
Fターム[3E054DB11]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(プッシャ、リフタ) (589) | ボックスモーションをするもの (22)
Fターム[3E054DB11]に分類される特許
1 - 20 / 22
箱詰システム
【課題】箱詰めされる物品列の搬送中に物品列の姿勢を乱すことなく、かつ、物品列の姿勢を整えながら、物品列を搬送して箱詰めの充填効率を向上させる。
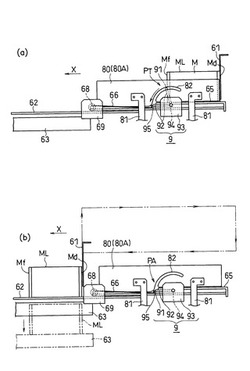
【解決手段】複数の物品M同士の側面が互いに接触して複数の物品が一列に並んだ物品列の底部を下方から支持する搬送面65と、物品列における側面に隣接する後端Mdを前方に向かって押すことで、搬送面上の物品列を搬送する押し部61と、搬送面上を搬送される物品列における搬送方向に直交する幅方向の両端の側面に接触して物品列を案内する一対の案内板80と、物品列から一部の物品が前方に突出するのを抑制する矯正部9とを備える。矯正部は、物品列の前端Mfに接触することが可能なバー91と、バーの端部においてバーに連なり水平軸線の回りに回転する一対のアーム92と、バーが接触位置PTと退避位置PAとの間を移動するようにアームを回転駆動させる第1駆動部63とを有している。
(もっと読む)
連包袋体の折畳み供給装置

【課題】連包袋体を高速で折畳むことができる折畳み供給装置を提供する。
【解決手段】支持ピン13及び支持ピン16は、載置台2の供給位置Dから移換位置Bに到達する際に支持ピン13の間隔と支持ピン16の間隔とを夫々縮めながら支持ピン13が支持ピン16を搬送方向の上流側から下流側へ追い越して先行し、その移換位置Bにおいて連包袋体33を両小袋33a間の繋ぎ部分33cで折畳んだ後に、その移換位置Bの連包袋体33から離れて載置台2の供給位置Dに戻る。支持ピン13,16よりも下流側に配設された支持ピン20は、載置台2の移換位置Bで、支持ピン13,16が離れた連包袋体33を支持して、載置台2の送出位置に到達する際に支持ピン20の間隔を縮めながらその送出位置で連包袋体33を両小袋33a間の繋ぎ部分33cで更に折畳んだ後に、その送出位置の連包袋体33から離れて載置台2の移換位置Bに戻る。
(もっと読む)
集積供給システム
【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
物品分離装置
【課題】物品を連続して搬送しながら、物品を傷めることなく、後続の物品から分離させる物品分離装置を提供する。
【解決手段】物品を列をなした状態で搬送する搬送コンベヤ手段10と、先頭の物品に当接係合する係合部材51と、係合部材を移動させる係合部材駆動手段50と、隣接する物品同士間に進入そして脱出する分離部材31と、分離部材を移動させる分離部材駆動手段30を備え、係合部材駆動手段50が係合部材を先頭の物品P1の前面に当接した状態で前進せしめ、かかる状態で分離部材駆動手段30が分離部材を物品間に入り込ませて物品の搬送速度より遅い速度で前進移動させると共に、係合部材駆動手段50は、係合部材を先頭の物品P1の前面への当接を解除した後に、分離部材31が入り込んでいる物品P1,P2間に進入せしめ、分離部材31の移動速度より速い速度で係合部材を前進させて物品P1を前方へ押し出し、後続の物品P2から分離させる。
(もっと読む)
包装装置
【課題】粒状物が2本の原反間の所期の位置に挟み込まれるようにして包装することができるようにした包装装置を提供する。
【解決手段】粒状物を挟み込むための凹部11aが少なくとも一方のローラ11,12の外周面に設けられ、重なり合いつつある2本の原反1,2間に粒状物を案内するシュートパイプ20が一対のローラ11,12の上流側に配備されている。ローラ11,12に設けられた凹部11aを目掛けてシュートパイプ20から粒状物を噴出させる。粒状物を1個ずつ入れる窪み部61,61,…を外周面に複数設けた排出側の回転ドラム(第2のドラム)60がシュートパイプ20の上流端に配備されている。窪み部61,61,…に空気を噴射することにより、粒状物が窪み部61,61,…内からシュートパイプ20内に一定の間隔を空けて噴出する噴射手段64が備えられている。
(もっと読む)
箱詰め装置
【課題】外装箱に収容される物品列間の空隙を確実に抑制する。
【解決手段】箱詰め装置100の物品押し出し装置102は、物品整列位置P1に整列された複数の物品1を前後方向Yに押し出す際に、平面視において物品1の長軸が前後方向Yに対して傾斜するように、複数の物品1夫々の姿勢を変える姿勢傾斜手段40を備え、物品整列位置P1と物品群形成位置P2との間の経路上に、姿勢傾斜手段40によって変えられた複数の物品1夫々の姿勢を補正する姿勢補正手段15a〜15cが備えられる。
(もっと読む)
計数機
【課題】高速運転を確保しつつ、回転コンベアの収容空間へ確実に製品を収容することが可能な計数機を提供する。
【解決手段】本実施形態に係る計数機1は、所定の周回経路上で周回する周回部材20と、周回部材20に所定の間隔で設置された多数の仕切部材21とを有し、製品供給部25に落下してくる製品を仕切部材21間の収容空間に一枚ずつ収容させて搬送する回転コンベア装置10と、製品排出部29において所定の枚数単位で製品を押し出して排出する押出部材60と、周回経路と製品供給部25において上側で重なると共に製品排出部29において離れる所定の補助周回経路上で周回する補助周回部材40と、補助周回部材40に仕切部材21と同じ間隔で設置された多数の補助仕切部材41とを有し、補助仕切部材41が製品供給部25において仕切部材21の上側を同期して通過する補助装置30と、を備える。
(もっと読む)
ケース及び他の種類の積み重ね可能な複数の製品を寄せ集めるための方法及び設備
【課題】ボックス内に梱包するため、製品を積み上げる方法及び設備の提供。
【解決手段】薄手の直方体状製品をグループ分け・積み上げするため、第1の送り出しコンベヤ2で製品を貯留、送り出し、高速の供給コンベア3で製品間の間隔をあけ、供給コンベア3を跨いで昇降および水平移動可能な多段櫛型の収集器4によって、供給コンベヤ3上の製品を掬い取りつつ収集器4のコア5に順次積重ねて、規定数を掬い取った後、収集器4の後退移動によって積み重なった製品群を一括して収集器4から押出して後工程の箱詰め用取りまとめ装置10へ受け渡す。
(もっと読む)
集積体供給装置
【課題】 包装物が積み重なって形成された段積み集積体を荷崩れせずに搬送する
【解決手段】 集積体供給装置1は、複数の包装物Bをバケット10内に積み重ねて段積み集積体Cとして収容し、当該段積み集積体Cを上流から下流に搬送する。集積体供給装置1は、この段積み集積体Cをバケットコンベア11の下流の押出位置Zから、バケットコンベア11の搬送方向に直交する方向にバケット10から押し出す押出プッシャ20を備えている。押出プッシャ20は、段積み集積体Cの押出方向前面に配置される前壁23と、段積み集積体Cの押出方向後面に配置される後壁24とを含み、これら前壁23、後壁24をバケット10に配置した後に段積み集積体Cを押し出す。
(もっと読む)
ガラス瓶、ボトルなどを組分けする方法
本発明は、コンベア(1)上で列をなして到達する製品(2)を収集する方法に関し、前進方向に対して横方向に設けられた収集デバイス(4)を用いる。収集器(4)は、上記供給コンベア(1)の側方に配置された取込ステーション(10)に、収集した製品を配置しかつ切り離し、収集器(4)は、列の上流に向かう長手方向の運動と組み合わされる長手方向の運動、すなわち、製品供給コンベアの長手方向の運動とは反対方向の運動に分けられる。この方法を実行する装置は、コンベア(1)にかつコンベア(1)に沿って設けられたテーブル(3)と、上記コンベア(1)及び上記テーブル(3)の上方における長手方向及び横方向の運動に適した構造体によって搬送される収集器(4)と、を有している。テーブル(3)は、収集した製品をコンベア(1)の縁部においてコンベア(1)の両側に配置しかつ切り離す供給コンベア(1)の両側に延在する2つのパネル(31、32)を有している。 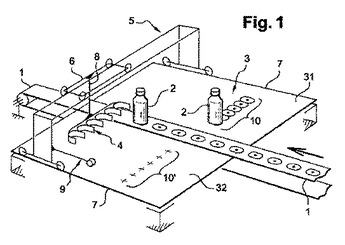 (もっと読む)
(もっと読む)
シート状被包装物の供給機構
【課題】四方シール包装機の上下の帯状フィルム間にシート状被包装物を確実に所定の姿勢・位置に供給しつつ高速運転化を図ることができ、小型化も図れるシート状被包装物の供給機構を提供する。
【解決手段】上側及び下側帯状フィルム42,44を上流側コンベア6の搬送終端近傍で水平に案内する上側及び下側受入端ガイド46,48と、下側受入端ガイドと上流側コンベアの搬送終端との間でシート状被包装物wの移載路を形成する渡り部材8と、上流側コンベアの搬送終端に搬送された被包装物の後端に当接して移載路を介して下側帯状フィルム上に供給する押送手段10とを備え、上側受入端ガイドは下側受入端ガイドよりも被包装物の搬送方向長さlよりも若干短い軸間距離l’分だけ下流側にずらされて配置され、押送終了端は上側受入端ガイドよりも被包装物の搬送方向長さl分だけ上流側に設定され、押送速度が下側帯状フィルムの引き出し速度よりも速く設定される。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
商品の自動段積み方法及びその装置
【課題】吸盤及び該吸盤を制御する各種の空圧機器を必要とせず、無駄な空間を無くしたカップ状商品や各種の商品を段積みすることができる自動段積み装置を提供。
【解決手段】商品を適数列に搬送するコンベア1の先端部に、商品Gの一段分を支持するローラコンベア2が設けられ、ローラコンベア2の各ローラ2a間には各ローラ2aと同方向の櫛歯14aを有し、商品Gの一段高さ分を上昇させてその下方に次の一段分の商品Gを受け入れる昇降ユニット14が設けられ、昇降ユニット14上及びローラコンベア2上の商品Gの両側且つに櫛歯14a間に下降する櫛歯16aを有し、ローラコンベア2と同方向へ横行する櫛状の横行ユニット16が設けられてなる自動段積み装置。
(もっと読む)
シリンジパッケージ装置およびそれを備えたプレフィルドシリンジ製造装置
【課題】所定数のシリンジをパッケージするシリンジパッケージ装置を提供する。
【解決手段】本発明のシリンジパッケージ装置200は、所定数のシリンジ10を1つのシリンジ保持体100に保持させて該所定数のシリンジを1つにパッケージするものであって、所定数のシリンジを各シリンジの軸方向が平行で且つ軸方向に対して直交方向に一列に整列させることにより、各シリンジのグリップ部を介して各シリンジを同一姿勢にしつつ最密状態に配列する第1のシリンジ配列手段P1と、第1のシリンジ配列手段に配列されたシリンジ間に挿入されて該シリンジ間を所定の間隙にすることにより、所定数のシリンジを所定のピッチで配列する第2のシリンジ配列手段P2と、第2のシリンジ配列手段に配列された所定数のシリンジにシリンジ保持体を取り付けることにより、所定数のシリンジを同一姿勢の所定のピッチで1つにパッケージするシリンジパッケージ手段P3を有する。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
カートニングマシン
【課題】 間欠型と連続型の両方の機能を併せ持った安定度の高いカートニングマシンを提供する。
【解決手段】 製品1の連続・間欠搬送切替が可能な製品搬送部2と、製品搬送部に並設されて製品が充填されるカートン3の連続・間欠搬送切替が可能なカートン搬送部4と、製品搬送部の一側方に複数設けられて、製品搬送部の製品をカートン搬送部のカートンに充填する充填プッシャー5a,5bのX−Y軸動作イとY軸動作ロとの切替が可能な充填部と、カートン搬送部の両側方に設けられて、製品充填後のカートンを封緘するために搬送方向への往復動作・固定切替が可能な封緘部6と、製品搬送部、カートン搬送部、充填部及び封緘部を各々独立して駆動する駆動手段を同期制御して一連の動作を行う制御手段と、を備えた。
(もっと読む)
搬送装置及びそれを備えた箱詰め装置
【課題】 受入位置で比較的偏平な物品を起立姿勢で受け入れ、所定個数に達した物品を集積状態で排出位置に搬送する場合に、少ない駆動手段で物品の受け入れを高速化することができる搬送装置及びそれを備えた箱詰め装置を提供する。
【解決手段】 起立姿勢の物品を集合状態で移送するバケット220の移送経路の上方かつ移送経路を挟んで両側に、後端保持部材駆動機構241,241を備える。各後端保持部材駆動機構241に、所定の経路を循環走行する一対のエンドレスチェーン254,254を配設し、該エンドレスチェーン254,254に、ほぼ等間隔かつ垂直姿勢となるように一対の後端保持部材248,248を連結する。そして、片側一対の後端保持部材248,248を単一のモータ249で移動させる。
(もっと読む)
1 - 20 / 22
[ Back to top ]