
Fターム[3E050BA03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 粉粒体 (150)
Fターム[3E050BA03]に分類される特許
1 - 20 / 150
四方シール型包装体の製造装置及び四方シール型包装体の製造方法
製袋包装機
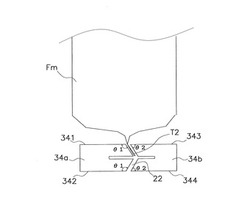
【課題】簡単な構造で横シール部を水平方向に寝かせることができる製袋包装機を提供する。
【解決手段】製袋包装機10は、横シール機構34と、矯正機構36と、底形成機構7とを備える。横シール機構34は、一対のシールジョー34a、34bを備え、各シールジョー34a、34bの対向面は、一方が矢尻形に、他方がそれと噛み合うV字状に形成されている。矯正機構36は、袋の下部に形成された横シール部位T2を袋の底面部に押し付ける。底形成機構7は、袋の下部を受け止めて、袋の底面部を整形する。
(もっと読む)
ロールタイプ自動包装機におけるポケットシールロール機構

【課題】
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
(もっと読む)
縦型製袋充填包装機
【課題】不要な電力を抑制し省電力化をするとともに、装置の長寿命化を図る。
【解決手段】紙送り機構が、包装材を吸引するための負圧発生装置を備えたバキュームベルトであり、製品供給装置が接続されており、制御手段が待機信号入力を備えた縦型製袋充填包装機において、運転中に待機信号を受信した場合、省電力運転待機状態に移行し、負圧発生装置及び待機中に休止しても差し支えのない装置に対して、電源供給を中止する。また、待機信号が解除された場合は、省電力を図る処置の解除を行ない、バキュームベルトの負圧が基準値に達してから製品供給装置への製品要求信号の出力を再開する。
(もっと読む)
小さな包みを生産するための方法および装置
【課題】壊れやすい物質を傷つけずに浸出用の包みをハイペースで生産することができる方法を提供すること。
【解決手段】所定製品を含む複数の密封された容器32を順次形成する方法であって、2つの対向する縁部を有する容器材料のストリップを有する連続するウェブ10を折りたたみステーション12に進めるステップを含み、そこでこのウェブを折りたたむことによってそれぞれの開放した容器が順次形成され、ウェブの片方の縁部のみから隣接する2つの縁部を接触させ、次いで、2つの縁部を合わせて密閉してウェブの一部分を開放した容器へと形成し、ウェブ上に製品を置くことで開放した容器内にそれが保持され、次いで、開放した容器を密閉して密封容器を形成する方法。
(もっと読む)
多列スティック自動包装機の縦シール装置
【課題】 簡単かつ安価な構成としながら、縦シール装置の位置調整を再現性高く精度良く行うことができる多列スティック自動包装機の縦シール装置を提供する。
【解決手段】 本発明は、複数条の包装フィルムF’を袋状にフォーミングし、フォーミングされた両端重ね合わせ部に縦シール装置6によって縦シールを施し、筒状になった包装フィルムを横シール装置により横方向に挟み込んで横シールを施し、その中に充填パイプ5を用いて内容物を充填した後、内容物投入口を横シールすることで包装体を多列同時に成形する多列スティック自動包装機1の縦シール装置6であって、多列の縦シール金具61が搭載された支持ベース73に、前面視前後方向に移動可能な直動機構を設け、直動機構は回転運動を直動機構の前後直線運動に変換する回転直線運動変換機構90を利用して、充填パイプ5に対する縦シール金具61の前後位置を調整自在に成すと共に、予め定められた縦シール金具位置を再現可能に成すよう構成されたことを特徴とする。
(もっと読む)
充填包装機
【課題】ダブルパックを自動的に且つ連続的に製造する充填包装機に新たな改良を提案する。
【解決手段】ダブルパック用の充填包装機は、第1と第2の袋部に挿入される第1と第2のシュートの充填筒50a,50bの中心が垂直軸を中心とする円弧34上を第1と第2の袋部の中心に位置しながら移動するように、第1と第2のシュートの充填筒50a,50bの中心と、昇降シャフト41の中心44と、昇降シャフト41に対応する偏心シャフトの中心58の位置が決められている。
(もっと読む)
多列スティック自動包装機の横シール装置及び多列スティック自動包装機
【課題】 簡単かつ安価で軽量な構成としながら、対面配置される横シール金具の長手方向に亘ってシール面圧を均一化することができる多列スティック自動包装機の横シール装置を提供する。
【解決手段】 本発明は、複数条の包装フィルムF’を袋状にフォーミングし、フォーミングされた両端重ね合わせ部に縦シールを施し、筒状になった包装フィルムを横シール装置7の横シール金具71、81(82)により横方向に挟み込んで横シールを施し、その中に充填パイプ5を用いて内容物を充填した後、内容物投入口を横シールすることで包装体を多列同時に成形する多列スティック自動包装機1の横シール装置7であって、横シール金具81、82が長手方向において複数に分割されていると共に、横シール金具81、82が支持部材80に対して挟み込み方向に沿った平面内において支点軸80A,80B廻りに回動自在に支持されている。
(もっと読む)
縦型製袋包装機
【課題】物品を直筒内周面に接することなく移送することができる縦型製袋包装機を提供することである。
【解決手段】本発明に係る縦型製袋包装機100は、物品Cを供給するアイリスシャッタ212の上流の上流チューブ211および下流の下流チューブ213が直筒状に形成されている。また、アイリスシャッタ212の上流側の上流チューブ211の直径φ211は、アイリスシャッタ212の下流チューブ213の直径φ213よりも小さく設けられ、かつ上流チューブ211とアイリスシャッタ212との間に間隙K1が設けられる。
(もっと読む)
製袋充填装置
【課題】被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供する。
【解決手段】回転体47の外周面には貯留部としての収容凹部63が4つ形成され、これらの収容凹部63は略90°間隔で配置されている。計量ユニット11から排出された茶葉T1は投入ユニット21の開口部67を通り、受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。回転体47は水平軸41を中心に反時計回りの方向へ回転する。収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
(もっと読む)
包装装置
【課題】粉体物の噛み込みによるシール不良を低減させる包装装置を提供する。
【解決手段】包装装置は、チューブと、粉体物回収装置とを備える。チューブは、被包装物を内側に通す。被包装物は、上方に設けられた供給装置から供給される。粉体物回収装置は、供給装置とチューブとの間に配置される。粉体物回収装置は、被包装物に遅れて落下する粉体物を回収する。粉体物が被包装物に遅れてチューブ内に落下することを制限するため、シール不良を低減させることができる。
(もっと読む)
三角形状の包装袋の製造方法及び製造装置
本発明は、互いに対向して位置する2つの長手方向縁(3、4)を有するフィルムストリップからなる三角形状の包装袋(1、1´)を製造する方法に関する。フィルムストリップ(2)は、成形マンドレルの周りに巻き付けられてフィルムコイル(5)を形成する。フィルムコイル(5)は、長手方向縁(3、4)により形成されフィルムコイル(5)の周りに周方向で約180°延びる第1継目部(7)と、第1継目部(7)に対向する第1フィルム部とが露出されて密封されるように成形マンドレルから引き外される。フィルムコイル(5)は、第1継目部(7)に当る第2継目部(10)と、第2継目部(10)に対向して位置する第2フィルム部(11)とが露出されて密封されるように成形マンドレルからさらに引き外される。 (もっと読む)
製袋充填装置
【課題】計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図れ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置を提供する。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
(もっと読む)
製袋包装装置および製袋包装方法
【課題】フィルムロスを防止でき、環境保護を行うことができる製袋包装装置および製袋包装方法を提供する。
【解決手段】交換前フィルムF1の端部にダミーフィルムF2が継ぎ装置19により結束される。その後、交換前フィルムF1およびこれに継がれたダミーフィルムF2が方向D1に沿って上流側に巻き戻される。次いで、結束部が開放された後、フィルムロールFR1が新しいフィルムロールFR2と交換される。交換後、ダミーフィルムF2の端部に交換後フィルムF3が接続される。その後、方向D2に沿って下流側にダミーフィルムF2およびこれに継がれた交換後フィルムF3が搬送される。この場合、ダミーフィルムF2は継ぎ装置19により巻き戻され、当該巻き戻しが済めば、残留している交換前フィルムF1と交換後フィルムF3とが接続される。
(もっと読む)
可撓性の袋および製造方法
本発明は、三角形の閉じた可撓性の袋(100)に関し、また、物質を保持する三角形の閉じた可撓性の袋を製造する方法は、少なくとも単一の可撓性シート(200)をそれ自体の上に折り重ねて三角形の内部空間を形成する工程と、三角形の内部空間に物質を充填する工程と、少なくとも単一の折り重ねたシートを複数の溶着ラインに沿って溶着して、物質を内部空間内に捕える工程と、閉じた可撓性の袋(100)をシールする工程とを備える。また、本発明は、連続袋を折り重ね、陳列し、および/または保管する方法、ならびに連続袋のための吊下げ器具に関する。 (もっと読む)
多列スティックタイプ自動包装機の原料計量供給機構
【課題】多列スティック自動包装機の原料供給機構において、フリーズドライタイプ野菜等の固形物質が入った原料でも、これら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供する。
【解決手段】本発明の原料供給機構3は、充填筒21を右方向に回転させて充填筒21の最下端と中央仕切り板28の最上端による摺切り動作を行う。この際、中央仕切り板28の最上端は、円弧状(R形状)になっているため、この円弧状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。
(もっと読む)
フィルム継ぎ装置、及び、PTPシート製造装置
【課題】包装用フィルムを継ぐ際に、包装用フィルムの端部における変形をより確実に防止することができ、ひいては包装用フィルムをより確実に接続する。
【解決手段】フィルム継ぎ装置30は、保持機構80を備える。保持機構80は、フィルムF1,F2の下端面を支持する第1、第2支持面S1,S2を有する第1、第2ケーシング83,84と、空気を吸引可能な吸引装置VAとを備える。ケーシング83,84には、第1支持面S1及び第2支持面S2に開口するとともに吸引装置VAに連通可能な第1,第2吸引孔が設けられる。テープ接着機構60による接着テープ61の貼付に際し、第1、第2吸引孔のうち、吸引装置VAに連通される開口部は、少なくともフィルムF1,F2の端部の幅方向両端部下面に位置する一方で、フィルムF1の端部の幅方向両端よりも外側にはみ出さないよう構成される。
(もっと読む)
縦形製袋充填包装機
【課題】袋幅を変更することなく自立袋の内容量が調整できる。
【解決手段】縦形製袋充填包装機1は、縦形製袋充填装置3にフィルムfを搬送する途中で、底部材形成装置25で形成した底部材bを底部材搬送装置28で搬送してフィルムfの幅方向中央領域で自立袋の底部になる位置に底部材仮付け装置29で仮付けする。底部材形成装置25は、底部材フィルムb′から2つ折りして切断刃で所定長さに切断して底部材bを形成する。超音波シーラ22で底部材bの両端に開き抑制部を形成する。製袋チューブ6の下側に設けた横シーラ10は、自立袋の頂部シール部と底部シール部を溶着する頂部ヒータ部と底部ヒータ部を有すると共に斜めヒータ部を有する。底部ヒータ部と斜めヒータ部は底部材本付け手段を兼ねている。フィルムfの搬送方向での底部材bの配置間隔によって自立袋Fの長さと容量を調整する。
(もっと読む)
PTPシートのシール装置及びシール方法
【課題】内容物がカバーフィルムに付着することを抑制することが可能なPTPシートのシール装置を提供する。
【解決手段】 包装フィルム11に形成されたポケット15に内容物Nを充填しながら包装フィルム11を搬送する搬送手段と、ポケット15が収容可能な凹部19を有し、搬送手段の下流側に回転可能に設けられたシールローラ6と、シールローラ6上の包装フィルム11と接触するようにシールローラ6に供給されるカバーフィルム9を包装フィルム11に接合するヒートローラ7とからなる。カバーフィルム9は、シールローラ6の接線に対する入射角が45°以下となるように供給される。
(もっと読む)
縦形製袋充填包装方法および縦形製袋充填包装機
【課題】横シールしたときの被包装物の噛み込みを抑止し、綺麗にシールする縦形製袋充填包装方法の提供。
【解決手段】包装フィルムFを第1、2ヒータブロック6a、6bで挟み込んで横シールする横シール工程と、一対の三角折込みガイド10を差し込んで角底103を形成するとともに一対の垂直折込みガイド20を差し込んでガセット104を形成する角底ガセット形成工程とを含む。横シール工程は、第1、2ヒータブロックを相互間に間隔が開いた中間移動位置まで閉じ方向に移動させる中間移動工程と、中間移動位置で一時停止させる停止工程と、停止工程の後、閉じ方向へ更に移動させて横シールする横シール完了工程とを含む。中間移動位置では、一対の三角折込みガイドにより包装フィルムFに角底を形成可能な間隔まで第1、2ヒータブロックを相互に接近させる。また角底ガセット形成工程は、中間移動工程において開始し横シール完了工程までの間に行う。
(もっと読む)
1 - 20 / 150
[ Back to top ]