
Fターム[3E050DD04]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(縦シール) (661) | シーラーの構造 (560) | ローラ (259)
Fターム[3E050DD04]に分類される特許
41 - 60 / 259
PTPシート製造装置
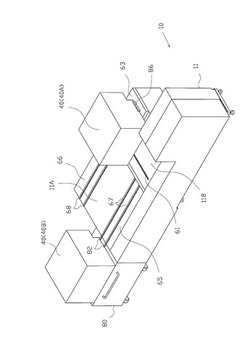
【課題】充填ユニット交換時における作業性や利便性の向上等を図ることのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機10では、容器フィルムに形成されるポケット部に錠剤を充填する錠剤充填機構が充填ユニット40としてユニット化され、予め定められた装置本体11上の設置エリアに着脱可能に設置されている。さらに、装置本体11上には、使用済みの充填ユニット40Aと新規の充填ユニット40Bとの交換時において、新規の充填ユニット40Bを設置エリアへ設置するにあたり、使用済みの充填ユニット40Aを設置エリアから退避させるための退避エリアが設けられている。
(もっと読む)
密封袋とその製造方法及び装置

【課題】ソース等を充填した密封袋の角部が使用者に当たっても不快感を与えないようにする。
【解決手段】一辺に折り返し部が生じるようにフィルム状包材が折り畳まれ、この折り畳まれたフィルム状包材の重畳体の四辺がヒートシール部8,9,10,11で閉じられることにより、内容物が封入される。上記一辺の折り返し部に、この一辺の両端間を貫通するパイプ状の非ヒートシール部12が残るように、ヒートシール部9が形成され、上記一辺の対向辺に、この対向辺の両端間にわたって非ヒートシール部13が残るように、ヒートシール部8が形成される。
(もっと読む)
密封袋の製造方法及び装置
【課題】スープ等の流動体の袋詰めを適正に行う。
【解決手段】フィルム状包材の重畳体9bを長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部内に流動体Aを充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部26bを設けて密封袋7を形成し、先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向に押圧して密封袋を製造する。この方法において先行横ヒートシール部26aの形成後に、ローラによる押圧力を緩めて重畳体内の流動体の通路を拡げ、後続横ヒートシール部26bを形成する際に、ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭める。これにより、適正に横ヒートシールを行い、また袋内への空気の混入を防止する。
(もっと読む)
連続包装機における紙送り制御方法及び装置、並びに紙送り制御を行う連続包装機
【課題】包装材の送り速度を積極的に変化させることにより、シール時間を基準とした包装動作を可能にすることで、従来、シールが困難であった包装材もシールすることを可能にする連続包装機、並びに連続包装機における紙送り制御方法及び装置を提供する。
【解決手段】1包装サイクル中の横シールを施す横シール期間Tsを基準にして横シール中の包装材が送られる紙送り速度Vfを定める。この横シール期間Tsにおける定められた送り速度Vfは、袋の長さが変更されても、同じ素材の包装材に対して維持される。1サイクル中の残り時間内に紙送り速度を変速させることにより、例えば、連包装袋にヘッダを形成する場合には、ヘッダに要する必要な長さが短くて済むので、包装材の送り速度を減速し、1サイクル中における紙送り量を確保する。
(もっと読む)
ピロー型包装装置
【課題】 被包装物の大きさによって設定をその都度やり直す必要がなく、フィルムを無駄にすることなく、迅速に見栄えの良い包装が可能なピロー型包装装置を提供することを目的とする。
【解決手段】 センターシールをおこなうセンターシール部1と、その下流方に配置されトップシールをおこなうトップシール部2とを備えた包装装置本体A1と、この包装装置本体の上流方に配置され、該包装装置本体に適宜タイミングで被包装物を供給する供給コンベヤA2とを有する横ピロー型包装装置Aであって、前記センターシール部1より上流方に配置され被包装物の長さを計る製品検出センサー3と、前記製品検出センサー3によって検出したデータに基づいて算出した、被包装物の長さに基づいて、前記トップシール部のシール手段2a,2bの動作パターンを演算し、該演算した動作パターンに基づいてシール手段の動作を制御する制御装置とを有する。
(もっと読む)
製袋充填装置
【課題】シール部への内容物付着によるシール不良を抑制することの可能な製袋充填装置を提供する。
【解決手段】筒状に丸めたフィルム11の側縁部12をフィルムの送り方向に沿ってヒートシールして筒状フィルム13とする側縁シール部形成手段15と、筒状フィルム13内に内容物19として液体を供給する充填ノズル23と、筒状フィルム13をその送り方向に交差する横方向にヒートシールする端縁シール部形成手段17とを備える製袋充填装置10であって、充填ノズル23は、筒状フィルム13外において1つのタンク20又は液供給口21から2つの配管24が分岐され、各配管24に内容物19が吐出される円形の開口25が形成され、さらに、各配管24の流量を均等に揃え、かつ液流を独立に制御する手段を備える。
(もっと読む)
充填包装機
【課題】横シール装置を備えた充填包装機について、高速で振動および騒音を減少させるとともに小型、軽量化、更には耐久性やリサイクル性などの向上を図る。
【解決手段】長尺で帯状の包装フィルムを連続的に取り出して上方から下方へと移送する過程で、折り返し装置により両縁を折り重ねて縦シール装置により折り重ね部を封じて筒状に形成するとともに、シール部の上方位置において配置された往復動クランク機構を用いて上下方向に往復動させる上下動機構を介して基板に取り付けた一対の横シールロールを有する横シール装置により包装フィルムを横方向にシールして袋状とし、これに充填装置のノズルを差し込んで被内容物を充填して後、更に横シール装置により封着して連続して包装袋を形成する充填包装機であって、横シール装置の上下機構において上下移動可能に支持する基板、横シールロールのシャフトまたはシャフトを基板に支持する軸受けケースの少なくとも1つをマグネシウム合金またはチタン合金により形成した。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルム4を取着するシール装置等を備えている。シール装置は、フィルム受けロール18と、これに圧接するシールロール19とからなる。フィルム受けロール18は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、フィルム受けロール18が、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送しつつ、両ロール18,19間にて両フィルム3,4を加熱圧接することにより、容器フィルム3に対しカバーフィルム4が取着される。
(もっと読む)
確実に横シール部を形成可能な自動包装機械
【課題】第1横シール装置が横シール部を一層確実に隙間なく形成するための技術を提供する。
【解決手段】自動包装機械1は、フィルム折り返し部5と、縦シールユニット7と、第1横シールユニット8と、第2横シールユニット9と、第3横シールユニット10と、充填ユニット6と、を備えている。そして、自動包装機械1は、第1横シールユニット8よりも包装フィルム15の走行方向Aの上流側に配置され、第1横シールユニット8によって形成される横シール部18に相当する位置で包装フィルム15を部分的にヒートシールする第3横シールユニット10を更に備えている。
(もっと読む)
印字装置を備えた包装機
【課題】印字ロールを包装材の送りに同調して駆動して、包装材の送り速度に変動が生じたときでも印字ロールの慣性で包装材に伸縮やばたつきが生じるのを回避して、印刷装置による印刷が鮮明で且つ文字の歪みをなくした印刷装置を備えた包装機を提供する
【解決手段】印字装置8は、帯状包装材Fwに印字を行う印字ヘッド11と、周面で包装材と接触しつつ回転し印字受けとなるプラテンローラ10とを備えている。駆動源であるサーボモータ12は、プラテンローラ10を包装材の送り速度に同期して回転させるので、包装材の送り速度に変動が生じたときでも、プラテンローラ10の慣性回転に起因して印字部における帯状包装材Fwの伸縮やばたつきが生じることが無く、帯状包装材Fwの進行が安定し、印刷装置の印字不良を無くすことができる。
(もっと読む)
縦型複数列充填包装装置
【課題】装置の全高が高くなり過ぎず、また連続稼働時間が短くなることもなく、複数列の積層フィルム間に同量ずつ被包装物を供給する。
【解決手段】2枚の積層フィルム7に複数列で並行する筒状部を形成し、横シール部を長手方向に間隔を空けて繰り返し形成することで多数の包装袋を製袋するとともに、各列の筒状部への1つの横シール部の形成からその上方の横シール部の形成までの間に各列の筒状部に上方から被包装物を供給することで被包装物を包装袋内に充填する縦型複数列充填包装装置において、前記被包装物を貯蓄するメインタンク14,15と、前記複数列の筒状部を形成する部分の上方に位置して、前記メインタンク14,15から供給された被包装物を加圧状態で一時的に貯留する密閉式タンク16と、前記密閉式タンク16に接続されて前記複数列の筒状部内に上方から被包装物を供給する、互いに流路抵抗が等しい複数本の充填ノズル9を具える。
(もっと読む)
自動包装機の超音波しごき機構
【課題】横ヒートシール予定部分の内部に付着している内容物を除去し、確実に内容物噛み込みによる横シール不良を防止できる超音波しごき機構を提供する。
【解決手段】自動包装機のしごき機構14には、個別包装体の横幅に相当する先端部分を有する超音波ホーン102と、この超音波ホーン先端部分110に相対する受け板100と、この超音波ホーン先端部分110と受け板100が互いに押圧するように駆動するエアーシリンダ104とを備えられており、このエアーシリンダ104は、超音波ホーン先端部分110と受け板100の隙間に挟まれている筒状包装袋の横ヒートシール予定部分のみに対して、押圧駆動するように制御され、この横ヒートシール予定部分の内部に付着している内容物が超音波ホーン先端部分110から発する超音波振動で確実に除去される。
(もっと読む)
充填包装機
【課題】ダブルパックを自動的に且つ連続的に製造する充填包装機に新たな改良を提案する。
【解決手段】ダブルパック用の充填包装機は、第1と第2の袋部に挿入される第1と第2のシュートの充填筒50a,50bの中心が垂直軸を中心とする円弧34上を第1と第2の袋部の中心に位置しながら移動するように、第1と第2のシュートの充填筒50a,50bの中心と、昇降シャフト41の中心44と、昇降シャフト41に対応する偏心シャフトの中心58の位置が決められている。
(もっと読む)
タバコポーチ製品の形成に使用するための装置
多列ロールタイプ自動包装機のフィルム保持機構
【課題】多列ロールタイプ自動包装機の停止と共に発生していた包装フィルムの重なり位置調整作業を排除することにより、包装袋の生産に伴う作業性を大幅に向上できる多列ロールタイプ自動包装機を提供する。
【解決手段】フィルム保持機構7は、エアー圧力によって駆動される二つのシリンダ部材72,73を向かい合わせに配置し、自動包装機1の動作が停止して一対の縦シールロール(縦シール装置8)が互いに離間状態になると、この二つのシリンダ部材72,73にエアーを供給して、シリンダ部材72,73間に配設されている二つ折りされた包装フィルムFYを挟み込んで保持し、自動包装機1の動作が再開して一対の縦シールロール(縦シール装置8)が互いに押圧状態になると、この二つのシリンダ部材72,73に供給しているエアーを停止して、シリンダ部材72,73間に配設されている二つ折りされた包装フィルムFYの保持を解放する。
(もっと読む)
エンドシール装置及び同エンドシール装置を備えた自動包装機
【課題】両方のシール面におけるシール圧の調整が容易に行えるエンドシール装置及び同エンドシール装置を備えた自動包装機を提供する。
【解決手段】上側のシーラー取付台103のシーラー101を、包装フィルムFの搬送方向前後に分割して前シーラー分割部101aと後シーラー分割部101bとで構成し、これらを隙間を設けて配置するとともに別々のエアシリンダー134、135に連繋する。そして、各エアシリンダー134、135のエア圧をそれぞれ調整することにより、前後シーラー分割部101a、101bのシール圧を個別に調整する。
(もっと読む)
縦型複数列充填包装装置
【課題】複数列での充填包装時の横シール部への縦しわの発生を防止する。
【解決手段】2枚の積層フィルム1に複数列で並行する筒状部7bを形成し、それらの筒状部7bをその幅方向に横シールバーで加熱シールして各筒状部7bにその全幅に亘る横シール部7cを長手方向に間隔を空けて繰り返し形成することで多数の包装袋7dを製袋するとともに、各列の筒状部7bへの1つの横シール部7cの形成からその上方の横シール部7cの形成までの間に各列の筒状部7bに上方から被包装物を供給することで被包装物を包装袋内に充填する縦型複数列充填包装装置において、横シールバーが加熱シールを行っている間に積層フィルム1とともに下方へ移動しながら積層フィルム1をその幅方向に引っ張るフィルム引張り手段と、そのフィルム引張り手段を昇降移動させる昇降移動手段と、横シールバーの下側に位置して積層フィルム1を複数列に切り分ける切り分け手段を設ける。
(もっと読む)
横形製袋充填機の物品押さえ装置
【課題】押さえ部材の耐久性の改善を図ると共に、性状の異なる多品種の物品に広く適用可能とする。
【解決手段】フィルム搬送路の上方に配設される無端コンベヤ34は、側枠52の長手方向に離間して回転可能に配設された一対のプーリ54,56間に歯付き無端ベルト58が巻掛けられ、該歯付き無端ベルト58に一定間隔毎に押さえ部材60が着脱可能に配設される。前記押さえ部材60は、JIS K 6252で規定される試験方法による測定での引裂き強さが30N/mm以上となるシリコーンゴムの成型品であって、幅方向に複数の歯が並ぶ櫛歯部64を、歯付き無端ベルト58の外側に突出形成すると共に、該櫛歯部64を前傾姿勢で歯付き無端ベルト58の走行方向に所定間隔毎に配設される。
(もっと読む)
改良したシールを有する袋製品及びその製造方法
空気充填部付き包装袋および空気充填部付き充填体の製造方法
【課題】大容量の内容物が充填される包装袋であって、把持が容易な空気充填部付き充填体を提供する。
【解決手段】ヒートシール性フィルムのヒートシール面を対抗させ、縦シールロールで両側部1をヒートシールし、横シールロールで底部3をヒートシールして充填部4を形成した包装袋10であって、充填部は、更にヒートシールで仕切られた内容物充填部と空気充填部とを有し、内容物充填部に内容物を、空気充填部に空気を充填してなる空気充填部付き充填体である。空気充填部によって充填体を容易に把持することができる。
(もっと読む)
41 - 60 / 259
[ Back to top ]