
Fターム[3E050GC05]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 排出手段 (209)
Fターム[3E050GC05]の下位に属するFターム
Fターム[3E050GC05]に分類される特許
1 - 17 / 17
包装装置
【課題】縦型包装装置であっても、フイルムを傷つけずに、これまでにない高い充填率を実現することのできる汎用性の高い縦型包装装置を提供することを目的とする。
【解決手段】フイルムロールから繰り出されたフイルムをフォーマで筒状に成形しながらその合わせ目を縦シールし、縦シールされた筒状フイルム内に被包装物を充填してから該筒状フイルムを横シール手段で横シールすることによって、該筒状フイルムの下端部に被包装物が収納された密閉袋を成形するようにした縦型包装装置であって、前記横シール手段の下方に、前記筒状フイルムと接触して被包装物に振動を付与する振動付与手段と、前記被包装物が筒状フイルム内に充填されている間は、前記振動付与手段を前記筒状フイルムに接触させ、前記筒状フイルムが横シールされる直前には、該振動付与手段をそこから退避させる進退手段とを設ける。
(もっと読む)
縦型製袋充填包装機の袋反転装置

【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
製袋包装機
【課題】連続動作によって袋の底折りを確実に行なうことが可能な製袋包装機を提供することにある。
【解決手段】製袋包装機3は、搬送部6と、横シール機構17と、底部加熱手段21と、を備えている。搬送部6は、筒状の包材を連続的に搬送する。横シール機構17は、筒状の包材を横方向にシールするとともに、シールによって形成された袋を後続の包材から切り離す。底部加熱手段21は、横シール機構17の下方に配置される。底部加熱手段21は、横シール機構17によって包材から切り離されて落下する袋の底部に当接し、袋の底部を加熱する。
(もっと読む)
縦型多列自動包装機の包装体排出装置
【課題】 比較的簡単かつ安価な構成でありながら、迅速かつ正確に縦型多列自動包装機から希望する数の包装体を排出することができる縦型多列自動包装機の包装体排出装置を提供する。
【解決手段】 内容物が充填された一連の包装体を多数列同時に形成可能に構成された縦型多列自動包装機1から個別に切り離された包装体を排出する縦型多列自動包装機1の包装体排出装置100であって、切り離された多数列の包装体をそれぞれ通過させる滑り台110A〜110Gと、これらを通過する包装体を係止及び解放可能に通路を閉鎖及び開放する第1ストッパー装置111A〜111Gと、ストッパー部材112Aを閉鎖位置と開放位置とに切り換え動作させることにより滑り台110A〜110Gを通過した包装体をまとめて貯留及び排出可能に構成される第2ストッパー装置112と、を備えて構成される。
(もっと読む)
縦型多列自動包装機の包装フィルム両端みみ取り機構
【課題】包装機運転に伴って常に発生していた原反フィルム両端みみ部分に対して、これを吸引して回収するみみ取り機構の駆動用エアーの根本的な消費抑制を実現出来る縦型多列自動包装機のみみ取り機構を提供する。
【解決手段】縦型多列自動包装機には、原反フィルムを複数条の包装フィルムにスリットする際に発生する原反フィルム両端みみ部分を回収するためのみみ取り機構が設置されており、こののみみ取り機構に供給される圧力エアーは、横シール機構から排気されるエアーを再利用して用いている。
(もっと読む)
縦形製袋充填包装機の横シール装置
【課題】 従来にない機能をシールブロックに付与することができる縦形製袋充填包装機の横シール装置を提供する。
【解決手段】 横シール装置10は、対向配置され、対向方向の進退移動によって互いに協働して包材100を挟持して熱シールする第1、第2のシールブロック11、12と、第1のシールブロック11を駆動する第1の駆動モータ14と、第2のシールブロック12を駆動する第2の駆動モータ15と、第1、第2の駆動モータ14、15を個別に制御するモータ制御部17と、を備えている。このように構成することで、第1、第2のシールブロック11、12を種々の動作パターンをもって駆動できるようにして、従来にない機能をこれら各シールブロックに付与することができる。
(もっと読む)
製袋包装システム
【課題】製袋包装機の下流側に配置された搬送部における袋の落下位置を安定化させて、搬送部においてスムーズに袋を搬送することが可能な製袋包装システムを提供する。
【解決手段】製袋包装システム1では、製袋包装部5の横シール機構17から搬送されてきた袋Bを受け取って、下流側に配置されたシュートコンベア21上へと搬送する回転ブラシ機構20を備えている。回転ブラシ機構20は、一対の回転ブラシ201a,201bと、その間に配置されたガイド部25,25と、を有している。ガイド部25,25は、その間に搬送されてきた袋Bを、回転軸方向における回転ブラシ201a,201bの中央部付近へとセンタリングするように誘導する。
(もっと読む)
ロータリー式自動包装機における連包タイプのカッター装置
【課題】でき上がった連続した包装袋に対して直線カットとミシン目カットを自由に選択して任意の袋数の連包タイプの包装体を作ることができるロータリー式自動包装機のカッター装置を提供する。
【解決手段】本発明に係るロータリー式自動包装機のカッター装置21,22は、ミシン目カットを形成する手段と直線カットを形成する手段とを隣接して並列設置し、本体のロータリー式自動包装機によって作られる連続した包装袋に対して、この包装袋を切り離さない場合には、直線カットを形成する手段を停止すると共にミシン目カットを形成する手段を選択して駆動し、この包装袋を切り離す場合には、ミシン目カットを形成する手段を停止すると共に直線カットを形成する手段を選択して駆動する。この結果、任意の連包タイプの包装体を作ることができる。
(もっと読む)
縦形製袋充填包装機
【課題】製造すべき袋が軽量であっても、横シーラからの袋の排出を確実に行うことができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、横シーラ18の下方に強制排出装置24を備えており、強制排出装置24は、回転状態にある一対の排出ローラ32f,32rを含み、これら排出ローラ32f,32rは横シーラ18の開作動時、横シーラ18から垂下された状態にある袋Pの底部シールBを瞬間的に挟持し、底部シールBに下方に向かう引摺り力を加える。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
製袋包装機
【課題】 折り目や傾斜面を持つ形態の袋を製造することができ、且つ製袋能力もある程度確保することができる製袋包装機を提供する。
【解決手段】 製袋包装機1は、折り目および陳列傾斜面が形成された角筒状のフィルムから成る袋を製造する製袋包装機であって、シリンダー3と、プルダウンベルト33と、横ヒーター19と、押圧プレート11とを備える。角筒状のシリンダー3は、その周囲にフィルムFが巻き付く。プルダウンベルト33は、筒状となったフィルムFを、下方に搬送させる。横ヒーター19は、シリンダー3の下方空間において、筒状となったフィルムFをシールして袋を生成する。押圧プレート11は、シリンダー3の下端の環状下面3aに対してフィルムFの上から押し当たり、フィルムFに折り目をつける。
(もっと読む)
縦型多列自動包装機におけるRカッター装置の集塵機構
【課題】抜き型排出口から確実に切り屑(Rカットカス)を回収することができる経済的なRカッター装置の集塵機構を提供する。
【解決手段】カッター刃22と抜き型23が嵌め込まれて切り屑(Rカットカス)60が発生している工程において、Rカッター装置の集塵機構は、エアー噴出機構50のエアー接続部51に対して自動包装機本体からのエアーを供給してエアー噴出通路52からエアーを放出し、カッター刃先に付着した切り屑(Rカットカス)60を吹き飛ばしている。また、開閉バルブ31を全開の状態にして送風機器30からのエアーを一気に集塵通路25内に送り込んで集塵通路25内の吹き飛ばした切り屑(Rカットカス)60を空気の吹き出し口28から排出して確実に回収している。
(もっと読む)
製袋包装システム
【課題】 製袋包装機の下流側に配置された搬送部においてスムーズに袋を搬送することが可能な製袋包装システムを提供する。
【解決手段】 製袋包装システム1は、横シール機構17と、シュートコンベア21との間に、回転ブラシ機構20を備えている。回転ブラシ機構20は、横シール機構17から送られてくる袋Bを、2つの回転ブラシ201a,201b間に挟み込んでシュートコンベア21まで搬送する。
(もっと読む)
製袋包装システム
【課題】 製袋包装機から異常に長い袋や異常に軽い袋が排出された場合でも、これらの不良の袋をスムーズに下流側へ搬送することが可能な製袋包装システムを提供する。
【解決手段】 製袋包装システム1は、製袋包装部5における袋Bの排出位置の直下にシュートコンベア21を設けており、シュートコンベア21の下流側には、2つの搬送ライン(正常品搬送コンベア23a,非正常品搬送コンベア23b)が形成されている。2つの搬送ラインは、製袋包装部5からの袋の排出方向からみて、正常品搬送コンベア23aの方が非正常品搬送コンベア23bよりも搬送方向の角度変化が大きい。シュートコンベア21には、正常品搬送コンベア23aと非正常品搬送コンベア23bとに袋Bを振り分ける振分機構(コンベア21a)が設けられている。
(もっと読む)
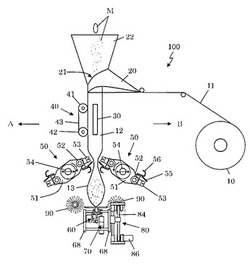
充填包装機およびその駆動方法
【課題】不良品として扱われる包装袋の数量を軽減することのできる充填包装機およびその制御方法を提供する。
【解決手段】連続移送されるフイルムFを、対をなす縦シールロール部材4Bによって挟み付けながらフイルムFの長手方向に沿って縦シールFHする縦シール機構4と、この縦シール機構4によって縦シールFHした筒状のフイルムF内に内容物Wを充填する充填機構6と、前記筒状のフイルムFを送りつつフイルムFの底部側および袋口側となる箇所をフイルムFの幅方向に沿って対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら横シールFSする横シール機構5と、縦シール機構4と横シール機構5によって縦横にシールされた包装袋Pの横シールFS箇所の適正位置を切断するカッター機構7と、を備える。
(もっと読む)
自動包装装置
【課題】段ボールシートの片面に接着層を有する包装シートを用いて、被包装物を自動包装するに際し、包装シートにシワなど発生させることなく良好に包装できるようにする。
【解決手段】一対のシートロール10,11から、接着面を対向させた状態で各々供出される包装シート13,13の前端部どうしを予め押圧して接着し、各包装シート間に被包装物としての出版物2を挿入し、出版物の上下を覆う包装シートの端縁部13aを押圧して接着し、更に後端部を接着する包装シートを切断して、出版物2を内包する包装体7を形成するに際し、投入テーブル14に対して、受けテーブル17を所定の高さだけ下方に配置し、押圧部材18〜23の押圧面が受けテーブルよりも上方になるように設定することにより、押圧部材による包装シートの両側部及び後端部の押圧が、被包装物の厚さを超えない範囲で、被包装物の下面よりも高い位置でなされるようにする。
(もっと読む)
密閉封止における問題箇所の単離処理
封止された包装体において漏れの確率を削減するために、封止顎部は、漏れの生じる問題箇所に対応する1つ以上の盛り上がった領域、即ち包装体の設計において背面の封止部分及び折り曲げ部分に近接する部分を有する。盛り上がった部分は、通常2層を封止する部分において、約4ミル乃至20ミル(約0.10mm乃至約0.51mm)盛り上がっている。 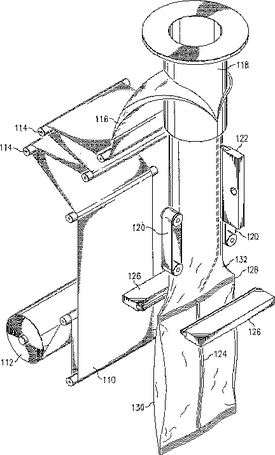 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]