
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
61 - 80 / 653
ヒータブロックの清掃容易な横型包装機
【課題】簡易な構成で、渡り装置の排出側搬送コンベアとエンドシール装置のヒータブロックとの連動の固定、解除が可能で、ヒーターシール面の清掃が容易になるエンドシール装置を備えた横型包装機を提供する。
【解決手段】横型包装機において、エンドシール装置の下側ヒータブロックの昇降台に溝カムを設けた連動装置を固定し、該溝カムに渡り装置の排出側搬送コンベアの連動レバーに設けたカムフォロアを係合させることでエンドシール装置の開閉と渡り装置の進退を連動させる構造で、溝カムの上部を切り欠くことで開放し、カムフォロアの配設された連動レバーが上方に旋回可能にする。
(もっと読む)
二重包装装置およびその動作方法

【課題】従来の製袋充填装置を用いて被充填物を充填した袋を、さらに外袋に封入できる二重包装装置を提供する。
【解決手段】内袋供給機構として、搬送されてきた帯状の包材S上に内袋Cを落下させる搬送コンベア23と、落下した内袋Cに当てて縦仮シール部K側に押し出すための押出し片29を有する押出し棒27とを備え、さらに、内袋Cの落下位置と仮シール位置との間で包材Sをチャックするチャック機構35が設けられている。内袋に当てて縦仮シール部K側に押出した後にチャック機構35を閉じ、押出し片をチャック機構35の隙間を通して再度内袋に当てて縦仮シール部K側に押し出す。チャック機構35によりほぼ二つ折りされた包材S内に内袋Cが押し出されるので確実に内袋Cを所定の位置までもってくることができる。
(もっと読む)
四方シール包装体の製造装置
【課題】開封摘み部を設けて四方シールした包装体を効率的に大量生産することができるようにした四方シール包装体の製造装置を提供する。
【解決手段】この装置は、長さ方向に搬送されながら重ね合わされる包材原反201と包材原反202との間に次々と挟まれた被包装物(製剤1)を囲むように四方シールするシール手段10と、一端側に開封起点となる開封摘み部211,221を設けるように両包材原反201,202を打ち抜くことによって包装体Aを連続して製造するフルカット手段30とを備えている。シール手段10は、製剤1が幅方向に複数列に並べられる幅の2本の包材原反201,202を、製剤1ごとに四方シールする。フルカット手段30は、製剤1ごとに開封摘み部211,221を設け、かつ、開封摘み部211,221を設けない三方でシールされた2枚の包材原反201,202を完全に打ち抜く。
(もっと読む)
封入包装装置
【課題】ロール状に巻かれた包材の巻きムラや引き出された包材の張力変動などにより包材が偏って送られて、包材の側縁どうしを合わせて横シールする際に、一方の側縁が上がり他方の側縁が下がってしまって不揃いとなるのを防ぐ封入包装装置を提供する。
【解決手段】包材折返し手段は、頂角部26が搬送方向前方を向き、且つ搬送方向前方側が後方側より下がるように傾斜した三角状部とを有し、この三角状部が回動自在に支持されている。包材Sに巻きムラがあり、幅方向右側または左側に偏っている場合には、ガイド壁乃至傾斜部28に対して包材Sが幅方向右側または左側に偏って送り出されるが、三角状部が回動自在になっているので、モーメントの釣り合いを取ろうと修正機構が働いて、時計周りまたは反時計周りに回動し、頂角部26が包材Sの幅方向中心部上にくる。従って、包材Sの側縁どうしが常に揃った状態で横シールされる。
(もっと読む)
製袋包装機
【課題】層厚部分を有する包材が傷付くのを防止することができる製袋包装機を提供する。
【解決手段】製袋包装機は、筒状部と、セーラ部とを備える。セーラ部は、シート状の包材を筒状部に巻き付けるように包材を案内する。セーラ部は、包材の進行方向を略鉛直方向に変化させる折り返し部位を有する。折り返し部位には、包材の層厚部分を通過させるための切り欠きが形成されている。それにより、包材がセーラ部の折り返し部位を通過する時に、層厚部分に加わる摩擦が低減される。
(もっと読む)
包装機
【課題】被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供する。
【解決手段】包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。また、ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
(もっと読む)
物品移送装置およびそれを備えた包装システム
【課題】製袋包装機の横シール部分への物品の噛み込みに起因するシール不良を低減することができる、製袋包装機への物品移送装置を提供する。
【解決手段】物品移送装置4は、漏斗状構造体40と、高圧空気供給管49とを備える。漏斗状構造体40には、上方から落下してくる物品を受け入れるための上端開口40aと、製袋包装機へと物品を落とすための下端開口40bと、それらの開口40a,40bの間の内側空間S2とが形成される。内側空間S2の上部の断面積は、内側空間S2の下部の断面積よりも大きい。内側空間S2を囲う内周面40cには、螺旋状に配置された多数の空気噴出穴41cが形成される。高圧空気供給管49は、多数の空気噴出穴41cから内側空間S2に向けて気体を吹き出させる。
(もっと読む)
包装機
【課題】被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供する。
【解決手段】包装機1では、一対のシャッタ部材167が筒状フィルムFmを挟んで揺さぶるので、その振動によってシャッタ部材167より上流側にある被包装物がお互いの隙間を詰めながらシャッタ部材167側に向かって集合する。被包装物は振動による慣性で集合するので、直に触れられて押し込まれるよりも割れ難い。また、ローラー165がシャッタ用カム170の波形曲面171b上を移動するだけで、シャッタ部材167がその波形曲面171bに応じて揺れる。
(もっと読む)
包装方法およびその装置
【課題】安価な包装コストで弁機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供する。
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
(もっと読む)
包装機
【課題】チューブ内での被包装物の引っ掛かりによる詰まりを抑制した包装機を提供する。
【解決手段】 包装機1では、シート状のフィルムFが、セーラー13aとチューブ13bとによって筒状に成形される。チューブ13bは、投入部13baと成形部13bbと排出部13bcとを有している。投入部13baには、上開口端から成形部13bb側に向って第1切り欠き部131が設けられている。また、成形部bbのうち筒状フィルムFmの合せ目と対峙しない側の面には、第2切り欠き部132が設けられている。さらに、排出部13bcのうち筒状フィルムFmの合せ目と対峙しない側の面には、第3切り欠き部133が設けられている。
(もっと読む)
包装機
【課題】一対のシールジョーによって包材を搬送方向と交差する方向に沿って挟んで横シールする包装機において、袋底部側の横シール部分だけが一方向に倒される包装機を提供する。
【解決手段】包装機1は、第1シールジョー51aと第2シールジョー51bとによって筒状フィルムFmを搬送方向と交差する方向に沿って挟んで横シールする。第1シールジョー51aの筒状フィルムFmを挟む面には、上端から下端にかけて第1セレーション511が設けられている。同様に、第2シールジョー51bの筒状フィルムFmを挟む面には、上端から下端にかけて第2セレーション512が設けられている。第1セレーション511の上端の歯511aの先端角度は、その下方に隣接する歯の先端角度よりも小さく、且つ鋭角である。
(もっと読む)
錠剤の外観検査装置及びPTP包装機
【課題】 錠剤の振動やポケット内の姿勢に影響を受けることなく正確な検査が行えるようにすること
【解決手段】 3Dカメラ装置は、容器フィルムのポケット部内に供給された錠剤を撮像し、三次元計測法により錠剤の表面の各位置の高さ位置を濃淡画像で表したプロファイル画像を求め、処理装置22に送る。処理装置は、プロファイル画像に基づき錠剤の外観検査を行うもので、プロファイル画像中の錠剤を示す画像データを抽出する錠剤検出部31と、抽出した画像データをその錠剤の表面が平坦になるように補正処理をして平坦化画像を生成する平坦化処理部32と、その平坦化画像に基づいて外観異常の判定を行う欠陥解析部34を備える。平坦化処理部32により錠剤の表面の高さ位置が平坦(水平)に正規化されるので、簡単な閾値処理で異常の有無を判定できる。
(もっと読む)
横型製袋包装機における上押さえコンベア装置
【課題】センターシールユニットの上方が完全に開放され、センターシールユニットの清掃やメンテナンスを容易に行うことができる製品上押さえコンベアを提供する。
【解決手段】上押さえコンベア6は、センタープレート9との間に製品を挟んで且つ押圧しながら補助送りをする作動位置から、ハンドル8を操作して、回動軸3の回りにシャフトホルダ4や支持シャフト5と共に上方に撥ね上げられて後、シャフトホルダ4に対して支持シャフト5の長手方向にスライドされて補助送りと交差する方向に後退した退避位置へと移動される。この退避位置では、上押さえコンベア6は、センタープレート9の上方スペースを大きく開放することができる。したがって、センターシールユニットの清掃やメンテナンス等も容易に行うことができる。
(もっと読む)
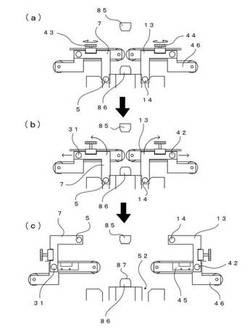
ツイン包装機
【課題】 包装ラインを2列有するツイン包装機における奥側の包装ラインに対する視認性や組付け等の作業性を良好にすること
【解決手段】 2列の包装ライン2,3のうち、手前側の第2包装ライン3を奥側の第1包装ライン2よりも低い位置に設置した。このとき、エンドシール装置48の高さに相当する高さ分だけ低くすることで、第1包装ラインが完全に第2包装ラインより上方に位置する。よって、第1包装ラインの装置に対する作業性が向上する。
(もっと読む)
製袋充填包装機のエンドシール装置
【課題】簡易な構成で、カッタを上方へ引き出すことを可能にし、カッタのメンテナンスを容易に行える製袋充填包装機のエンドシール装置の提供。
【解決手段】カッタ12は、その上端においてカッタホルダ17に連結される。カッタホルダ17は、把持柄19を備えており、昇降ブロック18にボルト20で連結される。昇降ブロック18は、カッタホルダ17の直上を避けるようにしてエアシリンダ16に連結されている。エアシリンダ16は、ここでは図示しない連結部材により、上側シーラ取り付台に連結されている。これにより、ボルト20を取外し、把持柄19を持って上方に引き上げるだけで、カッタ12を取り外すことができる。
(もっと読む)
物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システム
【課題】一塊の物品群の落下姿勢を安定させるとともに、高速処理化を実現できる物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システムを提供することである。
【解決手段】物品移送装置100においては、筒状シュート400が下方向に延びて設けられる。遮蔽シャッタ600の遮蔽板630,631は、ストレート管450のスリット451,452の外側から内側に向けて斜め下方に延び、駆動部610,611およびリンク機構620,621により当該遮蔽板630,631がスリット451,452の外部または内部へ向けて移動される。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
自動包装装置
【課題】簡易な構成で安定して高品質の包装体を得ることができる自動包装装置を提供する。
【解決手段】成形シュート3にて二つ折り成形された包装材料2を縦シール及び横シールして、成形シュート3より供給される被包装物を密封包装する縦シール装置5及び横シール装置6と、被包装物が密封包装された包装材料2を所定の離間毎に裁断して一の又は二個以上が連続された包装体2cを形成するカッター装置7と、を具備してなる自動包装装置1において、カッター装置7は、包装材料2を開閉把持する一対のカッターバー80・80及びカッターバー80の把持面80aより突出されて包装材料2を裁断するカッター刃81が設けられたカッターバー本体部8と、カッターバー本体部8を上下方向に昇降移動させる昇降機構部9とを有してなる。
(もっと読む)
物品移送装置
【課題】物品が割れるのを抑制しつつ、シュートの内部に物品が詰まるのを防止する。
【解決手段】物品移送装置100は、上方から落下させた物品Bを下方に移送させる装置である。そして、物品移送装置100は、上下方向に延在する筒状のシュート400と、シュート400の側壁面に形成されるスリット430A〜430Dと、回転可能に支持され、当該回転に伴ってシュート400の外部からスリット430A〜430Dを通ってシュート400の内部に進入する詰まり防止部材520A〜520Dと、を備えている。
(もっと読む)
製袋包装機
【課題】単位時間当たりのフラットボトム型の袋の生産性を向上させる。
【解決手段】製袋包装機1は、横シール機構56と、第1折り曲げ部材50と、第2折り曲げ部材81とを備え、フラットボトム型の袋B2を製造する。横シール機構56は、筒状の包材Fcを横方向に熱シールし、下シール部SL2を形成する。第1折り曲げ部材50は、下シール部SL2を下シール部SL2が延びる方向と交差する方向に押し倒す第1位置に移動することにより、下シール部SL2を袋B2の本体部FL2の一部に対し折り曲げ、袋下部FAを形成する。袋下部FAとは、下シール部SL2および本体部FL2の一部を含む袋の下部である。第2折り曲げ部材81は、第1折り曲げ部材50が第1位置にある状態で、袋下部FAの側部EPを下シール部SL2が延びる方向に押し倒す第2位置に移動することにより、側部EPを袋下部FAの近傍部CP1に対し折り曲げつつ熱シールする。
(もっと読む)
61 - 80 / 653
[ Back to top ]