
Fターム[3E050BA12]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 医薬品 (122)
Fターム[3E050BA12]に分類される特許
1 - 20 / 122
PTPシートの製造装置及び製造方法
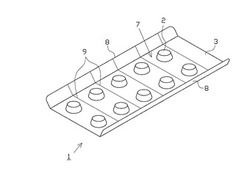
【課題】PTPシートの強度向上を図ると共に、PTPシートの外観品質の低下抑制等を図ることのできるPTPシートの製造装置及び製造方法を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルムを取着する連続送りロール等、カバーフィルム取着後のPTPフィルムからPTPシート1を打ち抜くと共に、当該PTPシート1のシート横方向両端部にシート縦方向に沿って折り曲がった折曲部8を形成するシート打抜装置等を備えている。
(もっと読む)
PTPシート及びその製造装置

【課題】外部から錠剤の大きさを認識可能とし、錠剤のサイズが想定と異なることに起因する不都合の発生をより確実に防止するPTPシートの提供。
【解決手段】PTPシート1は、不透明材料からなり、錠剤5が収容されるポケット部2を有する包装用フィルム3と、不透明材料からなり、ポケット部2を塞ぐように包装用フィルム3に取着されたカバーフィルム4とを備える。PTPシート1には、錠剤の大きさに関する情報を表示するサイズ表示部11が設けられる。
(もっと読む)
PTPシート及びその製造装置
【課題】包装用フィルム及びカバーフィルムがそれぞれ不透明材料により形成され、収容されている錠剤が視認不能であっても、取り出された錠剤と収容されている錠剤とが一致しているか否かを容易に確認可能とする。
【解決手段】PTPシート1は、不透明材料からなり、錠剤5が収容されるポケット部2を有する包装用フィルム3と、不透明材料からなり、ポケット部2を塞ぐように包装用フィルム3に取着されたカバーフィルム4とを備える。また、PTPシート1には、錠剤5の外観を示す写真、及び、絵のうちの少なくとも一方が印刷されてなる錠剤表示部11が設けられる。
(もっと読む)
錠剤投入装置及びPTPシート製造装置
【課題】錠剤の詰まりをより確実に防止することのできる錠剤投入装置、及び、当該錠剤投入装置を備えたPTPシート製造装置を提供する。
【解決手段】容器フィルムに形成された複数のポケット部に対して、レンズ状の錠剤5をそれぞれ投入する錠剤投入装置は、一定量の錠剤5を貯留可能なボウルフィーダと、ボウルフィーダから導出された錠剤5をポケット部にまで案内する投入シュータ32及びコイルシュータ33とを備えている。投入シュータ32は、錠剤5が自重によって一列で流下する供給通路41を備え、錠剤5は、その短軸が供給通路41の延在方向に対して交差する姿勢でのみ供給通路41を流下可能に構成されるとともに、投入シュータ32を供給通路41の延在方向に対して直交する方向に切断した場合の供給通路41の断面開口形状の長手方向両側部には、それぞれ側方に向けて次第に幅が狭くなるテーパ部42が形成されている。
(もっと読む)
成形フィルムの移送装置およびPTPシート製造機
【解決課題】短い設置スペースで成形フィルムの一回の移送量を大きくすることができるとともに、成形フィルムごとの段取り替えの手間やコストを低減し、しかもポケットを破壊や変形等させることなく成形フィルムを安定して移送することのできる成形フィルムの移送装置およびPTPシート製造機を提供する。
【解決手段】成形フィルムの移送装置3が、駆動軸35廻りを間欠的に回転駆動され、外周面39と段違いをなす保持面41を有する帯状部40が凸状に周設された回転ドラム31と、ポケット25が成形された成形フィルム22を、ポケット25が開口された側の面24を保持面41に対向させて、帯状部40に一時的に保持させる保持手段32と、を備え、帯状部40に保持される成形フィルム22に、保持面41の両端縁から跳ね出す跳ね出し部52、52が形成されるようにして構成される。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
(もっと読む)
PTP包装機
【課題】 成形装置でポケット部を成形しても容器フィルムに成形線が形成されず、見た目も綺麗なPTP包装体を製造すること
【解決手段】 容器フィルム11にポケット部を成形する成形装置16は、容器フィルムを挟み込む上型31と、下型32と、下型を昇降移動させるシリンダ33とを備える。両型で容器フィルムを挟み込む高さ位置は、前段の予熱装置15で容器フィルムを加熱する際の高さ位置よりも高く設定し、下型の上面の上流側の端部32aを、上型のそれよりも上流側(予熱装置側)に突出させるようにした。
(もっと読む)
四方シール包装体の製造装置
【課題】開封摘み部を設けて四方シールした包装体を効率的に大量生産することができるようにした四方シール包装体の製造装置を提供する。
【解決手段】この装置は、長さ方向に搬送されながら重ね合わされる包材原反201と包材原反202との間に次々と挟まれた被包装物(製剤1)を囲むように四方シールするシール手段10と、一端側に開封起点となる開封摘み部211,221を設けるように両包材原反201,202を打ち抜くことによって包装体Aを連続して製造するフルカット手段30とを備えている。シール手段10は、製剤1が幅方向に複数列に並べられる幅の2本の包材原反201,202を、製剤1ごとに四方シールする。フルカット手段30は、製剤1ごとに開封摘み部211,221を設け、かつ、開封摘み部211,221を設けない三方でシールされた2枚の包材原反201,202を完全に打ち抜く。
(もっと読む)
薬剤分包装置
【課題】シール部の構造を簡略化し、横シール部と縦シール部の温度差を低減し、包装シートの製造コストを削減しつつ、分包袋の大きさを調整可能とする。
【解決手段】包装シートを搬送する搬送部材27と、包装シートに薬剤を供給する薬剤供給部材2、3と、包装シートを自転しながらシールする一対のシール部材36とを備える。シール部材36は、包装シートの折り目とは反対側の縁部を搬送方向にシールする縦シール部41と、搬送方向に所定間隔でシールする横シール部42とを一体化した構成とする。一対のシール部材36を、少なくとも包装シートに接触するシール位置と、離間する作業位置とに移動可能な状態として支持する支持部材51を備える。各シール部材36は、シール位置及び作業位置のいずれの位置であっても噛合するギア38を有する軸部36aをそれぞれ備えたものとする。
(もっと読む)
錠剤の外観検査装置及びPTP包装機
【課題】 錠剤の振動やポケット内の姿勢に影響を受けることなく正確な検査が行えるようにすること
【解決手段】 3Dカメラ装置は、容器フィルムのポケット部内に供給された錠剤を撮像し、三次元計測法により錠剤の表面の各位置の高さ位置を濃淡画像で表したプロファイル画像を求め、処理装置22に送る。処理装置は、プロファイル画像に基づき錠剤の外観検査を行うもので、プロファイル画像中の錠剤を示す画像データを抽出する錠剤検出部31と、抽出した画像データをその錠剤の表面が平坦になるように補正処理をして平坦化画像を生成する平坦化処理部32と、その平坦化画像に基づいて外観異常の判定を行う欠陥解析部34を備える。平坦化処理部32により錠剤の表面の高さ位置が平坦(水平)に正規化されるので、簡単な閾値処理で異常の有無を判定できる。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
包装袋および充填体ならびに充填体の製造方法
【課題】大容量の内容物が充填される包装袋であって、角部のシール不良を回避できる包装体を提供する。
【解決手段】対抗してなるヒートシール性フィルムのヒートシール面に、帯状の縦シールおよび帯状の第一横シールが形成され、かつ、前記第一横シール部と縦シールの一部に、帯状部に前記縦シールと横シールとを交差する角シール部が連設された第二横シールが形成されたことを特徴とする、包装袋である。前記角シール部により大容量の包装体の角部に発生しやすいシール不良を、効率的に回避することができる。
(もっと読む)
医療用具封止装置
【課題】
使用済みの医療用具、若しくは未使用の医療用具を自動で封止し、そして、自動で封止シートを切断する封止装置を提供しようとするものである。
【解決手段】
対向する封止シートの供給機構と、対向する封止シートの圧着機構と、圧着機構の挿入側に設けられた投入確認センサと、対向する封止シートの切断機構と、圧着機構の排出側に設けられた巻き込み防止センサを有し、対向する封止シートの圧着機構は対向する圧着ロールを有すると共に、圧着ロールは両端のシール部とその間の弾性圧縮部とを具備してなり、投入された医療用具を前記投入確認センサが検知することにより対向する封止シートの供給機構が自動的に作動し、圧着機構により圧着ロールが対向する封止シートを圧着して医療用具を封止し、圧着機構より排出された封止シートを自動的に切断機構により切断しうるようにしたことなどで解決した。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルムを取着するシール装置等を備えている。容器フィルム3を搬送する送りロール31は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、送りロール31は、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送する。
(もっと読む)
PTPシート製造装置
【課題】充填ユニット交換時における作業性や利便性の向上等を図ることのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機10では、容器フィルムに形成されるポケット部に錠剤を充填する錠剤充填機構が充填ユニット40としてユニット化され、予め定められた装置本体11上の設置エリアに着脱可能に設置されている。さらに、装置本体11上には、使用済みの充填ユニット40Aと新規の充填ユニット40Bとの交換時において、新規の充填ユニット40Bを設置エリアへ設置するにあたり、使用済みの充填ユニット40Aを設置エリアから退避させるための退避エリアが設けられている。
(もっと読む)
PTPシート製造装置
【課題】ポケット部に内容物が収容された遮光性を有する容器フィルムに対して遮光性を有するカバーフィルムを取着した後に内容物の検査を行うとともに、内容物の保護をより確実に図ることのできるPTPシートを製造可能なPTPシート製造装置を提供する。
【解決手段】容器フィルム2及びカバーフィルム5が遮光性を有する材料で構成され、ポケット部3の深さが錠剤7の厚みと同じとなるように形成されるPTPシート1を製造するPTP包装機11は、容器フィルム2に取着されたカバーフィルム5のうち、ポケット部3の開口縁の内周側、かつ、ポケット部3に充填された錠剤7の外周側に位置する部位を押圧し、当該部位をポケット部3の内側に所定量押し込むことのできる押圧部材51と、押圧部材51にて押圧された状態にあるカバーフィルム5を撮像するカメラ43とを備えている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートに対しラベル部材を適切に貼付することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機11は、容器フィルム3にポケット部2を形成するポケット部形成装置16、当該ポケット部2に錠剤を投入する錠剤投入装置21、ポケット部2を塞ぐように帯状のカバーフィルム4を取着する連続送りロール20及び加熱ロール25等を備えている。さらに、カバーフィルム4取着後のPTPフィルム6が連続送りされる区間には、当該PTPフィルム6に対しラベル部材を貼付するラベル貼付装置30が設けられている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルム4を取着するシール装置等を備えている。シール装置は、フィルム受けロール18と、これに圧接するシールロール19とからなる。フィルム受けロール18は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、フィルム受けロール18が、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送しつつ、両ロール18,19間にて両フィルム3,4を加熱圧接することにより、容器フィルム3に対しカバーフィルム4が取着される。
(もっと読む)
縦型複数列充填包装装置
【課題】装置の全高が高くなり過ぎず、また連続稼働時間が短くなることもなく、複数列の積層フィルム間に同量ずつ被包装物を供給する。
【解決手段】2枚の積層フィルム7に複数列で並行する筒状部を形成し、横シール部を長手方向に間隔を空けて繰り返し形成することで多数の包装袋を製袋するとともに、各列の筒状部への1つの横シール部の形成からその上方の横シール部の形成までの間に各列の筒状部に上方から被包装物を供給することで被包装物を包装袋内に充填する縦型複数列充填包装装置において、前記被包装物を貯蓄するメインタンク14,15と、前記複数列の筒状部を形成する部分の上方に位置して、前記メインタンク14,15から供給された被包装物を加圧状態で一時的に貯留する密閉式タンク16と、前記密閉式タンク16に接続されて前記複数列の筒状部内に上方から被包装物を供給する、互いに流路抵抗が等しい複数本の充填ノズル9を具える。
(もっと読む)
縦型充填包装機
【課題】気密性の高い、薄いフィルムからなる4方シール包装品を製造する。
【解決手段】縦型充填包装機において、シゴキローラ5の上方に第1の送りローラ4A,4Bが配置されているのみならず、シゴキローラ5の下方、好ましくは横シール装置6と切断装置8の間にも第2の送りローラ10A,10Bが配置されている。したがって、内容物投入直前の筒状フィルム1が、上方の送りローラ4A,4Bと下方の送りローラ10A,10Bの双方で保持された状態になっており、筒状フィルム1内に内容物が投入されても縦シール部1d及び横シール部1eが折れ曲がらず、筒状フィルム1の両面に線状の大きなたるみ(波を打った部分)が発生し難い。
(もっと読む)
1 - 20 / 122
[ Back to top ]