
Fターム[3E050DD04]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(縦シール) (661) | シーラーの構造 (560) | ローラ (259)
Fターム[3E050DD04]に分類される特許
201 - 220 / 259
製品抑えベルト装置並びにそれを用いた包装機

【課題】 2本の分離された筒状フィルムが並列して搬送され、エンドシール処理が施される包装機において、その筒状フィルムに対して確実に熱シールし、所望位置をカットすることができる製品抑えベルト装置を提供すること
【解決手段】
製品抑えベルト装置30は、包装機のエンドシール装置の上流側であって、2本の筒状フィルム21が並列して搬送される搬送面(エンドレスベルト26)の上方に配置される。具体的には、筒状フィルムの上方に接触し、上方への移動するエンドレスベルト32と、そのエンドレスベルトを回転駆動させる機構を備える。そして、エンドレスベルトのベルト面が、幅方向で中央に行くほど突出する部位を備えるようにした。すなわち、係るベルト面は、両側に傾斜面32aを備えると共に、中央部位はその両傾斜面を連携する水平な平坦面32bとした。
(もっと読む)
PTPシートの製造装置及び充填ユニットの装着方法

【課題】錠剤充填のための構成を工夫することにより、稼動停止期間の短縮を図ったPTPシートの製造装置を提供する。
【解決手段】ホッパ41、直線トラフ42、ボウルフィーダ43、スプリングホース44、及び、充填装置16A,16Bからなる錠剤充填機構及び、レール部45、ユニットカバー46を、充填ユニット40としてユニット化し、装置本体に対して着脱可能に構成した。ここで、錠剤充填機構及びレール部45は、ユニットカバー46内部の空間に配置されている(ホッパ41の上部を除く)。そして、この空間には、基本的には、容器フィルム3の搬入及び搬出のための開口46C,46Dのみが開口として形成されている。
(もっと読む)
充填装置および充填装置を有する充填包装機
【課題】 挟持または把持しにくい充填物を袋に充填する充填装置を提供する。
【解決手段】 本発明は袋に充填物を充填する充填装置210であって、充填物20が載置されるパレットPと、パレットを搬送するパレット搬送手段214,216,218と、回転体220と、回転体の周囲部に設けられてパレットを把持して直立させる複数のパレット把持手段240と、回転体の周囲部に設けられてパレット把持手段がパレットを直立させることによりパレット上から落下する充填物を回収して投下する複数の投下手段と、パレット把持手段から空のパレットを回収するパレット回収手段310を有する。回転体の回転中、パレット把持手段は、位置(i)でパレット搬送手段に搬送されているパレットを把持し、投下手段は、位置(ii)でシュート46に向かって充填物を投下し、パレット回収手段は、位置(iii)でパレット把持手段から空のパレットを回収する。
(もっと読む)
パッケージ装置及びゴミ箱
女性用の衛生用品や紙おむつなどを自動的に連続密封し、不特定多数の利用するホテルのトイレや公衆トイレなどに設置する。ゴミが投入されるとモータ(70)によりフィルム引き出しローラ(50),(60)が回転し、フィルムローラ供給ローラ(30),(40)からフィルム(31),(41)が引き出される、ゴミは、フィルム引き出しローラ(50),(60)間を通過することにより、2枚のフィルム(31),(41)間に密封される。従って、ゴミを自動的に密封でき、また、清潔感が維持されるため、不特定多数の利用するホテルのトイレや公衆トイレなどに設置するのに適する。 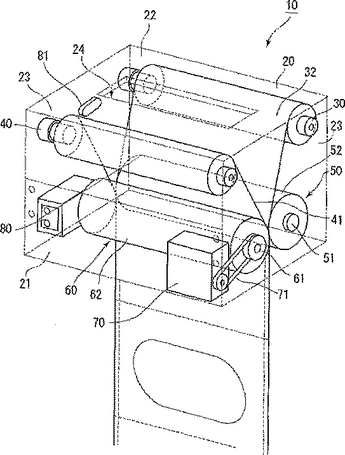 (もっと読む)
(もっと読む)
シール装置及びPTPシートの製造装置
【課題】ロール本体の回転停止時に生じる温度ムラを解消し、シール開始時において、より安定したシールを実現する。
【解決手段】シールの中断指示が検出されると、制御装置は、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18から離間した離間状態とされる。そして、その後、制御装置によって予熱制御が行われる。具体的に言えば、シールロール19の加熱と並行して、回動駆動手段81の回動駆動モータを駆動する。これにより、シールロール19のロール本体が回転する。ロール本体の周方向における温度変化が十分に小さくなった場合には、予熱制御を終了し、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18に圧接した圧接状態とされ、シール装置によるシールが開始される。
(もっと読む)
PTPシートの製造装置
【課題】各種の動作を指示するにあたり、衛生面を考慮しつつ、しかも、作業者にとって例えば手袋の着脱といった煩わしさのないPTPシートの製造装置を提供する。
【解決手段】パネル75の手前側に行列状に検知位置が配置されるように、パネル用行ランプ群55、パネル用行センサ群56、パネル用列ランプ群57、及び、パネル用列センサ群58を配置する。そして、行方向及び列方向のセンサ56A〜56D,58A〜58Dによって光量の変化を検知することにって、作業者の指が検知位置に到達したことを非接触で判断し、所望の動作を実現する。パネル75には各検知位置に対応するように行列状のエリアを設け、ここに、動作の内容表示を行う。
(もっと読む)
包装装置
【課題】 トレイ等の容器を使用することなく見栄えの良い状態で被包装品を包装することを可能にする包装装置を提供する。
【解決手段】 被包装品の搬送機構と、前記包装フィルムを袋状に製袋する製袋機構と、前記包装フィルムを袋状に製袋した袋部に被包装品を収納した状態で包装フィルムを熱溶着シールし、熱溶着シール部を切断する溶着・切断機構とを備え、前記搬送機構が、1回の包装操作の際に前記包装フィルムによって包装される被包装品がセットされる受け板22と、該受け板22に昇降自在に支持され、受け板により前記被包装品を搬送する際には、前記受け板から離間する上位置で前記受け板にセットされた被包装品を保持し、前記被包装品および前記受け板とともに袋部に送入された状態から前記袋部に前記被包装品を移す際には、前記被包装品と干渉しない下位置に移動するホルダ23とを備えることを特徴とする。
(もっと読む)
ピロー包装機
【課題】被包装物の高さに関係なく所望の位置をエンドシールでき、フィルムのずれに伴い被包装物の噛み込みを抑制できるピロー包装機を提供。
【解決手段】連続供給される帯状フィルムを筒状に形成する製袋器20と、筒状フィルム21のセンターシール装置24と、センターシール装置の下流側に幅方向にシールとカットをするエンドシール装置30を備える。エンドシール装置は、上下に配置されるトップシーラ35a,35bと、トップシーラを所定の軌跡で移動させる駆動機構とを備える。駆動機構は、トップシーラの前後進移動と上下移動を、それぞれ別の駆動モータで動作する。トップシーラを前後進移動させる機構は、少なくともシール面が筒状フィルムに接触してから、上下一対のトップシーラのシーラ面同士が完全に筒状フィルムを挟み込むまでの期間の前進移動速度が、筒状フィルムの移動速度よりも遅くなるように制御する。
(もっと読む)
カップ部を備えた成形シートとカバーシートとのシール装置
【課題】カップ部(2)付きの成形シート(1)をカバーシート(3)と接合して密封する装置において、成形シートのカップ部(2)と、送りロール(5)の凹陥部(6)との精確な位置決めを確実に実現できるものを提供する。
【解決手段】カップ部(2)のための凹陥部(6)を周面に備え、ロール駆動部(4)によって駆動可能な送りロール(5)と、この送りロール(5)に組み合わさって回転可能なシールロール(8)とを備え、これらロールの間を通過するようにして、成形シート(1)及びカバーシート(3)を処理可能である。送りロール(5)の寸法を変化させることで、カップ部(2)と凹陥部(6)との間の位置・姿勢の関係を正しく補正することができるように、送りロール(5)には、圧力室(15)が設けられ、該圧力室(15)は圧力媒体配管(16)を通じて圧力媒体供給源(17)に接続されている。
(もっと読む)
包装装置
【課題】 横ピロー型包装装置の特質と異物検出機との特質を有機的に組み合わせることによって、全長の短い、異物検出機能を備えた包装装置を提供することを目的とする。
【解決手段】 横ピロー型包装装置」において、被包装物Bを搬送する搬送ラインの基端部の上方部位あるいは下方部位にフィルム供給装置1を配置するとともに、その後流方の搬送ラインの上方あるいは下方にセンターシール部5を設け、且つ、該センターシール部5のさらに後流方にトップシール部8を設けるとともに、このトップシール部8の後流方に近接して、異物検出機9の検出ゲートを、前記トップシール部8への接近を許容する開口部分9Aを被包装物通過域を除いて実質的に閉塞するように配置した。
(もっと読む)
縦型充填包装装置
【課題】 カッター機構による包装袋の切断状態を良好に行うことのできる縦型充填包装装置を提供すること。
【解決手段】 縦型充填包装装置において、カッター機構7よりフイルムFの移送方向上流側にて、横シール機構5の横シール部材5BによってヒートシールされたフイルムFの横シールFS箇所をエアの吹き付けによって冷却するエア噴射ノズル機構8を配設してなることを特徴とするものであり、カッター機構7よりフイルムFの移送方向上流側にて包装袋Pの外面側をエア噴射ノズル機構8によってエアを吹き付けることにより、横シール部材5Bによって加熱されてシールされた横シールFS箇所の内面側のシーラント層が冷却され、シール強度が確保されたシール状態にてカッター機構7によって切断されるため、カッター機構7の切断刃7Aにシーラント層が付着することを未然に防ぐことができ、従来に比べてメンテナンス作業も簡便に行うことができる。
(もっと読む)
包装袋製造装置
【課題】 長尺外フィルムと長尺内フィルムを重ねて引き出しつつ、横シールと縦シールを施して、縦シールと横シールに囲まれる部分が収容部となる包装袋を2列に連続製造する装置において、包装袋単位に切り離したときに、包装袋の縦シール側縁に反りが生じることを防止する。
【解決手段】 縦シール装置3は、フィルムの走行路を挟んで対向配備された加熱ローラ31と縦シール位置に対応する3つの押圧ローラ41、41、42とからなり、各押圧ローラは夫々独立した押圧調整装置48、48、48に連繋されている。縦シール時の各押圧ローラの押圧力を独立して調整して、袋の縦シール縁に反りが生じることを防止できる。
(もっと読む)
排泄物処理装置
【課題】 老化、疾病等のためにトイレに行くことの出来ない人のために、屎尿を自動的に密封包装して処理する排泄物処理装置を提供する。
【解決手段】包材を支える支持台(2)、便座、包材を成形し案内するガイド具、重ね合わせた包材の両縁部を挟み込み、包材を繰り出す繰り出し機構(5)、包材の両縁部をシールする横縁シール機構(6)、包材の切断部をシールし切断する頭尾シール機構(7)、で構成される装置に、機密性が高く、又鏝で接着可能な包材を供給する。便座の開口部の真下では、包材は先端の中央が谷折りされシールした状態となり、屎尿を受け易くした形で排便を待機する。排便中、又は排便後、作動ボタンを押せば包材で受けた屎尿を即座に包装し、密封した状態で便座外部に自動的に搬出してくれる。包材をセットして置けば、排便ごとに作動ボタンを押すだけで使用できる。
(もっと読む)
充填包装機の制御方法および充填包装機
【課題】 不良品として扱われる包装袋の数量を極力抑えることのできる充填包装機およびその制御方法を提供すること。
【解決手段】 本発明による充填包装機およびその制御方法においては、充填包装機の充填開始時において充填機構6による内容物Wの充填量を通常の充填量に対して増量して充填してなるように制御手段9を介して設定してなることにより、今まで不良品として扱っていた包装袋P、すなわち充填量の不足分となっていた包装袋Pを充填包装機の充填開始時において充填量を増量することで通常の充填量に補うことによって良品として製品化することが可能となり、これにより不良品の数量を低減することができる生産性の高い充填包装機とその制御方法を提供すること。
(もっと読む)
ロータリー式自動包装機におけるカッター装置
【課題】
包装袋間のサイドシールに切れ込みを簡便に形成することができるロータリー式自動包装機のカッター装置を提供することを目的とする。
【解決手段】
本発明に係るロータリー式自動包装機のカッター装置は、中央部分が折り曲げられた包装フィルムの幅方向に複数のサイドシール114を形成するサイドシール装置5と、これを回転作動するターンテーブル4と、出来上がった多数の充填済み包装袋112の上縁を封止するトップシール装置9と有し、サイドシール114をカットして個別包装袋113にする自動包装機1のカッター装置10である。このカッター装置10は、ミシン目カットを施す手段と直線カットを施す手段とを有し、個別包装袋113を切り離さない場合には、ミシン目カットを施す手段を選択して行使し、個別包装袋113を切り離す場合には、直線カットを施す手段を選択して行使する。
(もっと読む)
充填包装機
【課題】 大容量の内容物が充填されるような場合であっても、横シール状態を良好に行うことのできる充填包装機を提供すること。
【解決手段】 連続移送されるフイルムFを、対をなす縦シールロール部材4Bによって挟み付けながらフイルムFの長手方向に沿って縦シールする縦シール機構4と、この縦シール機構4によって縦シールFHした筒状のフイルムF内に内容物Wを充填する充填機構6と、前記筒状のフイルムFを送りつつフイルムFの底部側および袋口側となる箇所をフイルムの幅方向に沿って対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら所定の間隔にて横シールFSする横シール機構5と、を備えた充填包装機であって、前記横シール機構5より前記フイルムFの移送方向下流側にて、前記横シール機構5の横シール部材5Bによってヒートシールされた前記フイルムFの横シールFS箇所をエアの吹き付けによって冷却するエア噴射ノズル機構7を配設してなる充填包装機。
(もっと読む)
収納袋の製造方法
【課題】無菌状態で収納袋を製造するとともに内容物の充填も行なえるようにし、衛生的な収納袋を提供する。
【解決手段】チューブ状の包装材料1と、シート状の包装材料2とを用い、シート状の包装材料2にチューブ状の包装材料1を扁平状態でシート状の包装材料2の幅方向の片側半分の面に重ね、両包装材料1,2の重なり部の端縁をカットしてチューブ状の包装材料1を切り開き、その後シート状の包装材料2は2つ折りしてチューブ状の包装材料1を長さ方向に表裏両面から挟み、シート状の包装材料2の2つ折り辺に対向する両包装材料1,2の端縁を縦方向のヒートシールにより閉じるとともに、チューブ状の包装材料1の切り開き部より差し込まれた内容物充填用のチューブ13より内容物が充填され、縦方向のヒートシールにより端縁が閉じられた両包装材料1,2を等間隔おきに横方向にヒートシールして仕切り、横方向のヒートシール位置で切り離す。
(もっと読む)
検査装置及びPTP包装機
【課題】適正な領域設定を迅速かつ容易に行うことのできる検査装置及びPTP包装機を提供する。
【解決手段】外観検査装置21は、撮像装置23、画像処理装置24等を備えている。画像処理装置24は、画像メモリ41、PTPフィルムに対する撮像装置23の各カメラ位置を取得するカメラ位置取得手段42、PTPシートの寸法等の各種データを座標データに変換するデータ変換手段43、PTPシートの寸法等の各種データを記憶するデータ記憶手段44等を備えている。そして、外観検査装置21は、PTPフィルム及び撮像装置23の位置関係と、PTPシート及びポケット部の形状及び寸法とを基に、各種領域を少なくともフィルム幅方向に対し位置決めして設定する。
(もっと読む)
充填包装機
【課題】 大容量の内容物が充填されるような場合であっても、横シール状態を良好に行うことのできる充填包装機を提供すること。
【解決手段】 横シール機構5に設けられたそれぞれの横シール部材5Bの回転方向上流側の端縁箇所には、横シールロール5Aの回転方向の上流側に向けて延びる断熱性材料からなる押圧絞り部8を設けてなることを特徴とする充填包装機。
(もっと読む)
検査装置及びPTP包装機
【課題】検査状況を把握可能な検査装置、及び、PTP包装機を提供し、もって、検査状況が適切でない場合に、迅速な対応を可能とする。
【解決手段】検査を実行し(S100)、不良判定された場合(S110:YES)、不良発生日時及び不良項目からなる不良履歴に関連付けて、画像データ、シート位置追従量、及び、判定値を記憶する(S130〜S150)。そして、不良発生情報中の不良項目が作業者によって選択されると、通常時は検査対象の画像が表示される画面左側に、不良判定されたときのPTPフィルムの画像を表示する。さらに、不良発生情報の表示欄の下方に、不良判定されたときのシート位置追従量を表示すると共に、判定に用いられれた判定値を表示する。
(もっと読む)
201 - 220 / 259
[ Back to top ]