
Fターム[3E075AA07]の内容
紙容器等紙製品の製造 (16,236) | 目的、効果 (1,621) | 装置全般に関するもの (1,399) | 製品品質改善 (621)
Fターム[3E075AA07]の下位に属するFターム
強度 (18)
接着性、継目部分の強化 (25)
寸法精度、加工精度、確実な折曲げ (73)
外観の改善(キズ、ツブレのないこと) (38)
Fターム[3E075AA07]に分類される特許
1 - 20 / 467
インモールドラベル成形用ラベル形成装置
ピロー包装体及び包装フィルム用折り線形成装置
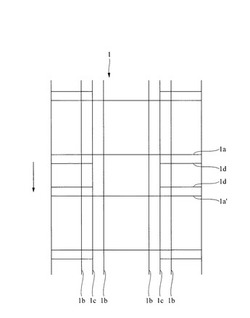
【課題】 耳部を綺麗に倒すことができる包装体を提供する。
【解決手段】 筒状に製袋した包装フィルムの両側縁を貼り合わせてセンターシール部2cとするとともに、そのセンターシール部と交差する方向の両端開口を熱シールしてエンドシール部2a,2bを形成し、そのエンドシール部を含む耳部のセンターシール部側に倒して耳折りしたピロー包装体2である。包装フィルムの耳部を倒す包装体の裏面側に位置するフィルム面のみにエンドシール部に沿って折り線1dを設ける。
(もっと読む)
深絞り容器、及びその製造方法

【課題】従来のフォーム・フィル・シール機を使用して、深絞り成形が可能で、かつ、深絞り成形容器における底材と蓋材との印刷見当、底材の印刷と成形型、底材の印刷とヒートシール型との見当が充分に確保される底材を有する深絞り容器及びその製造方法を提供する。
【解決手段】底材を有する深絞り容器であって、底材は、最外層から順にポリエステル樹脂層/強度層層/印刷層/接着層/バリヤ層/シーラント層を積層した事を特徴とした深絞り容器
(もっと読む)
易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体
【課題】 包装袋の開封に際して開封片が分離せず、片手で包装袋を保持した状態で確実かつ容易に開封することができる、開封性の優れる易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体を提供する。
【解決手段】 積層フィルムを折り返して両側端部を重ね合わせ、その重ね合わせ部2の下面側にあてがうイージーピールシーラントフィルム20とから構成され、イージーピールシーラントフィルムの両端部でヒートシールして形成されたイージーピール部3、13と、側部シール部4と、内容物の充填用開口部9とを備えてなることを特徴とする易開封性包装袋1とすることにより、上記課題を解決することができた。
(もっと読む)
樹脂製手提げバッグの製造方法
【課題】オフセット印刷が可能で、強度を有する樹脂製の手提げバッグの製造方法を提供する。
【解決手段】手提げバッグの製造方法は、第1の樹脂フィルム9aと第2の樹脂フィルム9bとを備えた複合化シートを用い、シート状態である複合化シートの第2の樹脂フィルム9bに対して印刷受容性を向上させるフィルム表面処理を行う予備印刷工程と、複合化シート9を手提げバッグの形に成形する袋加工処理工程と、袋加工処理工程により折り畳まれた状態である袋体において、第2の樹脂フィルム9bに設けた印刷支援層に所定のデザインを印刷する本印刷工程を備え、袋加工処理前のシート状態時に印刷受容性を高めるフィルム表面処理を行なっておくことにより、ヒート加工を経て折り畳まれた袋体の状態に加工された後であっても本印刷の精度を向上せしめたことを特徴とする。
(もっと読む)
台紙なしラベルおよびその製造方法
【課題】ラベル基材2の表面に剥離剤層5が形成されていても、スタンプ方式の印字によりインキがラベル基材に染み込んで綺麗な印字を得られるとともに、ラベル全面が着色されている台紙なしラベルおよびその製造方法を提供する。
【解決手段】ラベル基材2の表面に設ける剥離剤層5に剥離剤の塗工領域12と非塗工領域13とを設けること、ラベル基材2の表面粗さないし平滑度を調整することによってインキの染み込み易さを制御するとともに、剥離剤に着色剤を添加して剥離剤層5を着色した。さらに、剥離剤層5における塗工領域12の面積割合を、70〜99%とするとともに、JISのP8119による平滑度試験方法により計測したラベル基材2の平滑度を、40〜1000秒とし、ラベル基材2と粘着剤層3との間にバリアー層11を設けた。
(もっと読む)
糊塗布装置
【課題】 ローラー方式の糊塗布装置において、凹凸のある、あるいは表面の強度が低い被塗布媒体であっても、安定した塗布状態が得られる糊塗布装置を提供することを課題とする。
【解決手段】 本発明の糊塗布装置は糊供給ローラー31と糊版ローラー32と糊版ローラー32上に凸状に形成された糊版13とを持ち、糊供給ローラー31上の糊の移動速度と糊版13の表面の移動速度の間には僅かな差が生じるように設定されており、糊供給ローラー31上の糊が糊版13に移行する際に、両者のズレにより糊溜り35が生じるため、糊版13上の糊が媒体18に移行する際に、いち早く媒体18に接触するため、これが導入となり、媒体18への確実な塗布が実現される。
(もっと読む)
電子レンジ加熱食品の包装袋又は袋包装体の製造方法、及び電子レンジ加熱食品の包装袋又は袋包装体
【課題】加熱により生ずる袋包装体の内部圧力の一定の高まりを保ち、蒸し調理効果が十分に行われるまで蒸気抜きが行われず、袋が破裂する前に蒸気を安全に逃がすことができる蒸気抜きシール部を備える電子レンジ加熱食品の包装袋又は袋包装体の製造方法、及び包装袋又は袋包装体を提供すること。
【解決手段】基材フィルムf1とシーラントフィルムf2とをドライラミネート又は押し出しラミネートしてなる包装フィルムFを用い合掌状の袋端縁をヒートシールして製袋すると共に、袋端縁の端縁シール部S1から近い内方位置にポイントヒートシーラ12を押し付けることにより、基材フィルムf1に肉厚が殆ど変わらない凹部Aを、またシーラントフィルムf2に薄肉部Bを重ねて形成し、該凹部Aと該薄肉部Bとの重なり部を蒸気抜き用ポイントシール部S2とした。
(もっと読む)
しわ発生の少ない紙成形体とその製造方法
【課題】本発明の目的は、絞り加工により紙を主体とするブランクの外周縁部を立ち上がり形状に成形したものにおいて、紙コップ等の紙容器の底部部材に用いた場合に漏れや、接着状態の不安定の要因となるしわの発生をなくし、加工部に生じるしわの少ない紙成形体とその製造方法を提供することにある。
【解決手段】本発明の紙成形体を製造する方法は、紙を主体とする一枚のブランクをパンチとダイスで絞り加工するものであって、ブランクの外周縁部をしわ押さえ部材とダイス天面とで加圧して押さえる機構を備え、該しわ押さえ部材の圧力を前記ダイスのブランク引張強度に対するしわ押さえ圧力の割合としわ発生開始高さの関係特性において、しわ発生開始高さが求められるしわ発生のない高さ寸法を越えるしわ押さえ圧力の割合値以上12%以下としたことを特徴とする。前記ダイスの先端部形状Rは前記パンチを嵌合するブランクの厚さをtとしたとき、2.5t〜6tとする。
(もっと読む)
台紙なしラベルおよびその製造方法
【課題】台紙(剥離紙)を設けなくてもロール状に巻いた形態などとすることができる省資源タイプであって、ラベル基材2の表面に剥離剤層5が形成されていても、スタンプ方式の印字によりインキがラベル基材2に染み込みやすくして必要なスタンプ印字を行うことができる台紙なしラベルおよびその製造方法を提供すること。
【解決手段】ラベル基材2の表面に設ける剥離剤層5に剥離剤の塗工領域12と非塗工領域13とを設けること、ラベル基材2の表面粗さないし平滑度を調整することによってインキの染み込み易さを制御することに着目し、剥離剤層5は、剥離剤の塗工領域12および非塗工領域13を有し、剥離剤層5における塗工領域12の面積割合を、70〜99%とするとともに、JISのP8119による平滑度試験方法により計測したラベル基材2の平滑度を、40〜1000秒とし、ラベル基材2と粘着剤層3との間にバリアー層11を設けた。
(もっと読む)
封筒用紙及び封書作成装置
【課題】封緘部分に郵送時の外力に耐えうる強度があると同時に開封が簡単な折り曲げて封書となる枚葉状の封筒用紙を提供する。
【解決手段】封筒用紙100の幅方向の両縁部に感圧式接着剤106を設け、それより内方に再湿糊107を設け、封筒に折った際に再湿糊が接着される紙面には接着力を調整する接着力調整層400を設ける。難接着性材料で構成される接着力調整層には用紙の表面が所定形状で露出する複数の接着部がある。再湿糊は接着力調整層を介して封筒用紙に接着するので、接着面積が規制され、接着力は所望の状態に設定できる。開封時に必要な剥離し易さと、郵送時に要求される取り扱いでのストレスに対する耐久性を両立させることができる。
(もっと読む)
台紙なしラベルおよび台紙なしラベルの製造方法
【課題】弱粘や再剥離のような粘着力が低い場合でも、被着体からラベルを剥がした場合に粘着剤が残らず綺麗に剥がすことができる台紙なしラベルおよびその製造方法を提供する。
【解決手段】ラベル基材3の表面に剥離剤層4、裏面に粘着剤層5が形成された台紙なしラベル2である。ラベル基材3と粘着剤層5との間には、ラベル基材3裏面に付着した接着阻害物を被覆する樹脂皮膜層6が形成され、粘着剤層5は該樹脂被膜層6に重ねて設けてある。
(もっと読む)
パウチ容器及びその製造方法
【課題】サイドシール部の剛性を低くして、手触り感をさらに改良したパウチ容器を提供することである。
【解決手段】パウチ容器10は、表面シート11、裏面シート12、底ガゼットシート13、及び上面シート14から構成される。パウチ容器10は、サイドシール部22を備え、サイドシール部22の外縁部24の少なくとも一部の厚みが、該シール部22の内縁部26の厚みよりも薄いことを特徴とする。サイドシール部22は、その外端25の厚みが、該シール部22の内縁部26の厚みよりも薄いことが好適である。
(もっと読む)
易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体
【課題】包装袋の開封に際して開封片が分離せず、片手で包装袋を保持した状態で確実かつ容易に開封することができる、開封性の優れる易開封性包装袋、易開封性包装袋の製造方法及び易開封性包装体を提供する。
【解決手段】外側からイージーピール性調整層、支持基材層、シーラント層を備えた積層フィルムの二箇所を折り返して両側縁部の外面側と内面側を対向させて重ね合わせヒートシールして形成されたイージーピール部3と端縁のヒートシール部4とを備え、重ね合わせ部2の下面フィルム15の折返し部を所定の位置で切り落として形成された開口部8とを備えてなる易開封性包装袋1。
(もっと読む)
ガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置
【課題】立体形状に膨らませた状態で剛性を有し、しかも角部が滑らで持ちやすい形態のガセットパウチ及びガセットパウチのエッジ部折り曲げ方法並びに折り曲げ装置を提供する。
【解決手段】前面部側の角部のヒートシールされたエッジ部21を前面部側に、後面部側の角部のヒートシールされたエッジ部22を後面部側に折り曲げたことを特徴とし、その製造は、重なったエッジ部を前面部側か後面部側の一方側に折り曲げ、内側に位置するエッジ部21と外側に位置するエッジ部22の折り曲げ部の周長差によって、重なったエッジ部の先端をずらし、内側に位置するエッジ部の先端を押えたままで外側のエッジ部を解放することにより、内側のエッジ部21と外側のエッジ部22を分離し、外側のエッジ部22を反対側に折り曲げることを特徴とする。
(もっと読む)
ガゼット袋及び口部材付ガゼット袋、並びにそれらの製造方法
【課題】手で握りつぶすようにしても痛みを感じにくいガゼット袋及び口部材付ガゼット袋、並びにそれらの製造方法の提供を目的とする。
【解決手段】対向する一対の平面部11、12と、内部側に折り込まれた対向する一対の側面部13、14からなるガゼット袋10と、口部材20とを有し、平面部11及び一対の側面部13、14が第1のフィルム材からなり、平面部12が第2のフィルム材からなり、前記第1のフィルム材と第2のフィルム材の側縁部同士がシールされて側縁シール部が形成されている口部材付ガゼット袋1。また、口部材付ガゼット袋1の製造方法。
(もっと読む)
包装フィルム用折り線形成装置
【課題】 加熱温度を高くしてもべたつくこと無く、小さい圧力でも折り線が形成できて傷を付けることなく帯状フィルムの横方向に折り線を形成すること
【解決手段】 帯状フィルム1の加熱により溶融するシーラント面側に冷水を流す配管34が内蔵された冷却側折り癖部材31を配置し、帯状フィルムの非シール面側にヒータ36が内蔵された加熱側折り癖部材32を備える。冷却側折り癖部材の対向面には冷却側挟持刃36を備え、加熱側折り癖部材の対向面には加熱側挟持刃37を備える。冷却側挟持刃と加熱側挟持刃とで帯状フィルムを挟み込んで加熱しながら加圧することで、しっかりと折り線を形成する。
(もっと読む)
印刷物製造方法
【課題】印刷物の製造工程における作業効率を向上させる。
【解決手段】記録基材のつなぎ目部に、印刷画像のカット領域をカットする際に基準となるマークのみを記録し、前記記録基材の非つなぎ目部に、前記印刷画像及び前記マークの双方を記録する第1ステップと、前記非つなぎ目部に、前記つなぎ目部に記録されるべき前記印刷画像と同じ画像を記録する第2ステップと、前記非つなぎ目部に記録された部位、及び、前記つなぎ目部に記録された部位を、前記剥離基材から剥離可能にカットする第3ステップと、前記非つなぎ目部に記録された部位、及び、前記つなぎ目部に記録された部位を、前記剥離基材から夫々剥離させ、前記つなぎ目部の位置に、前記非つなぎ目部に記録された前記同じ画像の前記カット領域に対応する前記記録基材の部位を貼着する第4ステップと、を有する。
(もっと読む)
ラベル材料の加工方法およびその加工装置、ならびにラベル連続体の製造方法およびその製造機
【課題】ラベル材料1として、フィルム系のラベル基材3や柔らかい冷凍糊などの粘着剤4Aを採用した場合であっても、ラベルカットの端から粘着剤4Aが浸み出すことを防止し、印字する際のジャミングや印字障害を回避可能なラベル材料の加工方法およびその加工装置、ならびにラベル連続体の製造方法およびその製造機を提供すること。
【解決手段】ラベル材料1ないしラベル片11の切断予定線21に合わせて押し刃19により事前に形成した凹状の切断用溝22においてラベル基材3および粘着剤層4を切断刃23により切断することに着目し、ラベル材料1における切断予定線21に合わせて押し刃19を押し付けることにより、ラベル基材3および粘着剤層4を台紙5の方向に変形させて、ラベル基材3の表面側に切断予定線21に合わせて凹状の切断用溝22を形成し、凹状の切断用溝22の部位におけるラベル基材3および粘着剤層4を切断刃23により切断することを特徴とする。
(もっと読む)
側板原紙、紙容器の製造方法及び紙容器
【課題】 製造効率が向上し、且つ、製造された紙容器の縁巻のスプリングバックが軽減する側板原紙、紙容器の製造方法及び紙容器を提供する。
【解決手段】 図の(1)及び(2)を参照して、側板原紙1と底板原紙とを組み合わせて形成される紙容器の上縁の縁巻形成において、固定した側板原紙1の側板原紙上縁3に成形押し型37によるプレスを行う。すると、側板原紙1に形成された罫線5を境に外側部分6が側板原紙1の外方側に折り曲げられながら、形成しろ4の残りの部分7が円弧状成形面38及び縁巻成形面39に沿って外方側にカーリングし、図の(3)に示す、外側部分6が折り曲げられた状態でカーリングされた縁巻16が形成される。このようにすると、縁巻16のスプリングバックが軽減され、縁巻16の品質が向上する。又、折り曲げとカーリングとが一つの工程で可能となるので、製造効率が向上する。
(もっと読む)
1 - 20 / 467
[ Back to top ]