を発生させる。クランプ固定機構18は、フォーマ構造体と縦シール構造体とを固定する。
(もっと読む)
ロールタイプ自動包装機の混合充填装置
【課題】 簡単かつ低コストな構成でありながら、包装袋の内容物充填部に液状原料と混合原料とを混合して充填する場合でも、混合原料の噛み込みやシール不良を招くことなく良好に包装袋の充填口をヒートシールにより封止することができ、以って品質不良等のない高い製品品質を達成することができるロールタイプ自動包装機の混合充填装置を提供する。
【解決手段】 本発明は、ロールタイプ自動包装機1の混合充填装置であって、筒状包装袋内に第一の原料を間欠充填する第一の充填ノズル10と、第二及び第三の液状原料を充填する第二及び第三の充填ノズル20、30と、これら充填ノズル群の直下に配置され筒状包装袋を挟み込むことによって原料の液面レベル位置を調整する一対のしごきロール41、42と、を含んで構成され、前記しごきロール41、42の少なくとも一方には原料の誘導経路41A、42Aが設けられていることを特徴とする。
(もっと読む)
フィルム溶着装置および包装体製造装置
【課題】第2の帯状のフィルムをアンビル上にスムーズに送り出すことができるフィルム溶着装置を提供する。
【解決手段】第1の帯状のフィルムFbを送り出す第1の送り出し部21と、第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と、送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と、第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と、第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5ahと、固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備えるフィルム溶着装置1とする。
(もっと読む)
横型製袋充填包装機の供給コンベヤ
【課題】無端チェーンをスプロケットから取り外すことなく供給コンベヤの清掃を行う場合に、プッシャアタッチメントが所定の間隔で取り付けられている無端チェーンを簡単に動かすことが可能な横型製袋充填包装機の供給コンベヤの提供。
【解決手段】供給コンベヤの駆動伝達系を、供給コンベヤ駆動サーボモータSM1を駆動源とする駆動ギア22、駆動ギアから篏合・離脱可能に構成された伝導ギア24、プッシャアタッチメント9が取り付けられた無端チェーン8を動かす従動ギア23から構成されているので、無端チェーン8をスプロケット14aから取り外すことなく供給コンベヤの清掃を行う場合に、伝導ギア24を駆動ギア22から離脱させることで、簡単にプッシャアタッチメントが所定の間隔で取り付けられている無端チェーン8を動かすことが可能であり、素早く簡単に清掃を行うことができる。
(もっと読む)
横型製袋充填包装機
【課題】簡易な構成でコストを増やすことなく、機械運転中に、供給コンベヤのプッシャアタッチメントのプッシャ部を監視し、脱落や取付けの誤りを確実に検出し、包装不良の発生を未然に防ぐ機能を備えた横型製袋充填包装機の提供。
【解決手段】プッシャアタッチメント9のプッシャ部11を探知できる位置に配設され、従来は調整運転時以外には使用されていなかった供給原点センサ13を用いて、機械運転中に供給コンベヤ7のプッシャアタッチメント9のプッシャ部11を監視し、脱落や取付けの誤りを確実に検出し、包装不良の発生を未然に防ぐ。
(もっと読む)
PTP包装機
【課題】 成形装置でポケット部を成形しても容器フィルムに成形線が形成されず、見た目も綺麗なPTP包装体を製造すること
【解決手段】 容器フィルム11にポケット部を成形する成形装置16は、容器フィルムを挟み込む上型31と、下型32と、下型を昇降移動させるシリンダ33とを備える。両型で容器フィルムを挟み込む高さ位置は、前段の予熱装置15で容器フィルムを加熱する際の高さ位置よりも高く設定し、下型の上面の上流側の端部32aを、上型のそれよりも上流側(予熱装置側)に突出させるようにした。
(もっと読む)
キャリアテープの製造方法
【課題】生産性を維持しつつ、主面の膜厚を均一にできるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法では、熱可塑性樹脂からなる母材テープ10を準備する準備工程と、母材テープ10を加熱する加熱工程と、母材テープ10のキャリアテープ領域A1に収容凹部11が母材テープ10の延在方向に等間隔で且つ幅方向に複数列に配置されるように、エンボス加工によって収容凹部11を形成するエンボス加工工程と、母材テープ10において切除領域A2切除すると共に、キャリアテープ領域A1を切断線Lに沿って切断してキャリアテープ1を得るスリット工程と、を有し、スリット工程の前に、母材テープ10の両端側の部分に凹部12をエンボス加工によって形成する。
(もっと読む)
横形製袋充填機の物品供給コンベヤ
【課題】ベルトコンベヤのメンテナンス作業を簡便にする。
【解決手段】供給コンベヤのベルトコンベヤ12は、可動プーリ74を無端ベルト78に対して進退動可能に支持する進退機構90と、ベルトコンベヤ12の手前側面に対して水平回動可能に設けられると共に進退機構90に連係された操作カバー84とを備えている。ベルトコンベヤ12は、操作カバー84の開放操作に連係して可動プーリを緩み位置に移動するように進退機構90が作動されると共に、操作カバー84の閉成操作に連係して可動プーリ74を張り位置に移動するように進退機構90が作動される。
(もっと読む)
横型製袋充填包装機のガセット形成装置
【課題】構造が簡易で、ガセット爪の進退における前進がエンドシーラの閉じ動作に完全同期可能で、包装筒に対するガセット形成が素早く後進可能で、ピロー袋との兼用時に手間がかからずメンテナンス性も良好な横型製袋充填包装機のガセット装置の提供。
【解決手段】横型製袋充填包装機のガセット装置は、エアシリンダ13、板カム15などからなる簡易な構造であり、ガセット爪10の進退における前進が板カム15によって行われるのでエンドシーラの閉じ動作に完全同期可能で、後退がエアシリンダ13によって素早く行うことができる。また、ピロー袋とガセット袋の切り替えがエアシリンダ13の制御を変更するだけなので、兼用時に手間がかからず、クラッチなどの機械的機構を用いていないのでメンテナンス性も良好である。
(もっと読む)
横形製袋充填機における印刷制御装置
【課題】横形製袋充填機において不要な印刷を防止する。
【解決手段】帯状フィルム6を筒状に成形する製袋手段2と、筒状フィルム7中に物品9を所定間隔毎に供給する供給コンベヤ8と、供給コンベヤ8で物品9の到来を検知する光電センサ22と、包装能力に応じてフィルムを所定速度で連続走行するフィルム搬送手段5と、製袋手段2に向けて帯状フィルム6が所定の角度で案内されるように位置決めされるガイドローラ18と、ガイドローラ18の近傍に配設されて帯状フィルム6の展張域で帯状フィルム6に所要の印刷を行う印刷手段16と、供給コンベヤ8が印刷手段16から製袋手段2までの間に位置する印刷完了済みの包装袋分に対応した物品9を載置している状態で、光電センサ22が印刷完了済みの包装袋分の次の一包装袋分に対応する次の物品9を検知して、印刷手段16が次の一包装袋分に対応した印刷を行うよう駆動制御する制御部24を備えている。
(もっと読む)
キャリアテープの製造方法およびキャリアテープ
【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
製袋包装機
【課題】包材の両端縁の印刷柄のズレを容易に修正することができる製袋包装機を提供する。
【解決手段】製袋包装機は、筒状部と、セーラ部と、調整部とを備える。セーラ部は、シート状の包材を筒状部に巻き付けるように包材を案内する。調整部は、包材の両端縁の少なくとも一方が通過する距離を調整可能である。その結果、包材の両端縁の位置合わせをするために、セーラ部をねじったり、傾けたり等、セーラ部の取り付けを調整する作業を省略し得る。従って、包材の両端縁の印刷柄のズレを容易に修正することができる。
(もっと読む)
超音波しごき装置の冷却機構
【課題】
超音波駆動器の超音波振動子に対して二種類のエアー冷却機構を設けたことにより、ホット充填動作を行う際に発生する超音波振動子の熱破壊現象を防止できる超音波しごき装置を提供する。
【解決手段】
自動包装機のしごき装置は、筒状包装袋の横幅全体を押圧できる超音波ホーンを取り付けた超音波振動装置と、筒状包装袋を挟み込みつつ、この超音波ホーンと相対する位置に配置された受け板(アンビル)と、この超音波ホーンと受け板をお互いに押圧するように作動させる駆動装置を備え、この超音波振動装置は、超音波を発振する超音波振動子と、発振した超音波を効率良く励振する超音波ホーンと、超音波振動子の発熱を抑える冷却装置で構成され、この冷却装置には、超音波振動子の外側を冷やす第一のエアー冷却機構と、超音波振動子の中心部を冷やす第二のエアー冷却機構が配備されている。
(もっと読む)
41 - 60 / 653
[ Back to top ]