
Fターム[3E075AA15]の内容
紙容器等紙製品の製造 (16,236) | 目的、効果 (1,621) | 装置全般に関するもの (1,399) | オーダ替、寸法変更、加工切替 (42)
Fターム[3E075AA15]に分類される特許
1 - 20 / 42
印刷位置検出方法
【課題】可撓性シートに対する印刷型の配置が種々である印版を使用して印刷を行う際に、初期段階であっても段ボールシートに印刷される位置を正確に検出することができる、印刷位置検出方法を提供する。
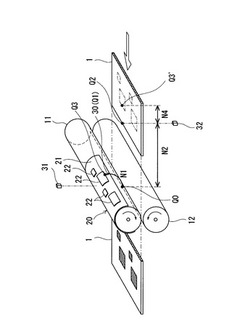
【解決手段】可撓性シート21上の印刷型22の基準点Q3から予め定める所定距離の第一基準点Q1に、印刷型22より高さの低い被検出体30を取り付け、版胴11の回転に伴う被検出体30の通過を第一センサ31によって検出し、挟持点Q0に向かい搬送される段ボールシート1上に第二基準点Q2を設定し、第二基準点Q2の通過を第二センサ32によって検出し、第一センサ31による第一基準点Q1の検出点と挟持点Q0との距離N1、第二センサ32による第二基準点Q2の検出点と挟持点Q0との距離N2、及び、印刷型の基準点Q3と第一基準点Q1との距離に基づき、段ボールシート1において印刷型の基準点に対応する点Q3’を検出する。
(もっと読む)
表示ラベル作成装置

【課題】 主ラベルに対する従ラベルの貼付位置が表示ラベルの種類によって異なってもこれに容易に対応できるようにして表示ラベルの作成の自動化を図る。
【解決手段】 表面に情報が表示された主ラベルLaの予め指定された所定位置にこれよりも小さい従ラベルLbを貼付した表示ラベルLを作成するもので、主ラベルLaを帯状台紙Daに列設した主ラベル連続体Taをその長手方向に沿って搬送する主ラベル搬送機構10と、従ラベルLbを帯状台紙Dbに列設した従ラベル連続体Tbをその長手方向に沿って搬送し、この従ラベルLbを剥離して主ラベルLaの表面に貼付し、主ラベル連続体Taの帯状台紙Db上に表示ラベルLを形成する従ラベル貼付機構20とを備え、従ラベル貼付機構20が主ラベルLaの所定位置に従ラベルLbを貼付できるように従ラベル貼付機構20の主ラベルLaに対する相対的な貼付位置を調整可能にした。
(もっと読む)
のりばり袋用糊塗布装置
【課題】袋底部の寸法変更に短時間で対応可能で、コストが低廉で済み、不良品の発生数が減少して生産効率が向上するのりばり袋用糊塗布装置の提供。
【解決手段】糊貼袋となる筒体を閉鎖予定端部を開いた状態で、筒体の幅方向と平行に搬送する袋搬送装置と、ノズルの先端を閉鎖予定端部に向けて配置され、ノズルへの糊供給路を開閉するバルブを有する多数の糊吐出ガン2と、筒体が糊吐出ガン2の設置領域に達したことを検出する袋検出装置と、袋検出装置及び糊吐出ガン2に接続された制御装置を備え、糊吐出ガン2は、閉鎖予定端部の中心線cの両側に、搬送方向の一側において中心線cに接近すると共に、他側に向かって次第に中心線cから遠ざかる2列に配置され、制御装置は、袋検出装置からの検出信号を受けて糊吐出ガン2を作動させると共に、閉鎖予定端部の寸法に応じて設定されているタイミングで必要な糊吐出ガン2のバルブを開く。
(もっと読む)
包装紙印刷装置及びプログラム
【課題】包装紙に模様以外の個別情報を印刷する場合に、被包装物を包装したきに個別情報が包装紙の他の部分で隠れずに見える位置にその個別情報が印刷できるようにする。
【解決手段】包装条件DB136には、包み方ごとに、その包み方に対応する包装紙寸法の求め方、個別情報の印刷場所の候補の求め方、及び包装紙の裏面に印刷する包み方のガイド画像の求め方の情報が記憶されている。被包装物形状・寸法入力UI113に対して被包装物の形状・寸法が指定され、包み方指定UI119に対して包み方が指定されると、DB検索部122は、包装条件DB136からその包み方に対応する情報を検索し、その情報を用いて適切な包装紙の寸法、個別情報の印刷場所の候補、及び裏面用のガイド画像を求める。それら印刷場所の候補からユーザが個別情報の印刷先を選択すると、表面データ生成部124が包装紙表面用の印刷画像として、その場所に個別情報が配置された画像を生成する。
(もっと読む)
シュリンクフィルム付台紙の製造方法
【課題】台紙の形状に係わらず、また、台紙に対して筒状のシュリンクフィルムの角度を変えて、貼着することができるシュリンクフィルム付台紙の製造方法を提供する。
【解決手段】筒状のシュリンクフィルムを台紙に貼着したシュリンクフィルム付台紙の製造方法であって、(a)長尺の筒状のシュリンクフィルムを定形に断裁する断裁工程、(b)断裁された筒状のシュリンクフィルムを1枚ずつ分離した状態で搬送するフィルム搬送工程、(c)搬送されてきた、断裁された筒状のシュリンクフィルムに接着剤を塗布する接着剤塗布工程、(d)接着剤が塗布された筒状のシュリンクフィルムに、接着剤を介して台紙を貼着する台紙貼着工程、を備える。
(もっと読む)
製袋装置及び製袋方法
【課題】原反の取り換えや、包装袋のサイズ、フィルム材質変更時に、各ユニットの位置調整が容易で、段取り作業が簡易にでき、製袋工程でのロス削減に繋がる製袋装置を提供することにある。
【解決手段】表裏二枚のフィルムを間欠搬送し、前記表裏フィルムの所定領域にシールを行って、袋状に形成する製袋機において、フィルム上に印刷されている印刷ピッチ毎のマークをマークセンサーから読み取る機構と、その読み取った値から、断裁機構からシールユニット、前記冷却ユニットまでの距離を算出する機構と、算出された距離をレール上を移動するレーザーポインターを用いて照射し明示する機構と、を備えたことを特徴とする製袋装置である。
(もっと読む)
収納袋及び収納袋の梱包構造
【課題】 積層気泡シートのみからなる収納袋を所定の載置面に容易かつ確実に固定でき、サイズの異なる複数の収納物の収納にも柔軟に対応が可能で、さらに、リサイクル性や易開封性にも優れた収納袋を提供する。
【解決手段】 積層気泡シート2により形成される収納袋1であって、積層気泡シート2が、内部に収納物を収納可能な収納空間11aを有する袋状に形成され、袋の一側に、収納空間11aに対して収納物を出し入れ可能な開口11bが形成されるとともに、開口11bの縁部が、折り曲げられて当該開口11bを覆って収納空間11aを外部から封止する蓋部12となる袋本体11と、袋本体11が載置される載置面に接する当該袋本体11の表面に備えられる、当該載置面に貼着可能な袋本体貼着部13と、蓋部12の開口11bを覆った状態で袋本体11の表面と接する面に備えられる、当該袋本体11の表面に貼着可能な蓋部貼着部14を備える。
(もっと読む)
ラベル製造装置およびラベル印刷機
【課題】ラベルシートに使用される基材シートと接着剤との組み合わせが自由に行え、基材シートや接着剤を変更する際に、作業者が清掃や接着剤の除去作業等の作業負担を負うことのないラベル製造装置およびラベル印刷機を提供する。
【解決手段】基材供給ユニット11から基材シートBSを繰出駆動部13により繰り出す。接着フィルムAFに第1および第2剥離シートRL1、RL2を仮着して成るフィルム原反WFを接着フィルム供給ユニット60から供給し、第2剥離シートRL2を剥離ユニット70によって接着フィルムAFから剥離する。ラベル印刷機20において、基材シートBSに印刷を施すとともに、接着フィルムAFを貼付する。基材シートBSと接着フィルムAFと第1剥離シートRL1から成るラベルシートLSを切断機40に供給する。切断機40において基材シートBSにラベルの形状に対応した切れ目を形成した後、巻取ローラ41によってさらに移送し、製品巻取ユニット52で巻き取る。
(もっと読む)
角底袋製袋機における筋付け装置
【課題】筋付け装置における折返筋付けローラの容量を軽くしてこれの移動、交換を容易に行うことができるようにする。
【解決手段】紙筒の一面側を角底部で折り返すための折返筋L4,L4′を折り畳み前の袋用紙に入れる折返筋付けローラ部100,100′を有する角底袋製袋機の筋付け装置5において、上記折返筋付けローラ部を、上記袋用紙の筒状に成形後の一面側に谷折り状となる折り筋を入れるローラ対100bと、筒状の成形後の他面側のマチ部に山折り状となる折り筋を入れるローラ対100aとし、各ローラ対を軸方向に離隔して軸に取り付けた複数のフランジ102a〜102f,102a′〜102f′,Fにて構成し、各ローラ対の一方に筋付け刃103,106を、他方にこの筋付け刃を受ける刃受け104,105を、それぞれローラを構成するフランジの外周部に軸方向に掛け渡し固定した構成になっている。
(もっと読む)
段ボールシートの折り曲げ方法及び装置
【課題】形状やサイズが特殊な複数種類の段ボールシートの折り曲げ加工を1台の折り曲げ装置で可能にする。
【解決手段】駆動側及び操作側折り畳みベルト26を段ボールシート3の搬送速度に同期させて矢印方向に走行させながら、折り畳みベルト26で折り畳みパネル3a、3bを折り畳む。フォルディングバー48で折り畳みベルト26の折り畳み折り畳み動作を補助する。一方の折り畳みパネル4aが機械幅方向に長い特殊仕様の段ボールシート4を折り畳むときは、折り畳みパネル4aに干渉する過程にある駆動側プーリ37を下方に下げ、駆動側折り畳みベルト26をプーリ76,77に架け替える。代わりに追加フォルディングバー80で折り畳みパネル4bを折り畳む。また、長いフォルディングバー48を短いフォルディングバー78に取り替える。
(もっと読む)
段ボールのスリット加工を行うスリッタおよびそのスリッタを備えたスリッタスコアラ
【課題】段ボールの厚さに応じて、搬送経路上の段ボールに対するスリッタナイフおよびナイフ受け部材の上下方向の位置を調整することにより、オーダ変更により段ボールの厚さが変更された場合でも、段ボールのばたつきを防止し、スリット加工を精度よく行う。
【解決手段】スリッタ33Aは、スリッタナイフ331Aとナイフ受け部材330Aとを有する。下方支持ブロック454および上方支持ブロック443は、スリッタナイフ331Aおよびナイフ受け部材330Aを上下方向に変位可能に支持する。スリッタスコアラ制御装置142は、ナイフ受け部材330Aが段ボールの上面と接触可能なナイフ受け作動位置に位置するように段ボールの厚さに応じてインダクションモータ437を制御し、スリッタナイフ331Aがナイフ受け部材330Aと所定の噛合い量となるナイフ作動位置に位置するようにインダクションモータ447およびエアシリンダ459を制御する。
(もっと読む)
複数のX−Yカッターを使用して印刷されたラベルを仕上げるためのシステム
ラベル仕上げステーション(210)は、ウェブ(224)の幅にわたって列又は並びに形成された複数のイメージ(341A)があるように配置されたラベル(342)のための印刷されたイメージ(341A)を支持するウェブ(224)を収容する。イメージ(341A)は、ウェブ(224)の長さに沿った縦方向の列に配置される。切断ステーション(250)は、同時に各列又は並びを形成する複数のラベル(342)を切断する複数のカッターヘッド(252A−252D)を支持する。ラベルの周辺が切断されたウェブ(224)は、縦方向に切り開かれ、ラベルの仕上げロール(344、352)の中に形成される。 (もっと読む)
チャック付袋体及びその製造方法
【課題】袋体の大きさを変化させることができ、書類用袋体と液体物袋体等のような大きさの異なる袋体として複数の用途に使用できるチャック付袋体、及びその製造方法の提供を目的とする。
【解決手段】一方に開口部11を有する袋本体10に、袋本体10の開口部11側の所定の領域を切り離すのを補助する切断補助線40が形成され、かつ、袋本体10における切断補助線40の開口部11よりも遠い側の内面に、雄爪部及び該雄爪部に着脱可能に嵌合する雌爪部を有し、袋本体10を部分的に密封する第1のチャック部20が形成されており、開口部11と切断補助線40の間に、切断補助線40から延出する延出部12が設けられているチャック付袋体1。また、チャック付袋体1の製造方法。
(もっと読む)
角底袋の製造装置及び製造方法
【課題】シート状の素材により角底袋を製造する際に要する工数を大幅に削減することができる製造装置及び製造方法を提供する。
【解決手段】一定方向に送られるシート状の素材を底壁形成領域P1とその底壁形成領域P1の両側に折り線P3を介して連続する周壁形成領域P2とに区成すべく折り曲げる内面側案内部材1と、この内面側案内部材1の下流側に配設され前記底壁形成領域P1を外面側から押圧して谷折状態にする外面側案内部材2と、この外面側案内部材2により谷折状態とされた前記底壁形成領域P1とこの底壁形成領域P1に重ね合わされた前記両周壁形成領域P2とに対して送り方向に所要の間隔をあけてシール加工を施すシール手段4とを具備する。
(もっと読む)
袋装着装置及び袋装着装置のフィルムロール自動交換機構
【課題】容器に内袋を自動的に装着する袋装着装置において、フィルムロールの交換作業の手間を軽減すると共に、その交換作業の時間を短縮させる。
【解決手段】フィルムロール200から引き出したフィルム2で内袋を自動製袋し、容器3に内袋を装着する袋装着装置Aに、フィルムロール200を支持する袋材支持機構10と、フィルムロール200から引き出したフィルム2の先端を把持し、所定位置で待機している容器3の開口部近傍へ送り込む移動機構20と、フィルムロール200から引き出されたフィルム2を移動機構20に案内するガイド機構15と、交換用のフィルムロール200を保持し、そのフィルムロール200を袋材支持機構10に搬送するロールリフタ80と、交換用のフィルムロール200から引き出したフィルム2を把持し、フィルム2をガイド機構15に掛け渡すフィルムセット機構90とを設ける。
(もっと読む)
コルゲートマシン
【課題】スリッター装置の切り換え時において、トリム部分を適正な大きさで確実に切断してトリム吸入口ヘのトリム部分の吸入及び吸入停止を確実にするコルゲートマシンを得る。
【解決手段】段ボールシートSの両端部をスリッタースコアラー装置12のスリッター軸18の最外側のカッター19によりスリットすることで、段ボールシートSの両端部にトリム部分Tが発生する。スリッタースコアラー装置12に対して段ボールシートSの搬送方向下流側に、トリム部分Tを吸入する為のトリム吸入口20が支持台26を介して設置される。各スリッタースコアラー装置12のスリッター軸18とトリム吸入口20との間とされる箇所に、スリッタースコアラー装置12の幅方向に沿って移動させる移動機構30を介して、トリム部分Tの始端及び終端を切断する為のトリムカット装置36の本体部分が設置される。
(もっと読む)
パッケージアセンブリシステムフォームの終わり
【課題】改良されたパッケージアセンブリを実行する方法及びシステムを提供すること。
【解決手段】二次元モデルを得るために知識ベースに問い合わせをし(S205)、三次元図形を二次元表示へ変換し(S210)、アセンブリ規則を得る為に、パッケージ規則のセットにアクセスし(S215)、二次元図形表示を付与するように印刷装置に指示し(S220)、三次元パッケージモデルを得る為に、アセンブリ規則の適用をアセンブリ装置に指示し(S225)、アセンブリ装置と印刷装置の動作をモニタし(S230)、規則の適用の変更が必要であれば(S235)、規則の適用を変更する(S240)。ユーザ入力から一つ以上の用語を判定し(S305)、各用語が属性の整合性を判断し(S310)、ユーザ入力による用語を全て解析し(S315)、属性が選択され(S320)、二次元モデルが得られる(S325)。
(もっと読む)
シート類包装体ヒートシール装置
【課題】本発明は精度の低下を生じることなく、如何なる種類、サイズに対しても効率良く生産できるヒートシール装置を提供する。
【解決手段】本発明のシート類包装体ヒートシール装置は、前記ヒートシール機構が前記製袋用フィルムの進行方向に対して垂直の位置に平行に併設された複数個の前記ヒートシール機構からなる2連ヒートシール機構からなり、前記連結機構が該2連ヒートシール機構の加圧ヒートシール部を支持する前記枠体部の底板の下方両端に、一対のレール上を摺動するレール摺動部材と、その中間に前記駆動源に連結する結合部材と、その結合部材に前記2連ヒートシール機構の間隔を調整する間隔調整部材からなり、前記駆動機構が該駆動源を該結合部材に固定された可動子とその側壁に固定された固定子のリニアモータからなることを特徴とする。
(もっと読む)
段ボールシート製造装置
【課題】測定誤差を補正するための補正データに従って段ボールのオーダ変更位置を変化させ、オーダ変更位置で切断された先行する段ボールから、所定シート長さの段ボールシートを不良品なく順次製造する。
【解決手段】オーダ1の1枚目シート部分後端が切断されたと判断されれば(S10)、データメモリ130に記憶された多数の補正データの中から、オーダ1の搬送速度、段ボールの紙質、フルートの種類という運転条件に合った補正データが読み込まれ(S11)、補正データに従って測定誤差が算出される(S12)。補正データは測定搬送長さLXに対する測定誤差の比率αであるから、測定誤差は搬送長さLXと比率αとを掛けた値となる。後端追跡長さがロータリーシャ制御装置141に指令される(S13)。後端追跡長さは、位置P1と100枚目シート部分後端との距離と測定誤差とを合計した長さである。
(もっと読む)
段ボール製容器の深さを変えるための金型システム
本発明は、互いに向かい合わせで配置されている、可動金型部分10と固定金型部分20とを備える、段ボール製容器を製造するための金型システム1に関するものであり、金型システム1によって、段ボール・ブランク及び底部に連設された壁59から押圧される底部57、及び壁を取り囲み、プラスチックで少なくとも部分的に鋳造され、壁の上縁に連設されたリム50を有する容器500を製造することができ、これにより、固定金型部分20に関して移動可能な前記金型部分10は、コア41と、コア41に関して移動可能であり、シール表面5aを有し、コア41の周りを囲む、板状シール・リング5と、コア41とシール・リング5との間に合うように挟装することができ、容器上にリム50を形成するために使用される、シール・リング5とコア41の両方に関して移動することができる、カラー・リング6とを備える少なくとも1つのコア・プレート4を備え、固定金型部分40は、金型キャビティ71及びシール表面7aを備える少なくとも1つの金型プレート7を有する。本発明による金型システム1において、挿入部720は、金型キャビティ71の基部71bで支持され、取り外し可能なように基部71bに取り付けられ、これにより金型キャビティの深さHをその高さhだけ小さくし、したがって、挿入部720の連続表面71bは、金型キャビティの新しい底部71bとして働き、また段ボール・ブランクの圧縮段階で金型キャビティの内側を貫通するコア41の部分の長さHは、それぞれ、コア・プレート内のコア41を短いコアで置き換えるか、又はその長さを変えないコア41の基礎部分41gに、その長さを変えられる取付具部分41fを取り外し可能なように取り付けることによって、挿入部の高さhだけ短縮することができ、これにより、コア又はコアの前記取付具及び互いに対応する金型キャビティの基部の挿入部720は、容器壁59の上縁からの、段ボール・ブランクから押圧される、製造される段ボール・ブランクの深さ、つまり、容器底部57の距離を変えるために使用できる。 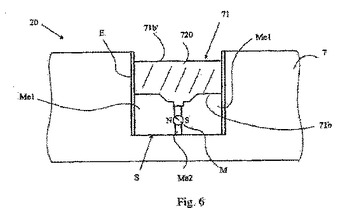 (もっと読む)
(もっと読む)
1 - 20 / 42
[ Back to top ]