
Fターム[3E050HB02]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(制御) (455) | サイズチェンジ (25)
Fターム[3E050HB02]に分類される特許
1 - 20 / 25
薬剤分包装置
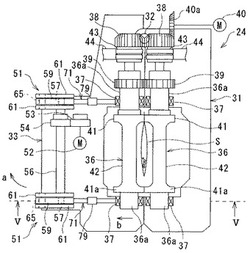
【課題】シール部の構造を簡略化し、横シール部と縦シール部の温度差を低減し、包装シートの製造コストを削減しつつ、分包袋の大きさを調整可能とする。
【解決手段】包装シートを搬送する搬送部材27と、包装シートに薬剤を供給する薬剤供給部材2、3と、包装シートを自転しながらシールする一対のシール部材36とを備える。シール部材36は、包装シートの折り目とは反対側の縁部を搬送方向にシールする縦シール部41と、搬送方向に所定間隔でシールする横シール部42とを一体化した構成とする。一対のシール部材36を、少なくとも包装シートに接触するシール位置と、離間する作業位置とに移動可能な状態として支持する支持部材51を備える。各シール部材36は、シール位置及び作業位置のいずれの位置であっても噛合するギア38を有する軸部36aをそれぞれ備えたものとする。
(もっと読む)
包装装置

【課題】包装装置について、大型化やコスト高騰を伴うことなく作業トラブルの生じにくいものとして効率的な包装作業が行えるものとする。
【解決手段】ヒータ板31Aを有した溶着切断部30Aとその上流側で軸支され閉鎖方向に付勢されたシャッター板21A及びこれを閉鎖方向に押圧するソレノイド23を有したシャッター部20Aとを備え、センサ27の出力信号で品物200が所定位置に進んだのを検知した制御手段が溶着切断部30Aを作動させて少なくとも溶着作業開始から所定の間はシャッター板21Aの閉鎖状態を維持するものとし、シャッター板21Aは当接した品物200の進行により先端側を下流方向に回動して開き、制御手段は前記出力信号で品物200後端部がシャッター部20Aを通過するタイミングを検知又は判定し、このタイミングを基にソレノイド23を作動させて次の品物200の溶着切断部30Aへの侵入を阻止するものとした。
(もっと読む)
ピロー型包装装置
【課題】 被包装物の大きさによって設定をその都度やり直す必要がなく、フィルムを無駄にすることなく、迅速に見栄えの良い包装が可能なピロー型包装装置を提供することを目的とする。
【解決手段】 センターシールをおこなうセンターシール部1と、その下流方に配置されトップシールをおこなうトップシール部2とを備えた包装装置本体A1と、この包装装置本体の上流方に配置され、該包装装置本体に適宜タイミングで被包装物を供給する供給コンベヤA2とを有する横ピロー型包装装置Aであって、前記センターシール部1より上流方に配置され被包装物の長さを計る製品検出センサー3と、前記製品検出センサー3によって検出したデータに基づいて算出した、被包装物の長さに基づいて、前記トップシール部のシール手段2a,2bの動作パターンを演算し、該演算した動作パターンに基づいてシール手段の動作を制御する制御装置とを有する。
(もっと読む)
横形製袋充填機における製袋装置
【課題】異なる袋のサイズに対応してフィルムの筒状成形を良好になし得る製袋装置を提供する。
【解決手段】フィルムを成形する成形路を形成する各案内体5を上下に接近離間可能に構成した上分割体16及び下分割体11を備えている。下分割体11に対して上分割体16を所定の傾斜角度で昇降動する高さ調節手段で上分割体16を昇降動した際に、傾斜部19aの傾斜角度と略同角度で傾斜部19aに紐状部材19の張設長さを変更するよう構成し、帯状フィルムの両端縁を成形路内に引き込む際に、ガイド部材30,31から斜辺27への移行部を筒状成形するフィルムの上壁部の高さを規制する基点とし得るようにした。
(もっと読む)
個包装機
【課題】個包装機の稼働中の外装フィルムのカーブに合わせてカッター等の設置位置や設置角度を自動調整する。
【解決手段】二つ折りにした状態で長尺の外装フィルムを走行させるフィルム送り手段、外装フィルム11に所定間隔でサイドシール3を形成し、外装フィルム11を個包装分の袋12に区分するサイドシール形成手段40、外装フィルム11に形成された袋12に被包装物2を充填する充填装置、被包装物2が充填された袋12にトップシール4を形成するトップシールヘッド60a、及び外装フィルム11に形成された袋12を切り離すカッター80を備えた個包装機1であって、外装フィルム11に形成された袋12のうち、被包装物2が充填されている袋の数に応じて、トップシールヘッド60a、トップシール形成後のフィルム送り手段を構成する引きローラ23及びカッター80の少なくとも一つの設置位置及び/又は設置角度を自動調整する。
(もっと読む)
自動包装装置の縦シール装置
【課題】簡易かつ安価な構成でありながらも縦シールの位置を効率的に変更可能な自動包装装置の縦シール装置を提供する。
【解決手段】縦シールユニット300は、第1位置および第2位置でヒートシールする第1縦シール機構400と、前記第3位置でヒートシールする第2縦シール機構500と、を備える。第1縦シール機構400は、両端が回転可能に支承された第1回転軸部410と、第1回転軸部410に固定的に設けられ前記第1位置をヒートシールする第1シールロールと、第1回転軸部410にスライド可能に設けられ第2位置をヒートシールする第2シールロール430と、を備える。第2縦シール機構500は、第1回転軸部410とは異なる高さに設けられており、両端が回転可能に支承された第2回転軸部510と、第2回転軸部510にスライド移動可能に設けられ第3位置をヒートシールする第3シールロールと、を備える。
(もっと読む)
ヒートシール包装装置
【課題】容器取り数を変更する場合に熱板を取り換えなくても、蓋用フィルムに損傷を与えることなく迅速に包装作業を開始できるヒートシール包装装置を提供する。
【解決手段】被包装物Wを収容する容器2を搬送する容器搬送部と、前記容器の開口部を被覆する蓋用フィルム供給部と、前記被包装物が投入された容器の開口部に、前記蓋用フィルム3を熱溶着するシール部Eと、を備えたヒートシール包装装置において、前記シール部Eは、前記容器を支持する下枠部8と対向する上部に、発熱部10を有する平板状の熱板9を備え、該熱板に、少なくとも容器の開口部を覆う蓋用フィルム面上に対し空気を吹き付ける空気吹付け部11を設けた。
(もっと読む)
横形製袋充填機におけるフィルム成形装置
【課題】角筒状に成形される袋の4つの角部に位置するシール耳部が変形したり、シール耳部の幅が異なったりすることなく、見栄えを損ねることのない良好な包装品を得る。
【解決手段】フィルム成形装置20は、帯状のフィルムFを円筒状のフィルムに成形する円筒成形部22と、円筒状のフィルムを左右両側から内側に折り込んで耳部を形成する折込み案内部26と、フィルムにおける左右の各耳部を加熱接着してシール耳部を形成する加熱部28と、加熱接着されて得たシール耳部を加熱直後に冷却する冷却部46およびシール耳部が形成された筒状のフィルムを帯状に展開する展開部30とから構成される。円筒成形部22は、帯状のフィルムFを円筒状に成形する成形手段32と、成形手段32と同心状に配置されて円筒状のフィルムを内方から支持して案内する案内部材34から構成される。
(もっと読む)
エンドシール装置および包装機
【課題】 幅方向の寸法が異なる製品(包装体)の製造を部品交換等の作業を伴わずに行えるエンドシール装置を提供すること
【解決手段】 筒状フィルムを挟んで上下に配置されるトップシーラ31,32のシール面31a,32aは、一端側が幅広に形成され、その幅広に形成された幅広シール部に、筒状フィルムの側縁をカットする切込み用カッター44を設ける。両トップシーラは、機枠35に支持され、その機枠は、ハンドル53の回転にともない横方向に往復移動する移動台50の上に設置されている。よって、包装体の幅に合わせて、トップシーラを筒状フィルムの進行方向横方向に適宜移動させ、筒状フィルムの側縁に切込み用カッターが位置するように調整可能とする。
(もっと読む)
縦型多列自動包装機における排出機構の改良
【課題】手操作によって行われていたすべり台とベルトコンベア間の上下位置合わせを自動化して作業効率の良い縦型多列自動包装機の排出機構を提供する。
【解決手段】すべり台10にはアングル部材22がネジ等で固定的に取り付けられており、このアングル部材22の図示左端にはすべり台側接続部材23が取り付けられている。ベルト部材20の右端にはベルトコンベア側接続部材24が付設されており、このベルトコンベア側接続部材24と上記すべり台側接続部材23の間に連結部材21が取り付けられている。この結果、カッター装置に連動して上昇したすべり台10に対して追従するようにベルトコンベア11が円弧状に回転し、すべり台10とベルトコンベア11の間の隙間が増えることなく自動的にベルトコンベア11の上下位置合わせが完了する。
(もっと読む)
包装機の作動状態表示装置
【課題】包装機の各作動機構の動作状況を画面表示することが可能な装置を提供する。
【解決手段】縦形製袋充填機等の包装機におけるフィルム送り機構やエンドシール機構などの各作動機構が相互に関連して動作するサーボモータ等の作動信号から複数の作動信号の組み合わせを指定する項目選択操作ボタン24,27と、その項目選択操作ボタン24,27で特定された作動信号の測定開始の指示をする測定開始操作ボタン25,28と、その項目選択操作ボタン24,27及び測定開始操作ボタン25,28に対する操作に基づき、前記各作動機構が動作した所定時間分の作動信号をタッチパネルディスプレイの画面に波形として表示する信号波形表示モードを備えた制御手段とを設けている。
(もっと読む)
包装機
【課題】少ない労力でフォーマーの交換が可能な包装機を提供する。
【解決手段】包装機1は、包装機本体2と、フィルム搬送部23と、フォーマー24bと、フォーマー挿入ガイド7とを備えている。フィルム搬送部23は、包装機本体2に設けられる。フィルム搬送部23は、包装材料であるフィルムを包装機本体2の後側から前側へ搬送する。フォーマー24bは、フィルムを筒状にして下方に向ける。フォーマー挿入ガイド7は、フォーマー24bを包装機本体2の側方から回転しながら包装機本体2の前側の所定位置に案内する。
(もっと読む)
横型包装機における横シール条件調整方法、及び横シール条件調整可能な横型包装機
【課題】ヒートシーラと包装材とのすべりを可及的に少なくし、袋形状の歪みや横シール部の皺やずれを無くすことができる横型包装機における横シール条件調整方法及び横シール条件調整可能な回転シーラ式横型包装機を提供する。
【解決手段】回転型のヒートシーラ4a,4bが筒状包装材Ftへの接触を開始してから横シールを形成し更に横シールから離間するまでのシーラの速度調整範囲2×Δθ2を噛み込み死点位置よりも筒状包装材Ftの入り込み側にシフトしている。ヒートシーラ4a,4bの筒状包装材送り方向の速度成分が、ヒートシーラ4a,4bとの接触によって倒れることにより遅くなる筒状包装材の当該接触部分の走行速度成分と可及的に同期するような調整が容易に得られる。したがって、ヒートシーラ4a,4bと包装材とのすべりが可及的に少なくなり、筒状包装材内の空気が後方へ押し出される勢いも抑えられる。
(もっと読む)
製袋包装機
【課題】 製袋包装機におけるフォーマユニットの着脱作業性の向上を図ることを課題とする。
【解決手段】 フォーマユニット10を本体2に支持する支持部材として、本体2側の固定部材7に前後にスライド可能に支持されたスライド部材20と、該スライド部材20の前端部に下端部が回動自在に連結され、所定の前傾姿勢となるように上部が前方へ回動可能とされた回動部材30とを備え、該回動部材30に前記フォーマユニット10を着脱自在に取り付けることにより、該フォーマユニット10の着脱時に、前記スライド部材20を前方へスライドさせ、且つ回動部材30を前傾姿勢とすることにより、該フォーマユニット10の着脱作業位置を本体2の手前側の相対的に低い位置に設定可能とする。
(もっと読む)
縦型製袋充填装置の横シール制御方法および装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の形状を調整でき、また製品のはねかえりによる横シールへの噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機は、横シール開始位置を任意の高さで調整可能である。また、間欠動型作の縦型製袋充填包装機において、フィルムの下降を一定時間停止した横シール後前記フィルムの下降動作中も横シールを続行する2段階横シール動作を行い、フィルムの下降動作中に次の被包装物を投下する。
(もっと読む)
ピロー包装機
【課題】 製袋器を交換したり、幅調整が可能な製袋器を用いることで複数種類の被包装物を包装する一台のピロー包装機において、被包装物に大きな幅の変更があっても、良好な縦シールを形成することができるピロー包装機を提供すること
【解決手段】 原反フィルム16から連続して送り出された帯状フィルム15を筒状にする製袋器25と、その製袋器のフィルム進行方向下流側に配置され、筒状に形成された帯状フィルムの両側端縁部をシールする縦シール装置27と、その縦シール装置のフィルム進行方向下流側に配置され、縦シール装置でシールされて形成された筒状フィルム24を横方向にシール・カットするエンドシール装置30と、を備える。縦シール装置は、縦シーラ27aと、その縦シーラの進行方向後側に配設されたピンチローラー27cと、を有する。そして、縦シール装置を水平方向に移動させる水平移動機構と、上下方向に移動させる上下移動機構とを備えた。
(もっと読む)
包装ライン及び別個の製品を連続的に包装するための方法
【課題】異なる長さを有する製品のための異なる長さを有する包装品をランダムな順序で製造する。
【解決手段】第1のコンベヤに沿って設けられた多数のフィーダとを有する製品集合パスと、包装チューブを形成するための折り曲げ手段7と、包装チューブを進めるための第2のコンベヤ8と、別個の包装品を包装チューブから横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、前記フィーダからの製品の供給を制御し、前記コンベヤの輸送速度を制御するとともに、クロス切離装置の速度を制御するための制御部であって、クロス切離装置は2つの切離要素を有し、これらの切離要素は所定の垂直ストローク長の往復垂直移動と、所定の水平ストローク長の往復水平移動の両方を行い、少なくとも水平ストローク長は短い製品及び長い製品の両方を処理するように設定可能である制御部とを備えている。
(もっと読む)
側縁折込みを形成する手段を含むフィルムフード包装装置
物品、特にパレット搬送可能な物品積重体をフィルムフードで包装する方法および装置に係わり、包装方法は次のようなシーケンスで行なわれる:全長に亘って両外縁に沿って折り曲げられ、結果として、全幅に亘ってフラットに直接重なり合う単一のフィルムから成る二層のフィルムウェブから成る単一枚のフラットチューブを供給源から引き出し、引き出し方向に見てチューブ長さの最前端を開き、チューブの最前端から遠隔の位置(閉止位置)において、フィルム供給源から引き出されるチューブ長さを概ね引き出し方向と交差する方向に少なくもと部分的に閉止し、引き出し方向に見て閉止位置の上流の位置において残余の供給チューブからチューブを切断し、好ましくは絞り手段において予めフードを、または実質的に後でフードを形成するチューブ部分を絞ってチューブを包装すべき物品に被せ、供給源から最終的に引き出されてから閉止されるまでの間に、フラットチューブをその両外側からV字形に折込み、チューブの両外側域および閉止位置の高さにおいて、2つのフィルムウェブは閉止処理中互いに直接重なり合うことはなく、先端がチューブの中央に向かって延びるV字形フィルム折込みが介在する。  (もっと読む)
(もっと読む)
プラスチックフィルムをヒートシールする方法
【課題】フィルム送り時間とフィルム停止時間とを決めてフィルム送りを行うとき、加工サイクル時間とフィルム停止時間との両方から狭められる選定条件の中でヒートシール時間を長短変更する幅を大きくとれて可動シールバー駆動機構の作動制御をコンピュータが容易に行える、プラスチックフィルムをヒートシールする方法。
【解決手段】 可動シールバー駆動機構50を作動することにより可動シールバー32,42をプラスチックフィルムF1に密着してヒートシールを行い、Xの所要時間停止し、次いで、可動シールバー32,42を上昇位置へ上昇復帰させ、等速回転と回転停止との組み合わせる。
(もっと読む)
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
(もっと読む)
1 - 20 / 25
[ Back to top ]