
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
1 - 20 / 653
ポケット部形成装置及びブリスター包装機
無菌充填包装機および無菌充填包装方法
四方シール型包装体の製造装置及び四方シール型包装体の製造方法
横型製袋充填包装機
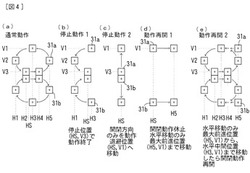
【課題】ボックスモーションを行うエンドシール装置が包装材に対する噛合位置で停止したときに当該エンドシール装置のヒータブロックを開いた位置とし、エンドシール装置の運転再開のときにボックスモーションの軌跡に戻す横型製袋充填包装機を提供する。
【解決手段】エンドシール装置の停止(休止)時にヒータブロック31a,31bが包装材を間に挟む噛合位置(HS,V3)で停止する(停止動作1)ことに応答して、上下駆動用サーボモータに指令してヒータブロック31a,31bを上下方向に開いた退避位置(HS,V1)に移行させる(停止動作2)。ヒータブロック31a,31bは包装材から上下方向に分離するので、包装材が過熱されて溶融する或いは熱変成することがない。包装機の運転再開に際しては、ヒータブロック31a,31bは、水平移動のみを再開し、その後、ボックスモーション上の位置(H3,V1)に達したら上下移動も再開する。
(もっと読む)
横ピロー包装機

【課題】簡単な構成でいわゆる麺カスなどの被包装物から落下したものや、その他の各種の異物がセンターシール装置側に混入することを防止する.
【解決手段】連続して供給される帯状フィルム1を、その両側端縁部が下方で合わさるように筒状に形成する製袋器20と、製袋器の下流に配置されたセンターシール装置,エンドシール装置等を備えた横ピロー包装機である。製袋器における帯状フィルムの両側端縁部が合わさる部分の直前に、両側端縁部間に小物品が侵入するのを抑止するための噛み込み防止ガイド50を配置した。噛み込み防止ガイドは、断面がY字状となり、そのY字状のVの部分が本体50aとなり、Y字状のIの部分50bが製袋器における底部41a,42aから下方に垂下した一対の垂直部間に入り込んだ状態で固定され、帯状フィルムの両側端縁部は、垂直部とIの部分の間を通過するように構成した。
(もっと読む)
ヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機
【課題】ヘムの安定的な形成を可能にするヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機を提供する。
【解決手段】ヘム形成用フィルムの搬送機構は、搬送部32と、ヘム形成部4と、検知部5と、張力調整部33とを備える。搬送部は、フィルムを搬送する。ヘム形成部は、搬送方向に沿ってフィルムにヘムを形成する。検知部は、ヘムが形成された後のフィルムの幅寸法を検知する。張力調整部は、検知部による検知結果に基づいて、ヘム形成部に搬送されるフィルムの少なくとも一部の張力を変化させる。
(もっと読む)
包装体および包装機
【課題】包装体の外観を損なうことなく開封性を向上させることが可能な包装体および包装機を提供する。
【解決手段】包装体1は、被包装物30が収容される収容部12、および収容部12の開口の外周に設けられるフランジ部14を有する本体10と、フランジ部14と接着されて収容部12の開口を覆う蓋体20と、からなり、フランジ部14は、蓋体20と接着される接着領域14a、および開封用に蓋体20に接着されない領域である開封用領域14bを有し、開封用領域14bには、蓋体20から離隔する方向に窪む窪み部16が設けられ、窪み部16は、フランジ部14の外周端14d側において少なくとも一部がフランジ部14の外周端14dから間隔を空けて設けられる縁部、およびフランジ部14の外周端14dにおいて開口する凹状の開口部16c1を有している。
(もっと読む)
製袋包装機
【課題】ヘム形成部の位置調整を容易に行うことができる製袋包装機を提供する。
【解決手段】製袋包装機は、シート状の包装材Fを用いて、被包装物Cを包装した袋Bを製造する製袋包装機であって、搬送部3と、ヘム形成部と、成形部61と、第1シール部62と、第1検出部81と、位置調整部とを備える。搬送部3は、シート状の包装材Fを搬送する。ヘム形成部は、搬送部3によって搬送されるシート状の包装材Fに、搬送方向に沿ったヘムを形成する。成形部61は、ヘム形成部によってヘムが形成されたシート状の包装材Fを、角筒状の包装材に成形する。第1シール部62は、角筒状の包装材の幅方向両側を熱シールする。第1検出部81は、ヘムが、角筒状の包装材の所定位置にあるか否かを検出する。位置調整部は、ヘム形成部の位置を調整する。
(もっと読む)
フィルム折り部材及び前記フィルム折り部材を備えた包装装置
【課題】被包装物の厚さや表面形状等に影響を受けず、適切に溶着を行うことができるフィルム折り部材及び前記フィルム折り部材を備えた包装装置を提供する。
【解決手段】フィルム帯状体101の両側部を折り返し、フィルム帯状体101の両側縁を重ね合わせて、折り合わせ部101eを形成する、フィルム折り部材21であって、フィルム帯状体101の一方側の側部を折り返す第1部分22と、フィルム帯状体101の他方側の側部を折り返す第2部分23と、第1部分22及び第2部分23によって形成された折り合わせ部101eを支持するフィルム支持部材27と、を備え、フィルム支持部材27は、フィルム支持部材27と折り合わせ部101eを溶着する溶着部材31とによって折り合わせ部101eを挟むように、設けられていることを特徴とする。
(もっと読む)
包装体製造装置及び包装体製造方法
【課題】多種多様な内容物を充填可能な包装体を製造する包装体製造装置及び包装体製造方法を提供する。
【解決手段】帯状フィルムFが、筒状形成部10において、長手方向に延びる両側部が重ねられて、封止テープTと溶着するシール層が形成された面Fsbが外面となるように筒状に巻かれ、封止テープ配設部23において、重ねられた両側部にまたがって外側から長手方向に沿って封止テープTが配設され、溶着部13において、両側部の外面Fsbと封止テープTとが接合されて形成された筒状フィルムF1に、内容物Cが充填されて包装体を得る。この包装体は、筒状フィルムF1が形成される際に内面Fsaを直接溶着しなくて済むため、内層の材質の選択肢を増やせて多種多様な内容物Cを筒状フィルムF1に充填可能である。
(もっと読む)
製袋包装機
【課題】簡単な構造で横シール部を水平方向に寝かせることができる製袋包装機を提供する。
【解決手段】製袋包装機10は、横シール機構34と、矯正機構36と、底形成機構7とを備える。横シール機構34は、一対のシールジョー34a、34bを備え、各シールジョー34a、34bの対向面は、一方が矢尻形に、他方がそれと噛み合うV字状に形成されている。矯正機構36は、袋の下部に形成された横シール部位T2を袋の底面部に押し付ける。底形成機構7は、袋の下部を受け止めて、袋の底面部を整形する。
(もっと読む)
フィルム包装装置とフィルム包装体
【課題】ベアリングのリテーナー等の環状部材である被包装物の包装を、効率よく自動的に行うことができ、開封も容易に可能なフィルム包装装置とフィルム包装体を提供することを目的とする。
【解決手段】多数の環状部材であるリテーナー14が柱状の保持部材46に嵌合した状態で、自立可能に保持した包装用ジグ40を有する。包装用ジグ40を搬送するベルトコンベア34の上方に位置して、熱収縮性フィルム12をリテーナー14に被せるフィルム成形器32を備える。リテーナー14に被せられた熱収縮性フィルム12の開口部を溶着する溶着装置50と、リテーナー14に被せられた熱収縮性フィルム12を分離する切断部材53を備える。保持部材46の長手方向に沿って熱収縮性フィルム12に開封ミシン線16を形成するミシン目刃56と、溶着され切断された熱収縮性フィルム12を加熱して収縮させる熱収縮装置60を備える。
(もっと読む)
横型製袋充填包装機におけるピロー包装体の耳折り方法及び装置
【課題】ガセットの付いたピロー包装体のエンドシールの耳部を、専用の別装置を用いることなく簡易な方法で折り曲げ、通常のピロー包装体の製造との兼用も可能にする横型製袋充填包装機におけるピロー放送体の耳折り方法及び装置を提供する。
【解決手段】上下のエンドシーラ11a,11bがエンドシール部を形成しカッタがピロー包装体を切断した後、エンドシーラ11a,11bは筒状包装材と等速で水平移動しながら離間動作を途中で停止し互いに一定距離だけ離れる。当該離間動作停止区間内で、ガセット装置のガセット爪が筒状包装材の側面を押し込んでいる状態で、上側のエンドシーラ11aに配設された折り込み板が下降され、エンドシール部を折り曲げる。ガセット爪と協働してエンンドシール部を挟んでエンドシール直後の軟化状態のエンドシール部に折り癖を付与する。
(もっと読む)
包装機のフィルム折線付け装置
【課題】包装サイズの変更時における調節を簡単かつ短時間で行ない得る包装機のフィルム折線付け装置を提供する。
【解決手段】第1調節手段によって左右方向に移動調節される支持体27および連動体41に、第1筋付けローラ18の受けローラ12と押えローラ15とが一体で移動するよう配設される。支持体27および連動体41に対して、第2筋付けローラ19の受けローラ13と押えローラ16および第3筋付けローラ20の受けローラ14と押えローラ17とが夫々左右方向に移動自在に支持される。第2筋付けローラ19および第3筋付けローラ20は、第2調節手段44によって第1筋付けローラ18に対して近接・離間移動される。
(もっと読む)
横型製袋充填包装機並びにそのエンドシール制御方法及び装置
【課題】エンドシーラが閉じる前で且つエンドシーラの水平方向への移動速度と筒状包装材の搬送速度とが等しい領域を存在させることで、当該領域においてエンドシールに付随する作業をスムーズに行う横型製袋充填包装機及びエンドシール制御装置を提供する。
【解決手段】上下のエンドシーラ11a,11bの水平移動動作について筒状包装材と等速で水平移動する区間Bと、エンドシーラの開閉動作について両エンドシーラが互いに接近を開始し完全に閉じるまでの間に途中停止する区間とが、それぞれ設定可能である。これら両エンドシーラの両区間を同じ時間に実行することで、上下のエンドシーラが互いに接近を開始し完全に閉じるまでの間に上下のエンドシーラが一定の間隔を保ったまま筒状包装材と等速で水平移動する軌跡を取る区間B1が合成される。当該区間B1においてエア抜き装置やガセット装置を作動させることで、シワや製品の位置ずれが防止できる。
(もっと読む)
横型自動包装機
【課題】利便性と安全性に優れた横型の自動包装機の提供を目的とする。
【解決手段】フィルム原反1A、1Bから連続的に送出される帯状フィルムを、フィルム幅方向の両端縁部を合わせて筒状に成形し、その筒状フィルム内に被包装物を所定間隔で供給し、当該被包装物のあいだをフィルム幅方向にシールしてカットすることにより前記被包装物を内包したピロー包装体を製造する包装ラインA、Bを2列設け、2列の包装ラインA、Bは被包装物の流れ方向と交差する方向に並設し、両包装ラインA、Bにはそれぞれ操作パネル6A、6Bを設け、これらの操作パネル6A、6Bは奥側の包装ラインBよりもさらに奥に配設した機枠3から手前側の包装ラインAの上方に張り出した状態で配置し、かつ流れ方向(Y方向)に離間しつつ流れ方向と平行な同一平面内に配置する。
(もっと読む)
横型製袋充填包装機
【課題】LED照明器具をセンターシール装置に設置し、LED照明器具を点灯することにより、機械稼働中に安全カバー越しにセンターシール装置における包装材の状態を明瞭に点検・監視できる機能を備えた横型製袋充填包装機を提供する。
【解決手段】帯状包装材の両側縁部をシールして筒状包装材に成形するセンターシール装置6は、内部のセンターシールユニットを覆う安全カバー54と、安全カバー54の内部に配設されてセンターシールユニットを照らすLED照明器具57を有している。安全カバー54は、透明部55を有している。オペレータは、安全カバー54を外さないで横型製袋充填包装機の稼働中であっても、機外から透明部55越しに、センターシールユニットを通過する包装材の状態をLED照明器具57で照明された状態ではっきりと点検・監視することができる。
(もっと読む)
複数の開封態様を有する柔軟性パッケージ
【課題】食品の小売に好適で、フィルム材料からなる、複数の開口態様を備える柔軟性パッケージを提供する。
【解決手段】柔軟性パッケージは、二つの除去可能頂部部分を画定する二つの脆弱領域を含む。第一頂部部分の除去は、柔軟性パッケージに開口を露出させ、第一開口を通る生産物の退出を許容する。第二頂部部分の除去は、柔軟性パッケージに、第二開口を露出させ、第二開口は、一つのアプローチによれば、第一開口よりも大きく、それにより、食品に対して増大されたアクセスを許容する。
(もっと読む)
製袋包装機
【課題】被包装物の充填率を上げるとともに、被包装物の被シール箇所への噛み込みを低減する。
【解決手段】製袋包装機は、筒状に成形された包材に第1の横シール部を形成し、包材に被包装物Cを充填した後、さらに第2の横シール部を形成して袋を製造し、袋を落下させる製袋包装機であって、振動機構59を備える。第1の横シール部は、包材の搬送方向と直交する向きに形成される。振動機構は、包材に被包装物が充填された後であって第2の横シール部が形成される前に、袋の落下経路の外側へ包材を傾けて、包材を振動させる。
(もっと読む)
PTPシート及びその製造装置
【課題】包装用フィルム及びカバーフィルムがそれぞれ不透明材料により形成され、収容されている錠剤が視認不能であっても、取り出された錠剤と収容されている錠剤とが一致しているか否かを容易に確認可能とする。
【解決手段】PTPシート1は、不透明材料からなり、錠剤5が収容されるポケット部2を有する包装用フィルム3と、不透明材料からなり、ポケット部2を塞ぐように包装用フィルム3に取着されたカバーフィルム4とを備える。また、PTPシート1には、錠剤5の外観を示す写真、及び、絵のうちの少なくとも一方が印刷されてなる錠剤表示部11が設けられる。
(もっと読む)
1 - 20 / 653
[ Back to top ]