
Fターム[3E055DA12]の内容
包装位置への供給(流動体の供給) (3,340) | 充填物の取扱い (681) | 合流 (27)
Fターム[3E055DA12]に分類される特許
1 - 20 / 27
製袋包装機
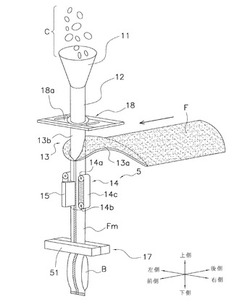
【課題】横シール部分への被包装物の噛み込みに起因するシール不良を低減することができる製袋包装機を提供する。
【解決手段】製袋包装機は、上チューブ12と、その下方に配置された下チューブ13bと、フォーマー13aと、下チューブ13bの下方の横シール機構17と、開閉スライド部材18aとを備える。被包装物Cは、上チューブ12、下チューブ13bの内部を落下する。フォーマー13aは、シート状のフィルムFを下チューブ13bの周囲に巻きつかせ、筒状フィルムFmに変える。横シール機構17は、筒状フィルムFmを横シールする。上チューブ12と下チューブ13bとの間に配置される開閉スライド部材18aは、閉状態のときに、下チューブ13bの内部から上に向かう空気の流れを遮断する。
(もっと読む)
ロールタイプ自動包装機の混合充填装置

【課題】 簡単かつ低コストな構成でありながら、包装袋の内容物充填部に液状原料と混合原料とを混合して充填する場合でも、混合原料の噛み込みやシール不良を招くことなく良好に包装袋の充填口をヒートシールにより封止することができ、以って品質不良等のない高い製品品質を達成することができるロールタイプ自動包装機の混合充填装置を提供する。
【解決手段】 本発明は、ロールタイプ自動包装機1の混合充填装置であって、筒状包装袋内に第一の原料を間欠充填する第一の充填ノズル10と、第二及び第三の液状原料を充填する第二及び第三の充填ノズル20、30と、これら充填ノズル群の直下に配置され筒状包装袋を挟み込むことによって原料の液面レベル位置を調整する一対のしごきロール41、42と、を含んで構成され、前記しごきロール41、42の少なくとも一方には原料の誘導経路41A、42Aが設けられていることを特徴とする。
(もっと読む)
物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システム
【課題】一塊の物品群の落下姿勢を安定させるとともに、高速処理化を実現できる物品移送装置、物品移送装置を備えた包装装置、物品移送装置を備えた組合せ計量装置および計量包装システムを提供することである。
【解決手段】物品移送装置100においては、筒状シュート400が下方向に延びて設けられる。遮蔽シャッタ600の遮蔽板630,631は、ストレート管450のスリット451,452の外側から内側に向けて斜め下方に延び、駆動部610,611およびリンク機構620,621により当該遮蔽板630,631がスリット451,452の外部または内部へ向けて移動される。
(もっと読む)
物品移送装置
【課題】物品が割れるのを抑制しつつ、シュートの内部に物品が詰まるのを防止する。
【解決手段】物品移送装置100は、上方から落下させた物品Bを下方に移送させる装置である。そして、物品移送装置100は、上下方向に延在する筒状のシュート400と、シュート400の側壁面に形成されるスリット430A〜430Dと、回転可能に支持され、当該回転に伴ってシュート400の外部からスリット430A〜430Dを通ってシュート400の内部に進入する詰まり防止部材520A〜520Dと、を備えている。
(もっと読む)
物品移送装置
【課題】本発明の目的は、生産効率の低下を防止することができる物品移送装置を提供することである。
【解決手段】本発明に係る物品加速装置400においては、筒部430が下方向に延設され、第1筒部431と直筒部415とにより形成された環状間隙が該筒部430の上部に設けられ、筒部430に沿った方向に送風し、第4筒部434と直筒部425とにより形成された環状間隙が送風部に対応した下方において送風部からの送風を吸引する。そして、送風部と外案内部とによって層流の気体FSを発生させる。
(もっと読む)
組み合わせ秤及び計量包装システム
【課題】電源投入による運転開始時に、包装装置の予熱が終了するまでの待機時間を有効に利用して、可動部の異常点検等を行うことができる組み合わせ秤及び計量包装システムを提供する。
【解決手段】組み合わせ秤11において複数の計量ホッパ29で計量された被計量物Mの組み合わせを選択し、所定値となるように組み合わされた物品を次工程の包装装置12に送出して、その包装装置12において被計量物Mを包材P内に包装する。組み合わせ秤11の電源投入時に、ダミー運転のモードを設定するとともに、包装装置12の予熱を開始させる。ダミー運転モードの設定中に、包装装置12から予熱の終了信号を受信したとき、ダミー運転モードを停止させるように制御する。
(もっと読む)
計量包装システム
【課題】 被計量物が冷凍食品等のように温度の上昇によってその状態が変化するものであっても、包装機のフィルムロールの交換のための運転の停止時に、状態が変化する被計量物の量を少なくすることができる計量包装システムを提供する。
【解決手段】 供給装置10と組合せ秤1と包装機2とを備え、包装機2は、フィルムロール30のフィルムの残量が所定量になったときに組合せ秤1へ包材終了予告信号を送信するように構成され、組合せ秤1は、包装機2から包材終了予告信号を受信した後、包装機2へ被計量物を排出するたびに、組合せ秤1内に存在する被計量物の総重量である組合せ秤内重量を算出するとともに、フィルムを使い終わるまでに生産可能な最大個数の包装品を生産するために必要な被計量物の重量である必要重量を算出し、組合せ秤内重量が必要重量以上になったときに供給装置10に対し被計量物の供給を停止させるように構成されている。
(もっと読む)
定量充填装置および定量包装システム、並びに、これらに用いられる集合シュート
【課題】 単一の集合シュートを用いて容器に粉粒体を充填する2連式定量充填装置において、集合シュート内での粉粒体の滞留を有効に防止し、高い処理能力を発揮させる。
【解決手段】 被計量物である粉粒体を計量する計量ホッパが2個並列して配置され、その下方に、各計量ホッパから排出される被計量物を上側で受け取って流下させる単一の集合シュート31が配置されている。集合シュート31には、内壁面が傾斜面となっている集合部37aが含まれ、この集合部37aの内部に、被計量物の流路に沿って流量調整板33が配置されている。この流量調整板33は、前記流路に沿った方向に固定位置が変更できるように、固定部材39で集合シュート31に対して固定されている。
(もっと読む)
薬剤包装装置
【課題】部材実装の稠密化や実装部材の少数化が可能な薬剤包装装置を実現する。
【解決手段】薬剤包装装置120において分包帯供給機構30の設置側を高くして基板21を傾斜させるとともに、薬剤投入ホッパ152を曲げて上部152aは鉛直だが下部152bは傾斜させる。また、印刷機構140ではプリントヘッド42及びプラテン機構41を区分封入機構50の方に寄せる。さらに、分包帯牽引機構54による分包帯8の間欠送りと印刷機構140による分包帯8への印刷とを同期させる。そして、印刷機構140と薬剤投入ホッパ152と間に以前は在った分包帯規制ローラ24及び押え部材51を省く。また、分包帯供給機構30を印刷機構140の横に移し、可動ローラ36を手前にする。
(もっと読む)
薬剤包装装置
【課題】分包帯セット作業の楽な薬剤包装装置を実現する。
【解決手段】プリントヘッド42に加えてプラテンローラ41aも分包帯送り経路に向けて進退させうるようにする。これにより、印刷機構における分包帯送り経路の開き量が増加する。また、プラテン駆動機構141のギヤ軸141dを中心にした揺動にてプラテン進退機能を具体化する。これにより、プラテンローラ41aが揺動範囲のどこにあろうとプラテンローラ41aとプラテン駆動機構141とのギヤ結合が常に維持されるので、包帯送り経路の開閉作業も気軽に行える。さらに、駆動モータ141aと減速ギヤ141dとを基板21の下面側で前後に配して、プラテン駆動機構141の高さを低く抑える。
(もっと読む)
組合せ秤及びそれを備える計量包装システム
【課題】生産ラインに異常が生じた場合に、品質が劣化した被計量物の包装を防止し、かつ、生産コストの増加や資源の浪費を抑制することができる組合せ秤を提供することを目的とする。
【解決手段】被計量物を生産する上流ラインの後及び/又は被計量物を包装する下流ラインの前に配置された組合せ秤101であって、機器の運転情報を取得する運転情報取得手段と、組合せ秤量する組合せ秤量手段と、被計量物を排出する排出機構15と、組合せ秤101の運転を制御する運転制御手段と、を備え、運転制御手段は、運転情報取得手段により運転停止を示す情報を取得した場合、組合せ秤101の運転を停止し、該運転の停止から第1所定時間経過後に組合せ秤量手段により保持されている被計量物を排出機構15を通じて排出(以下、全排出)するよう構成されている、組合せ秤。
(もっと読む)
粉体充填装置および粉体充填方法
【課題】ホッパーの吐出口と容器との間の間隔を広げなくても綺麗なグラデーションの形成を可能にする。
【解決手段】ホッパー2内の仕切り板2aを吐出口まで延在させるのではなく、その途中までに留める。これにより、仕切り板2aの下端と吐出口との間に形成された下部空間2b内において、色調が互いに異なる複数種の粉体は、その混ざり合いが規制されることなく落下する。そして、規制なく落下した粉体は、振動する格子板2cによって更に水平方向に拡散されて吐出口から吐出される。
(もっと読む)
錠剤計数充填装置および錠剤計数充填方法
【課題】錠剤からの錠剤粉の発生を最小限とし、簡易な構成で容器に充填される数量に間違いがなく、搬送速度が従来の装置に比較して速く、また、メンテナンスも容易となる錠剤計数充填装置を提供することを課題とする。
【解決手段】錠剤計数充填装置1は、ホッパ2に投入した錠剤Wを受け取り搬送機構3で搬送して計数手段14により計数して容器Vに充填する錠剤計数充填装置において、前記搬送機構3は、螺旋溝5aを周面に形成した螺旋溝棒5と、この螺旋溝棒に沿って設けたガイド棒6と、前記螺旋溝棒を回転させる回転駆動部7とを備え、前記螺旋溝棒および前記ガイド棒との間となる隙間で、前記回転駆動部により回転する前記螺旋溝棒の螺旋溝により案内されて前記錠剤を搬送する構成とした。
(もっと読む)
薬剤分包機及び該薬剤分包機の制御装置
【課題】同一患者に対する薬剤であって1包あたりの分量が異なる処方を有する場合であっても効率よく分包処理を行うことができる薬剤分包機及び該薬剤分包機の制御装置を提供する。
【解決手段】本発明の薬剤分包機は、入力された患者毎の処方箋データの中に、同一患者に処方される散剤であって1包あたりの分量が異なる分包データが含まれるときに当該分包データを抽出する分包データ抽出手段と、抽出した前記分包データのそれぞれの分量に基づいて、回転テーブル上の分割範囲を変更する分割範囲変更手段と、前記分割範囲に基づいて、同一回転テーブル上で異なる分量の前記散剤をそれぞれ分割し、分包紙に包装する分包手段とを具備し、前記分割範囲変更手段は、前記分割範囲を、分包データの散剤を服用される順に分包する交互分包で設定する。
(もっと読む)
薬剤供給装置
【課題】設置にかかる作業を容易化した薬剤供給装置を提供する。
【解決手段】筐体の前面上部内側に横長に収まり、投入された薬剤をホッパー内へ排出する薬剤フィーダ60を有し、薬剤フィーダ60が、それぞれ上方を開口し横並びに連なり一列をなした複数のセル61を有し、各セル61が、それぞれ薬剤を収容して列に沿って移動自在に構成され、移動方向の端部80L,80Rには、端部80L,80Rに至ったセル61内の薬剤をホッパー内に排出する排出部を備えるようにした。
(もっと読む)
計量包装システム及び組合せ秤
【課題】組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態を考慮して、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整し、安定した運転を促進する技術を提供することを目的とする。
【解決手段】組合せ秤99に供給された被計量物を各計量ホッパ12,12,,,へ分散させる分散フィーダ3にある被計量物の量を、供給量検出器(重量検出器4)で検出し、この分散フィーダ3にある被計量物の量が、有効な排出シュートの数(又は、稼動している包装機98の数)に応じて決定された上限値及び下限値の間となるように分散フィーダ3に被計量物を供給する。
(もっと読む)
ゼロ相互汚染コレクター
本開示は、少なくとも第一の開口部および第二の開口部を有する基部と、基部における少なくとも第一の開口部および第二の開口部に連絡している少なくとも第一のコレクターチューブおよび第二のコレクターチューブとを有する収集デバイスを提供する。複数のコレクターチューブは、各々、コレクターチューブの中を、収集デバイスの下にある共通の標的領域に向かって下降する物体のための軌道通路を規定するように構成された湾曲を有する。複数のコレクターチューブは、単一化デバイスから始まる対応する一意的な輸送チューブ/チャネル/通路などに連絡して設置されるように構成される。 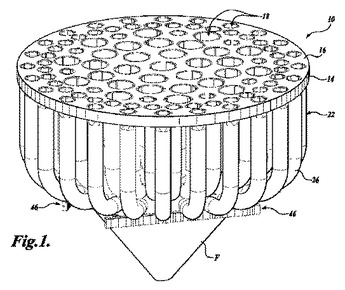 (もっと読む)
(もっと読む)
組合せ秤
【課題】 被計量物の性状等にかかわらず、高速運転を行うことができる組合せ秤を提供する。
【解決手段】 複数の計量ユニットW11,W12を備えるとともに、計量ユニットW11,W12の上段集合ホッパ7から排出される被計量物を集合させて排出する下段シュート9A及び下段集合ホッパ10Aと、計量ユニットW11,W12の上段集合ホッパ8から排出される被計量物を集合させて排出する下段シュート9B及び下段集合ホッパ10Bと、全ての計量ホッパ4の中から第1及び第2の排出組合せを決定し、第1の排出組合せの計量ホッパ4に対して上段シュート5へ被計量物を排出させ、第2の排出組合せの計量ホッパ4に対して上段シュート6へ被計量物を排出させ、上段集合ホッパ7、8及び下段集合ホッパ10A,10Bに対して被計量物を排出させる制御部20とを備えている。
(もっと読む)
スティック形状、棒形状または流動可能な製品の複数の部分を組み合わせるとともに部分を同期して包装装置に搬送するための装置および方法
【課題】スティック形状、棒形状または流動可能な製品を組み合わせ計量し包装装置に搬送するサイクルタイムを短縮する装置の提供。
【解決手段】部分量組み合わせ天秤12の天秤容器18から落下する製品を揺動分配する製品シュート22と、複数の部分を収集するとともに包装装置に搬送するための収集漏斗32との間に、閉止システム28を設けた複数の搬送室から構成される製品容器24を設け、計量された製品を各搬送室に振分け導入して緩衝貯留する。
(もっと読む)
計量包装システムとそれに用いられる計量機及び包装機
【課題】 計量機と包装機の両方を同じ動作速度にて動作させることができる計量包装システムを提供する。
【解決手段】 組合せ秤制御部10は、第1の速度に応じた第1の周期の間隔で到来する排出信号出力予定時刻を設定し、この時刻に排出信号aを出力し、包装機制御部20から出力される排出要求信号bを認識するべき理想の時刻として第1の周期の間隔で到来する基準時刻を設定し、この基準時刻に基づいて組合せ秤本体2の動作のタイミングを制御する。包装機制御部20は、第1の速度に応じた包装機本体2の動作の周期内において所定のタイミングで排出要求信号bを出力し、排出信号aに基づいて包装機本体2の動作のタイミングを制御する。さらに、組合せ秤制御部10は、排出要求信号入力認識時刻と基準時刻との間に生じる時間差が小さくなるように、排出信号出力予定時刻と基準時刻とのうちのいずれかを設定しなおす調整処理を行う。
(もっと読む)
1 - 20 / 27
[ Back to top ]