
Fターム[3E050CB03]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(形態、機能) (563) | 間欠送り (209)
Fターム[3E050CB03]に分類される特許
1 - 20 / 209
無菌充填包装機および無菌充填包装方法
包装体および包装機
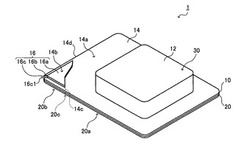
【課題】包装体の外観を損なうことなく開封性を向上させることが可能な包装体および包装機を提供する。
【解決手段】包装体1は、被包装物30が収容される収容部12、および収容部12の開口の外周に設けられるフランジ部14を有する本体10と、フランジ部14と接着されて収容部12の開口を覆う蓋体20と、からなり、フランジ部14は、蓋体20と接着される接着領域14a、および開封用に蓋体20に接着されない領域である開封用領域14bを有し、開封用領域14bには、蓋体20から離隔する方向に窪む窪み部16が設けられ、窪み部16は、フランジ部14の外周端14d側において少なくとも一部がフランジ部14の外周端14dから間隔を空けて設けられる縁部、およびフランジ部14の外周端14dにおいて開口する凹状の開口部16c1を有している。
(もっと読む)
フィルム折り部材及び前記フィルム折り部材を備えた包装装置

【課題】被包装物の厚さや表面形状等に影響を受けず、適切に溶着を行うことができるフィルム折り部材及び前記フィルム折り部材を備えた包装装置を提供する。
【解決手段】フィルム帯状体101の両側部を折り返し、フィルム帯状体101の両側縁を重ね合わせて、折り合わせ部101eを形成する、フィルム折り部材21であって、フィルム帯状体101の一方側の側部を折り返す第1部分22と、フィルム帯状体101の他方側の側部を折り返す第2部分23と、第1部分22及び第2部分23によって形成された折り合わせ部101eを支持するフィルム支持部材27と、を備え、フィルム支持部材27は、フィルム支持部材27と折り合わせ部101eを溶着する溶着部材31とによって折り合わせ部101eを挟むように、設けられていることを特徴とする。
(もっと読む)
フィルム包装装置とフィルム包装体
【課題】ベアリングのリテーナー等の環状部材である被包装物の包装を、効率よく自動的に行うことができ、開封も容易に可能なフィルム包装装置とフィルム包装体を提供することを目的とする。
【解決手段】多数の環状部材であるリテーナー14が柱状の保持部材46に嵌合した状態で、自立可能に保持した包装用ジグ40を有する。包装用ジグ40を搬送するベルトコンベア34の上方に位置して、熱収縮性フィルム12をリテーナー14に被せるフィルム成形器32を備える。リテーナー14に被せられた熱収縮性フィルム12の開口部を溶着する溶着装置50と、リテーナー14に被せられた熱収縮性フィルム12を分離する切断部材53を備える。保持部材46の長手方向に沿って熱収縮性フィルム12に開封ミシン線16を形成するミシン目刃56と、溶着され切断された熱収縮性フィルム12を加熱して収縮させる熱収縮装置60を備える。
(もっと読む)
横型自動包装機
【課題】利便性と安全性に優れた横型の自動包装機の提供を目的とする。
【解決手段】フィルム原反1A、1Bから連続的に送出される帯状フィルムを、フィルム幅方向の両端縁部を合わせて筒状に成形し、その筒状フィルム内に被包装物を所定間隔で供給し、当該被包装物のあいだをフィルム幅方向にシールしてカットすることにより前記被包装物を内包したピロー包装体を製造する包装ラインA、Bを2列設け、2列の包装ラインA、Bは被包装物の流れ方向と交差する方向に並設し、両包装ラインA、Bにはそれぞれ操作パネル6A、6Bを設け、これらの操作パネル6A、6Bは奥側の包装ラインBよりもさらに奥に配設した機枠3から手前側の包装ラインAの上方に張り出した状態で配置し、かつ流れ方向(Y方向)に離間しつつ流れ方向と平行な同一平面内に配置する。
(もっと読む)
成形フィルムの移送装置およびPTPシート製造機
【解決課題】短い設置スペースで成形フィルムの一回の移送量を大きくすることができるとともに、成形フィルムごとの段取り替えの手間やコストを低減し、しかもポケットを破壊や変形等させることなく成形フィルムを安定して移送することのできる成形フィルムの移送装置およびPTPシート製造機を提供する。
【解決手段】成形フィルムの移送装置3が、駆動軸35廻りを間欠的に回転駆動され、外周面39と段違いをなす保持面41を有する帯状部40が凸状に周設された回転ドラム31と、ポケット25が成形された成形フィルム22を、ポケット25が開口された側の面24を保持面41に対向させて、帯状部40に一時的に保持させる保持手段32と、を備え、帯状部40に保持される成形フィルム22に、保持面41の両端縁から跳ね出す跳ね出し部52、52が形成されるようにして構成される。
(もっと読む)
縦型製袋充填包装機のフィルムテンション付与装置
【課題】直線昇降式のダンサローラを用いて、ダンサローラの位置検出をデジタル信号によって行え、さらに、適度なテンションを保つための自重調整が容易に行える縦型製袋充填包装機のフィルムテンション付与装置の提供
【解決手段】ダンサロールユニット10とベルトユニット9を連結板16により連結してあるので、ダンサロールユニット10の位置検出がデジタル信号出力であるロータリーエンコーダ19で可能となり制御装置はアナログ・デジタル変換回路を必要としない。また、ベルトユニット9とダンサロールユニット10との連結部がある歯付ベルトの同側にウエイトブロックを備えたベルトクランプ部材を取り付ければ自重を重くする調整が可能となり、反対側にウエイトブロックを備えたベルトクランプ部材を取り付ければカウンターウエイトとして作用するので自重を軽くする調整が可能となる。
(もっと読む)
横形製袋充填機の脱気装置
【課題】袋内の残存空気を少なくした状態に脱気し得る横形製袋充填機の脱気装置を提供する。
【解決手段】上シール体12の下流側に、第1シリンダ48で昇降動される第1の押付部材42が配設される。搬出コンベヤ20の側方に、作動シリンダ52によって退避位置と脱気位置との間を水平回動する脱気部材44が配設される。一対のシール体12,14が筒状フィルムFを挟持して噛合する前に、第1の押付部材42が下降して、第1押面42aで物品Wの下流端縁から下流側に延出するフィルム延出部50が押さえ付けられると共に、第2押面42bが物品Wの上面に筒状フィルムFを押さえ付ける。フィルム延出部50が下流側に移動することで、第1押面42aで上側を押さえ付けたフィルム延出部50の下側を脱気部材44で下流側から上流側へ向けて撫で付けることで、内部空気は上流側へ押しやられる。
(もっと読む)
フィルム溶着装置および包装体製造装置
【課題】第2の帯状のフィルムをアンビル上にスムーズに送り出すことができるフィルム溶着装置を提供する。
【解決手段】第1の帯状のフィルムFbを送り出す第1の送り出し部21と、第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と、送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と、第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と、第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5ahと、固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備えるフィルム溶着装置1とする。
(もっと読む)
PTP包装機
【課題】 成形装置でポケット部を成形しても容器フィルムに成形線が形成されず、見た目も綺麗なPTP包装体を製造すること
【解決手段】 容器フィルム11にポケット部を成形する成形装置16は、容器フィルムを挟み込む上型31と、下型32と、下型を昇降移動させるシリンダ33とを備える。両型で容器フィルムを挟み込む高さ位置は、前段の予熱装置15で容器フィルムを加熱する際の高さ位置よりも高く設定し、下型の上面の上流側の端部32aを、上型のそれよりも上流側(予熱装置側)に突出させるようにした。
(もっと読む)
横型製袋充填包装機のガセット形成装置
【課題】構造が簡易で、ガセット爪の進退における前進がエンドシーラの閉じ動作に完全同期可能で、包装筒に対するガセット形成が素早く後進可能で、ピロー袋との兼用時に手間がかからずメンテナンス性も良好な横型製袋充填包装機のガセット装置の提供。
【解決手段】横型製袋充填包装機のガセット装置は、エアシリンダ13、板カム15などからなる簡易な構造であり、ガセット爪10の進退における前進が板カム15によって行われるのでエンドシーラの閉じ動作に完全同期可能で、後退がエアシリンダ13によって素早く行うことができる。また、ピロー袋とガセット袋の切り替えがエアシリンダ13の制御を変更するだけなので、兼用時に手間がかからず、クラッチなどの機械的機構を用いていないのでメンテナンス性も良好である。
(もっと読む)
包装方法およびその装置
【課題】安価な包装コストで弁機能を備えた袋詰品を得ることが可能な包装方法およびその装置を提供する。
【解決手段】フィルムロール26から引き出した帯状フィルムFの一方の端縁部に、塗布手段44でシリコーンオイルSを塗布する。製袋手段34に供給した帯状フィルムFを、両端縁部がシリコーンオイルSの塗布面を内側で重合するように筒状に成形すると共に合掌状の重合部12を形成する。不織布ロール30から引き出した不織布24を、重合部12の内側基部を跨ぐようにフィルム内面に加熱溶着する。筒状フィルムFaの重合部12に縦シールを施すことで、縦シール部14に部分溶着部をシリコーンオイルSの塗布部位に形成すると共に、残りの部位に気密溶着部を形成する。筒状フィルムFaを、縦シール部14の部分溶着部を挟む上下位置で、不織布24と共に気密の横シールを施すと共に切断する。
(もっと読む)
自動包装装置
【課題】簡易な構成で安定して高品質の包装体を得ることができる自動包装装置を提供する。
【解決手段】成形シュート3にて二つ折り成形された包装材料2を縦シール及び横シールして、成形シュート3より供給される被包装物を密封包装する縦シール装置5及び横シール装置6と、被包装物が密封包装された包装材料2を所定の離間毎に裁断して一の又は二個以上が連続された包装体2cを形成するカッター装置7と、を具備してなる自動包装装置1において、カッター装置7は、包装材料2を開閉把持する一対のカッターバー80・80及びカッターバー80の把持面80aより突出されて包装材料2を裁断するカッター刃81が設けられたカッターバー本体部8と、カッターバー本体部8を上下方向に昇降移動させる昇降機構部9とを有してなる。
(もっと読む)
製袋包装機
【課題】フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供する。
【解決手段】シール部形成機構56と、第1押し曲げ機構57と、第2押し曲げ機構58とを備える。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である第1位置に配置される。また、第2押し曲げ機構は、袋下部の側部に対して斜め下方である第2位置に向かって第1位置から移動し側部を押し曲げる押し曲げ部材を有する。これにより、上向きに反り上がった下シール部の側部を、確実に押し曲げることができる。
(もっと読む)
縦型製袋充填包装機の紙送り装置
【課題】簡易な手段を付加することにより、縦型製袋充填包装機の紙送り手段の負担を軽減させることにより、紙送りを安定させるとともに、紙送り手段の消耗品の長寿命化を可能にする。
【解決手段】紙送り支援ロール駆動サーボモータ61により駆動される紙送り支援ロール62から成る紙送り支援手段6を製筒器2より上流でテンション付与手段8よりも下流に設置することにより製筒器2の下流に位置する紙送り手段5の負担を軽減して、紙送りを安定させるとともに、紙送り手段の消耗品を長寿命化した。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルムを取着するシール装置等を備えている。容器フィルム3を搬送する送りロール31は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、送りロール31は、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送する。
(もっと読む)
スティック型包装袋製造用の充填包装機及びスティック型包装袋の製造方法
【課題】重ね合わせ部を幅方向の端部寄りに移動させた形態のスティック型包装袋を製造するに当たり、簡単な構造で以て重ね合わせ部を正確な位置に形成する。
【解決手段】包装フィルムFは、偏向装置35により、裏面Fbを正面から視て左右いずれかに振られた方向に向けた姿勢で下方に送られてフォーマ装置50に導入され、振られた方向から視て幅方向の中央部において両側縁部を重ね合わせて筒状に回曲されたのち、重ね合わせ部11に縦シールが施されて筒状体Tが形成される。筒状体Tに対して内容物Aが充填されつつ正面から横シールが施されることでスティック型包装袋10が形成される。筒状体Tに形成された重ね合わせ部11は、正面から視れば幅方向の一側に寄った位置にあり、この筒状体Tに対し正面から横シールを施すことから、重ね合わせ部11が幅方向の端部寄りの位置に来たスティック型包装袋10が製造される。
(もっと読む)
PTPシート製造装置
【課題】充填ユニット交換時における作業性や利便性の向上等を図ることのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機10では、容器フィルムに形成されるポケット部に錠剤を充填する錠剤充填機構が充填ユニット40としてユニット化され、予め定められた装置本体11上の設置エリアに着脱可能に設置されている。さらに、装置本体11上には、使用済みの充填ユニット40Aと新規の充填ユニット40Bとの交換時において、新規の充填ユニット40Bを設置エリアへ設置するにあたり、使用済みの充填ユニット40Aを設置エリアから退避させるための退避エリアが設けられている。
(もっと読む)
密封袋の製造方法及び装置
【課題】スープ等の流動体の袋詰めを適正に行う。
【解決手段】フィルム状包材の重畳体9bを長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部内に流動体Aを充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部26bを設けて密封袋7を形成し、先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向に押圧して密封袋を製造する。この方法において先行横ヒートシール部26aの形成後に、ローラによる押圧力を緩めて重畳体内の流動体の通路を拡げ、後続横ヒートシール部26bを形成する際に、ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭める。これにより、適正に横ヒートシールを行い、また袋内への空気の混入を防止する。
(もっと読む)
連続包装機における紙送り制御方法及び装置、並びに紙送り制御を行う連続包装機
【課題】包装材の送り速度を積極的に変化させることにより、シール時間を基準とした包装動作を可能にすることで、従来、シールが困難であった包装材もシールすることを可能にする連続包装機、並びに連続包装機における紙送り制御方法及び装置を提供する。
【解決手段】1包装サイクル中の横シールを施す横シール期間Tsを基準にして横シール中の包装材が送られる紙送り速度Vfを定める。この横シール期間Tsにおける定められた送り速度Vfは、袋の長さが変更されても、同じ素材の包装材に対して維持される。1サイクル中の残り時間内に紙送り速度を変速させることにより、例えば、連包装袋にヘッダを形成する場合には、ヘッダに要する必要な長さが短くて済むので、包装材の送り速度を減速し、1サイクル中における紙送り量を確保する。
(もっと読む)
1 - 20 / 209
[ Back to top ]