
Fターム[3E050GB10]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(切断) (786) | その他 (15)
Fターム[3E050GB10]に分類される特許
1 - 15 / 15
ポケット部形成装置及びPTP包装機
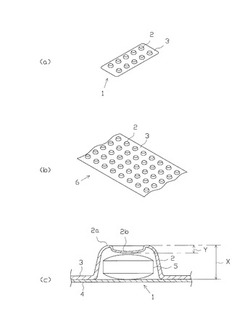
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
連続包装機における紙送り制御方法及び装置、並びに紙送り制御を行う連続包装機

【課題】包装材の送り速度を積極的に変化させることにより、シール時間を基準とした包装動作を可能にすることで、従来、シールが困難であった包装材もシールすることを可能にする連続包装機、並びに連続包装機における紙送り制御方法及び装置を提供する。
【解決手段】1包装サイクル中の横シールを施す横シール期間Tsを基準にして横シール中の包装材が送られる紙送り速度Vfを定める。この横シール期間Tsにおける定められた送り速度Vfは、袋の長さが変更されても、同じ素材の包装材に対して維持される。1サイクル中の残り時間内に紙送り速度を変速させることにより、例えば、連包装袋にヘッダを形成する場合には、ヘッダに要する必要な長さが短くて済むので、包装材の送り速度を減速し、1サイクル中における紙送り量を確保する。
(もっと読む)
縦型多列自動包装機における連続包装体の穿孔機構
【課題】連続包装体の横シール部分に楕円形状のパンチ孔を開ける際に、確実に打ち抜くことができるようにして打ち抜かれなかったパンチ抜きカスが連続包装体に残留する事態を防止できる縦型多列自動包装機の穿孔機構を提供する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機の穿孔機構は、奥側の横シール金具中央付近にパンチ抜き型13が備えられ、このパンチ抜き型の裏側にパンチ抜きカス回収機構が付設されており、手前側の横シール金具中央付近にパンチ上刃14が組み入れられ、このパンチ上刃を出す若しくは引くように駆動するエアーシリンダ16,17がパンチ上刃に連結されており、このパンチ上刃内には、突き刺し針15が貫通して配設され、この突き刺し針をパンチ上刃の先端部分より出す若しくは引くように駆動するエアーシリンダが突き刺し針に連結されている。
(もっと読む)
製袋充填機
【課題】連続式の製袋充填機において各種長さを有する製品袋及びヘッダを同一の包装材により連設した連包袋からなる包装品を得る。
【解決手段】連続して搬送される筒状フィルム13に対し所定間隔毎にエンドシール2を施して、製品袋とヘッダとを一つに連設した連包袋1を得る製袋充填機において、コントローラは、シール動作周期が一定になるようにエンドシール機構7を駆動制御するとともに、データ入力手段で入力された製品袋の設定個数と製品袋及びヘッダの設定長さとに関する設定長さの差に応じて、製品袋の設定長さとヘッダの設定長さとのうち一方を基準長さとし、その基準長さから得られるフィルム13の搬送速度を基準搬送速度とし、他方の長さに対応するフィルム13の搬送速度を基準搬送速度に対して変速するようにフィルム送り機構6を駆動制御する。
(もっと読む)
密封袋の製造方法及び装置
【課題】袋の幅に変更があっても袋の角に簡易に面取り部を形成する。
【解決手段】フィルム状包材を長さ方向に送りながら中央に折曲縁8が生じるように二つ折りして重畳体9bを形成し、重畳体の開放縁8aを同方向に伸びる縦ヒートシール部で閉じることにより重畳体10を筒状にし、この筒状になった重畳体に先行の横ヒートシール部を設けて有底袋部を形成し、この有底袋部内に流動体を充填し、この有底袋部内の流動体を分断するように後続の横ヒートシール部を設けて密封袋とし、この密封袋を横ヒートシール部上でカッター31により切り離すことにより密封袋を製造する。横ヒートシール部に沿って伸びるカッターに、重畳体の開放縁側を超えて伸びる延長刃34と、重畳体の折曲縁側で横ヒートシール部に隣接して生じる二つの角にそれぞれ面取り部14,14を形成する面取り刃35とを設け、この面取り刃を重畳体の折曲縁に位置合わせしたうえで密封袋の切り離しを行う。
(もっと読む)
包装装置、包装方法、包装体
【課題】保持用開口を設けるために高価な刃物を必要とせずそのためのメンテナンスも不要となって製造コストを低減し、かつ取扱い易い包装体を形成する包装装置を提供する。
【解決手段】フィルムシート2の、後端溶着部5と投入済の被包装物3の後端との間を、シートの端部が重なり合っている部分より幅方向に広く加熱溶断して開口する加熱開口手段9を設ける。フィルムシート2の加熱開口部分と被包装物3の後端との間を幅方向全体にわたって熱溶着する横溶着手段10を設ける。フィルムシート2の折り合わされて互いに重なり合っている部分の横溶着部分から先端迄の部分を搬送方向に熱溶着する縦溶着手段11を設ける。この包装装置としては、これらのほかに、後端溶着部5を形成する後端溶着手段13と、包装済の包装体1を次工程方向へ搬送する搬送手段12とを備えている。
(もっと読む)
包装装置
【課題】挿入した被包装物の検知信号によりその被包装物に対する包装フィルム印刷部位の修正ができる包装装置の提供。
【解決手段】印刷位置マーク検知手段(レジセンサ11)と、包装物において先端と印刷位置マーク間の適正とされる距離を置いた被包装物先端検知手段(内部センサ13)と、印刷フィルム2の引き出しに対するブレーキ手段(ブレーキローラ3)と制御回路18を設け、制御回路18は両検知信号を同時に受信したときは修正せず、印刷位置マーク検知信号のみを受信したときはブレーキ手段を予め定めた時間動作させ、先端検知信号のみを受信したときは、印刷位置マーク24の後端を検知した後予め定めた時間を経過したときに搬送ローラ19を停止させる。
(もっと読む)
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
(もっと読む)
包装袋製造装置
【課題】 長尺外フィルムと長尺内フィルムを重ねて引き出しつつ、横シールと縦シールを施して、縦シールと横シールに囲まれる部分が収容部となる包装袋を2列に連続製造する装置において、包装袋単位に切り離したときに、包装袋の縦シール側縁に反りが生じることを防止する。
【解決手段】 縦シール装置3は、フィルムの走行路を挟んで対向配備された加熱ローラ31と縦シール位置に対応する3つの押圧ローラ41、41、42とからなり、各押圧ローラは夫々独立した押圧調整装置48、48、48に連繋されている。縦シール時の各押圧ローラの押圧力を独立して調整して、袋の縦シール縁に反りが生じることを防止できる。
(もっと読む)
縦型多列自動包装機における連切りカッター装置
【課題】一台のカッター装置でミシン目切れ込みと、切断動作を自由に選択して行使することができる経済的なカッター装置を提供する。
【解決手段】縦型多列自動包装機の連切りカッター装置において、連続包装袋FZの横シール中央付近をカッター刃受け金具26と袋保持金具25で挟み込みながらミシン目カットを施す場合は、鋸刃式ナイフ24の刃先の山部分のみを袋保持金具25から飛び出すように制御し、連続包装袋FZの横シール中央付近をカッター刃受け金具26と袋保持金具25で挟み込みながら直線カットを施す場合は、鋸刃式ナイフ24の刃先の山部分と谷部分全てを袋保持金具25から飛び出すように制御する。
(もっと読む)
縦型多列自動包装機におけるRカッター装置の冷却機構
【課題】冷却効率が良く、且つ、Rカット打ち抜き後の包装袋を引き剥がす機能も兼ね備えたRカッター装置の冷却装置を提供する。
【解決手段】Rカッター装置の冷却機構は、包装袋裏面に対してエアーを噴出する裏面噴射部30がカッター枠24に設置されており、これに連結するように裏面噴射口32がカッター枠24内に穿孔されている。包装袋前面に対してエアーを噴出する前面噴射部31がカッター部20に設置されており、これに連結するように前面噴射口33がカッター部20内に穿孔されている。そして、Rカット前は裏面噴射口32と前面噴射口33からエアーを噴出し、Rカット時期は裏面噴射口32と前面噴射口33からのエアー噴出は停止し、Rカット後は裏面噴射口32のみからのエアー噴出を行う。
(もっと読む)
包装体連結帯加工具、包装体連結帯加工装置、包装体製造システム及び包装体製造方法
【課題】 包装体連結帯の連結部において、包装体切り離し時に形成される切断線あるいは包装体の切り離し部となるミシン目線の近傍に、該切断線あるいはミシン目線に対し略垂直方向に複数の細長い傷痕を形成することができる、包装体連結帯加工具、包装体連結帯加工装置、包装体製造システム及び包装体製造方法を提供する。
【解決手段】 本発明の包装体連結帯加工具は、切り刃1Aと、複数の刃先2Aが切り刃の刃先1Aの両側近傍において該切り刃の刃幅方向と略垂直方向に延びるようにして該切り刃の刃幅方向に並列する刻み刃群2Aと、を備える。
(もっと読む)
製袋包装機の横シール機構および製袋包装機
【課題】 シールジョーの交換を効率よく行うことが可能な製袋包装機の横シール機構および製袋包装機を提供する。
【解決手段】 製袋包装機の横シール機構17は、シールジョー51,52を、旋回中心を中心に旋回移動する受け部材93,93bに対して中間部材70を介して接続している。中間部材70は、受け部材93a,93bにおける固定された位置に取り付けられるとともに、シールジョー51,52の高さ位置を調整する取付位置調整機構74を有している。
(もっと読む)
易開封性袋及びその縦形製袋充填包装機
【課題】 強度的に強く、しかも、その開封が容易な袋及びその縦形製袋充填包装機を提供する。
【解決手段】 袋2はそのトップシール部6の下側に左右一対の開封ノッチ12,14と、そのフィンシール部4の根元を横断する中間スリット16とを備え、袋2を製造する縦形製袋充填包装機はその横シール装置36に開封ノッチ12,14及び中間スリット16を形成するノッチカッタ52及びスリットカッタ54を備えている。
(もっと読む)
薬剤分包装置
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
1 - 15 / 15
[ Back to top ]