
Fターム[3E056GA01]の内容
制御・その他−補助装置、細部 (4,134) | 検知、制御 (167) | 包装材、包装体の検査 (21)
Fターム[3E056GA01]に分類される特許
1 - 20 / 21
容器の検査キャリア
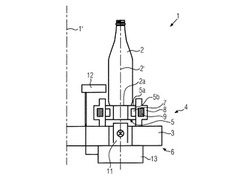
【課題】容器の洗浄状態や充填状態を確認するため、容器を検査する必要があり、容器底部へのアクセスが汎用用途に適した検査キャリアを提供する。
【解決手段】検査装置または検査装置の検査要素に対して容器2を適切に位置させる容器の検査キャリア3であって、容器を支持する回転プレート5aと、回転プレートのための直接駆動装置6として中空のシャフトを有するトルクモーターとする
(もっと読む)
包装充填装置及び包装充填方法

【課題】ナイフやフォルダーへの付着を検知することができる包装充填を提供する。
【解決手段】ウェブ状包装材料をチューブ状に成形し、チューブ状包装材料内に液体食品を充填し、横シールし、横シール帯域で切断して包装容器を製造する包装充填装置であって、刃部42aと本体42bとからなり、前進後退の繰返し運動によって切断する切断具を有し、切断具を収納するカッティングホルダ43を有し、カッティングホルダの奥面に切断具の本体背面に対向して設置され、背面の平行度を検知する平行度検知手段44を備え、検知信号に基づいて包装容器の製造を制御する。
(もっと読む)
ボトル日付印字装置およびその方法
【課題】該ボトル貼付すべくラベルの無駄をなくし、また、ラベルの貼付ミスを解消できるボトル日付印字装置を提供する。
【解決手段】 ベルトコンベアの上流側から下流側にかけて、ボトル位置決め装置、バーコードリーダ、インクジェットプリンタ、日付検査装置が配置されている。第1ローラ支持部と第2ローラ支持部の開位置から閉位置への切替えによって、駆動ローラ、第1フリーローラ、および第2フリーローラのそれぞれの周側面がベルトコンベア上のボトルの周側面に当接し、駆動ローラの駆動によってボトルを回転させ、該ボトルを同方向位置に制御するように構成される。そして、前記第1フリーローラおよび第2フリーローラは、第2フリーローラのベルトコンベアの中心線からの距離が第1フリーローラのベルトコンベアの中心線からの距離よりも大きく構成されている。
(もっと読む)
縦型製袋充填包装機の搬出シュート駆動式系外排出装置
【課題】縦型製袋充填包装機において、搬出シュートをモータ駆動により角度変更することで、どのような形態の不良品でも、確実に系外排出できる排出装置を提供する。
【解決手段】縦型製袋充填包装機の横シーラ直下に位置した搬出シュート6を設け、該搬出シュートをモータ駆動により角度変更することで落下してくる袋7を良品搬出コンベヤ22または不良品搬出コンベア23に振り分けて案内する良品搬出位置と不良品系外排出位置を設ける。不良品排出位置は、不良品10が搬出シュート上を滑らずに自由落下できる位置とする。
(もっと読む)
飲料用紙パック搬送設備
【課題】搬送の高速化を可能にできる飲料用紙パック搬送設備を提供する。
【解決手段】搬送コンベア1により多数本の紙パック2を飲料が充填された状態で搬送する搬送ライン3を設け、搬送ライン3における搬送中の紙パック2に対し、その紙パック2の外表面に形成してあるバーコード5を読み取るバーコードリーダー6を設け、そのバーコードリーダー6による読取情報を基に、紙パック2夫々の種類を判別する紙パック判別装置7を設けてある。
(もっと読む)
キャップへの印字方法及び印字設備
【課題】 印字不可の特異領域を有するタンパーエビデントバンド(TEバンド)に、特別な位置決め手段を有することなく、特異領域を確実に避けて印字することができる。
【解決手段】 TEバンドへの印字手段を有する印字装置10A、10Bを容器搬送コンベヤ5の両側にそれぞれ1組づつ配置し、少なくとも1組の印字装置には特異領域検出センサ11を有し、該特異領域検出センサ11により特異領域の有無を検出し、特異領域が検出されなかった側の印字手段のみが作動することにより、TEバンドの非特異領域を自動的に選択して印字する。
(もっと読む)
PTPシートの排出装置
【課題】PTPシートを搬送する搬送ラインを高速化することができ、また搬送ラインが3列以上の多列になっても、各列からPTPシートを排出することができるPTPシートの排出装置を提供する。
【解決手段】複数の搬送ライン1A〜1Dの一側に設けられ、PTPシート5に向かって高速のエアを吹き付けるエアブロー手段11A〜11Dと、エアブロー手段11A〜11Dから吹き出した高速のエアによって各搬送ライン1A〜1Dから排出されたPTPシート5を案内して排出するシュート12A〜12Dとを備え、少なくとも1つの搬送ライン1Bは、他の搬送ライン1A,1Dより高い位置までPTPシート5を搬送することができ、搬送ライン1Bに対応したエアブロー手段11Bとシュート12Bは高い位置でPTPシート5を排出可能であり、搬送ライン1Bの搬送面上にあるPTPシート5を高い位置に搬送するための補助コンベア6Aを設置した。
(もっと読む)
袋詰め包装方法及び袋詰め包装機
【課題】印字工程又は印字検査工程において、袋の袋面が反っていたり、波打っていたりした場合でも、印字不良又は印字検査ミスが生じるのを防止する。
【解決手段】袋3の印字部Pに対応する平らな受面部26を有する背板21を、袋3の背面側に配置し、一対の袋押圧部材22,23を袋の表面側(印字部Pのある側)に配置し、互いに接離可能とする。袋押圧部材21,22は袋3の長手方向に所定間隔を置いて配置され、いずれも袋3の幅方向に沿って延びる押圧部31,32を有する。袋押圧部材22の押圧部31が、背板21の端面27との間で袋3を挟んで該袋3を保持し、袋押圧部材23の押圧部32が袋3の受面部26より上の位置を押圧する。これにより、印字部26を含む袋面は背板21の受面部26に沿って緊張する。この状態で印字又は印字検査を行う。
(もっと読む)
印字検査装置
【課題】既設の包装機に簡単に取付けができて、しかも低価格の印字検査装置を提供すること。
【解決手段】包装機1で包装袋の所定箇所に賞味期限などが印字された後に、該包装袋が搬送されて該印字状態の良否を判定する印字検査装置10であって、この印字検査装置10は、包装機の搬送手段4と連接して包装袋を印字検査装置側へ搬送する繋ぎ搬送手段11及び包装機に取付ける固定手段13を有する装置本体12を備えている。装置本体12には、繋ぎ搬送手段11の搬送経路に連接して包装袋の印字領域に接触して該印字領域の皺を伸ばす皺伸ばし手段15と、この皺伸ばし手段との間で所定の距離をあけて対向して配置された撮像カメラ19と、この撮像カメラからのデータ信号と予め記憶した基準データとを比較して包装袋の印字の良否を判別すると共にその良否の判別信号を出力する判定手段を有する制御装置とが設けられている。
(もっと読む)
トイレットロール包装体の製造方法
【課題】紙片が封入されていないトイレットロール包装体を製造工程内で検出することが可能なトイレットロール包装体の製造方法を実現すること。
【解決手段】トイレットロール包装体10完成後に、製造ライン上に設けられた検出部50によってトイレットロール包装体10に封入されているメッセージカード10を検出する。
(もっと読む)
PTPシートの排出装置
【課題】PTPシートを搬送する搬送ラインを高速化することができ、PTPシートを搬送する搬送ラインが3列以上になっても、各列からPTPシートを排出することができるとともに装置構造が簡易になり装置コストを低減することができ、かつ多列の搬送ラインの片側に全てのPTPシートを排出することができるPTPシートの排出装置を提供する。
【解決手段】搬送手段により搬送される複数のPTPシート5から所定のPTPシート5を選択して排出するPTPシート5の排出装置において、搬送手段の搬送面の一側に設けられ、選択されたPTPシート5に向かって高速のエアを吹き付けるエアブロー手段11と、搬送手段の搬送面の他側にエアブロー手段11と対向する位置に設けられ、エアブロー手段11から吹き出した高速のエアによって搬送面1から排出されたPTPシート5を案内して排出するシュート12とを備えた。
(もっと読む)
印字検査システム
【課題】印字機と、画像入力装置を備えた検査機と、タッチパネルを備えた操作表示器を組み合わせ、印字機および検査機の操作および確認を合理的に、且つ、統合的に行うようにした印字検査システムを提供すること。
【解決手段】各種印字情報を被印字物に印字するための印字機1と、該印字機による印字内容を検査する検査機2とを含み、前記印字機および検査機の操作を行う操作部と、前記印字機の印字情報および検査機の検査情報とを統合して表示する表示部とを一画面に設け、印字機の操作・確認、並びに、検査機の操作・確認を行うようにしたことを特徴とする印字検査システム。
(もっと読む)
パケット内にシガレット群を包装する機械
【課題】パケット内にシガレット群を包装する包装機械に関する。
【解決手段】第一に、シガレット群(15)を組立ユニット(19)により組立て、コンベア(22)により搬送されるトレイ(35)内に設置し、かつ
所定供給路(F)に沿って継続的に誘導し、側−側並置で包装ユニットへ向けて前進させ、包装ユニットにより透明または少なくとも一部透明の包装紙に封入し、組立ユニット(19)から包装ユニットへの移送時にトレイ(35)を供給路((F)に沿って設置された印刷ユニット(44)へ誘導し、印刷ユニット(44)により文字またはロゴ等のグラフィック要素(46a)をシガレット群(15)の少なくとも一つのシガレット(16)上に印刷することを特徴とする包装機械。
(もっと読む)
箱詰め装置およびこれを備えた商品処理システム
【課題】箱詰めに伴う不良品の発生を抑制し、箱詰め処理の効率を高めることが可能な箱詰め装置、商品処理システムを提供する。
【解決手段】商品処理システム1は、システム制御部100が、箱詰め装置6の上流側に配置されたシールチェッカ4から得ることができる包装商品Xのサイズに基づき、段ボール箱Yの中に詰めることが可能な包装商品Xの個数を算出し、算出された個数の包装商品Xを段ボール箱Yの中に詰めるように箱詰め機構79を制御している。そして、箱詰め機構79に含まれるQRコード貼付部95が、段ボール箱Y内に詰められた包装商品Xが不良品でないという情報と箱詰めされた包装商品Xの個数の情報を含むQRコードを段ボール箱Yに貼付している。
(もっと読む)
固有番号付きシート束の包装印字管理システム
【課題】固有番号付きシートにおける包装単位のシート束を搬送ラインに投入して包装し番号情報を包装物に印字する固有番号付きシート束の包装印字管理システムを提供する。
【解決手段】搬送ラインに投入した包装単位のシート束の最上面の番号を読み取る第1の読取手段12と、第1の読取手段12により読み取られた番号データを記憶する第1の記憶手段18と、シート束を包装する包装手段13と、包装単位のシート束が到来し、第1の記憶手段18に記憶された番号データを要求し収得する番号要求手段17cと、収得した番号データを印字する番号印字手段15と、番号印字手段15により印字された番号データを読み取る第2の読取手段16と、読み取られた番号データと収得した番号データとを照合する番号照合手段17fとを備える。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
PTPシートの製造装置
【課題】カバーフィルムとしての密封用フィルムにコードが付されるPTPシートを製造するにあたり、生産スケジュールが変わっても適切にコードを付すことが可能なPTPシートの製造装置を提供する。
【解決手段】PTPシートの製造工程において、印刷手段40にて、文字情報と共にバーコードを密封用フィルム4に印刷する。具体的に、印刷手段40では、印刷用センサ42にて密封用フィルム4のマークを検出し、当該検出タイミングに基づいて、印刷機構41によって、シート単位で「ABC」という文字情報8を印刷すると共に、ペア小片の単位でバーコード9を印刷する。一方、位置調整手段22では、延伸用センサ51にて検出される密封用フィルム4のマークに基づき、延伸ローラ62にて密封用フィルム4の延伸を行い、シール手段18による密封用フィルム4の取着位置を調整する。
(もっと読む)
集積梱包システム
【課題】 生産形態の切り換えが最小限の投資で可能な物品の集積梱包システムを提供する。
【解決手段】 上流側のシールチェッカ100から受け取った袋詰物品X
を複数個集積して梱包する集積梱包システムにおいて、手動タイプの集積装置200と同じく手動タイプの梱包装置300とをそれぞれモジュール化して結合する。結合に際しては、少なくとも一方が交換可能となるように、結合部が相手方の交換時にも物品X及び電気信号の受け渡しができる構成とする。
(もっと読む)
製袋包装システム
【課題】 製袋包装機の下流側に配置された搬送部においてスムーズに袋を搬送することが可能な製袋包装システムを提供する。
【解決手段】 製袋包装システム1は、横シール機構17と、シュートコンベア21との間に、回転ブラシ機構20を備えている。回転ブラシ機構20は、横シール機構17から送られてくる袋Bを、2つの回転ブラシ201a,201b間に挟み込んでシュートコンベア21まで搬送する。
(もっと読む)
包装機械の制御方法
この発明は、包装機械において、製品についての製品コンベアと包装材についての包装材コンベアとが区間ごとに互いに対して平行かつ同期的に進むように設けられ、こうして製品が搬送部において包装材の中に導入可能であり、さらに、製品に追加する封入物、たとえば説明書または計量スプーンなどについての封入物コンベアを備えた包装機械を制御する方法に関する。シフトレジスタの形をとるデータ記憶装置には、製品と包装材と封入物とからなる包装単位についての種々の状態・制御データが入っている。上記データは時刻t0にて上記シフトレジスタ内でクロックに従って変位される。予め開始手段により定められた少なくとも1つの時刻tpにて、上記封入物に対して点検アクションまたは加工アクションが開始され、上記時刻tpは上記時刻t0に対して調節可能である。ここで、上記時刻t0に対する上記時刻tpの相対的な位置を検査し、上記時刻t0のまわりに設けられる許容期間Tの中に上記時刻tpがあった場合に上記時刻tpをずらすようにする。 (もっと読む)
1 - 20 / 21
[ Back to top ]