
Fターム[3E075DB12]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(切断、罫線入れ) (1,782) | 加工の種類 (1,056) | 切断 (504)
Fターム[3E075DB12]の下位に属するFターム
送り方向 (81)
送り方向に交差する方向 (309)
Fターム[3E075DB12]に分類される特許
1 - 20 / 114
製袋断裁打ち抜き装置
【課題】トムソン型の打ち抜き装置を備えた製袋機において、運転中に起こる製袋フィルムの蛇行や、送りピッチの変化によって製袋品の絵柄に対して、打ち抜き位置が変わってしまう場合に、製袋機を停止させずに打ち抜き部の位置調整を可能とした製袋断裁打ち抜き装置を提供する。
【解決手段】間歇走行する製袋フィルムを打ち抜くトムソン型の打ち抜き部を備えた製袋断裁打ち抜き装置であって、製袋フィルムを打ち抜くトムソン刃とトムソン刃に対向する位置に設けられた刃受け台を有する製袋フィルム打ち抜き部と、走行中の製袋フィルムのX、Y、Θの方向のずれ量を測定する手段と、測定されたずれ量に応じて製袋フィルム打ち抜き部の位置調整量を算出する手段と、算出された位置調整量に応じて製袋フィルム打ち抜き部を製袋機が運転中に移動する手段と、を備えたことを特徴とする製袋断裁打ち抜き装置。
(もっと読む)
インモールドラベル成形用のラベル形成装置及びラベル形成方法

【課題】ラベルの形成を長時間に亘って連続して行うことができ、ラベル形成作業を効率的に行う。また、形成しようとするラベルに応じた打抜形成部を用意して交換する必要がなく、ラベル形成コストが低減する。
【解決手段】ラベル形成領域に移送されたラベルシートの各ラベル図柄に対してレーザ光発振手段から出力されるレーザ光をレーザ光走査手段によりラベル図柄の外形に沿って出力して溶融切断することによりラベルを形成する。
(もっと読む)
ラベル型抜き方法及びその装置
【課題】ラベル台紙に抜き型刃の刃跡が残らないようにしたラベル紙型抜き加工を、抜き型刃に貼着剤が付着することがなく、また抜き型刃にラベルが付着することがなく、さらに抜き型刃の高さ調整を容易に、かつ短時間にて行うことができるようにする。
【解決手段】ラベル原紙1の走行途中で、このラベル原紙のラベル紙3からラベル台紙2を剥離して迂回路7を走行させ、その後、このラベル台紙をラベル紙に再貼り付けして走行するようにし、上記ラベル台紙が迂回路を走行している間に、ラベル紙の裏面にダミー紙8を重なり沿わせて走行させ、このダミー紙との重なり位置にてラベル紙の表面側からラベル絵を型抜き装置16にて型抜き加工を行うようにした。
(もっと読む)
ラベル連続体
【課題】粘着剤のはみ出しがなく、巻き取った際にラベルの跡が付きづらいラベル連続体を提供する。
【解決手段】長尺帯状の剥離シート上に、基材と粘着剤層からなるラベルが複数枚設けられたラベル連続体であって、前記基材および粘着剤層の端面とラベル間の剥離シート面が、エネルギー線硬化性化合物の硬化物からなる被覆層により被覆されているラベル連続体である。
(もっと読む)
箱及びその製造方法
【課題】材料使用量が最小限に抑えられ、少数の機械を用いて純機械的に製造することができる箱構造を提供する。
【解決手段】箱21は、被覆処理された複数部分からなる箱部材1を基礎構造として作られ、2つの別個の同じく被覆処理された側壁13,14がこれに接着される。複数部分からなる箱部材1は、底面10と、他の2つの側壁11,12と、を含んでいる。2つの別個の第3及び第4の側壁13,14は、複数部分からなる箱部材1のエッジに対して同一面上に並ぶように、またはこれより若干引っ込むように舌部4.1,4.2に接着され、複数部分からなる箱部材1は、いわば第3及び第4の側壁13,14を囲むように折り曲げられる。その結果、形状の安定した箱が得られ、その最も単純な形態では、上方が開いた箱である。
(もっと読む)
ガゼット状シート開口装置およびこれを有する袋敷設装置
【課題】この発明は、袋体形成用シートの位置を正確に制御することができ、確実に開口することができる袋体形成用ガゼット状シート開口装置および袋敷設装置を提供することを目的とする。
【解決手段】上述の課題を解決するため、この発明のガゼット状シート開口装置1は、筒状プラスティックフィルムの両側部を内側に折り込んで帯状に折りたたんだ袋体形成用ガゼット状シートxを開口するガゼット状シート開口装置であり、ガゼット状シートxの内側折り込み面x1に対し筒の内側から接する内面ガイド部材3と、ガゼット状シートxの内側折り込み面でない面x2に対し筒の内側から接する外面ガイド部材2を有し、内面ガイド部材3と外面ガイド部材2を所定の間隔で設けた対を4組有するガイド群を備えており、ガゼット状シートxの筒の内部に設置される。
(もっと読む)
緩衝材製造装置、緩衝材の製造方法及び緩衝材用シート
【課題】緩衝材用シートの幅方向の両側から空気室に空気を供給することができ、生産性や商品としての付加価値などを向上させることができる緩衝材製造装置、緩衝材の製造方法及び緩衝材用シートの提供を目的とする。
【解決手段】緩衝材製造装置1は、筐体2、巻出手段3、ガイド手段4、カッタ5、空気供給手段6及び溶着手段7などを有しており、緩衝材用シート10を搬送しながら、該緩衝材用シート10の幅方向の両側から空気室12に空気を供給し、膨らんだ空気室12の給気口13をシールする。
(もっと読む)
環境対応に優れた紙製容器の製造方法
【課題】接着剤の使用量を激減し、極めて簡単な方法で製造でき、かつ、意匠性にも優れた紙製容器の製造方法。
【解決手段】筒状側壁aと地板bとから成る容器本体Aと、筒状側壁a’と天板cとから成る蓋体Bとで構成される紙製容器の製造方法であって、筒状側壁a、a’が、特定長さ、特定高さ、および舌片を備えたブランクを切り出す工程、折返部に少量の接着剤を付与する工程、側壁上に上下の折返部を折り返して重ね合わせて接着して外装材とする工程、折返部を重ねた外装材上に補強材を段差を設けて接着剤で重ね合わせて側壁重合体を得る工程、該重合体を折り曲げ筒状側壁a、a’を製造する工程、得られた筒状側壁a、a’の段差に地板若しくは天板を接着剤で固定する工程、により容器本体若しくは蓋体を製造する紙製容器の製造方法。
(もっと読む)
化粧シートまたは壁紙を使った袋の生産方法及び袋
【課題】建物の内装用の化粧シートまたは壁紙から切り取られた端切れを袋等に加工して、廃棄物となる端切れを有効利用してリサイクルに貢献する。
【解決手段】
化粧シート2の端切れ3を折って組み立てて、側縁や底縁を接着して袋1を製作する。この接着のための接着剤は、上記水が浸透する親水性の化粧シート2に浸透しない、疎水性、油性または親油性のものが選ばれ、ゴム系接着剤が最適である。薄い金属フィルムを挟んで、袋1を組み立てる前の化粧シート2の表面に対して、凸版の押し版12を加熱して押しつける。この押し版12の加熱温度・転写温度、凸版の深さまたは加圧力は、転写される転写箔11及び押し版12の特性で決まる「通常」の加熱温度・転写温度、凸版の深さまたは加圧力に比べ、10%乃至60%または20%乃至70%増加される。これにより、化粧シート2の表面に凹凸があっても、転写箔11をきれいに転写付着できる。
(もっと読む)
シート状電極の製袋自動包装機
【課題】ロール状フィルムから1枚ずつ製作されるセパレータとしての袋にシート状電極を自動的に封入することができる生産効率の高い製袋自動包装機を提供すること。
【解決手段】ロール状包装用フィルムから一枚ずつの袋(g)を製作する製袋部10と、多数の小穴が形成されたベルトの下面に真空吸引器を配置した搬送ベルトコンベア38と、製袋部の切り離し用ベルトコンベア27上の袋を搬送ベルトコンベア38上に間欠移送する受け渡し用ベルトコンベア48と、供給されるシート状電極(m)を収めて袋(g)に挿入する多数のガイド70を夫々進退及び左右に開閉自在に設け、搬送ベルトコンベア38のベルトと同期して間欠回転するガイドベルトなどの外周に各ガイドのベース63を取り付けたガイドトラック60と、シート状電極(m)が収納された袋(g)の開口部(h)近くの所定箇所にポイントシールを施すポイントシール手段80とからなる。
(もっと読む)
ラベル連続体およびラベル連続体の加工方法
【課題】ラベル片を一枚ごとセパレータから剥がし易いようにセパレータに切込み線からなる背割りを設けたにも関わらず、ラベル片が歪んだりシワが生じることがなく、さらに、ラベルプリンタで印字する際には紙が破れたり、印字障害が発生することがないラベル連続体およびラベル連続体の加工方法を提供する。
【解決手段】ラベル基材5と粘着剤層6とセパレータ7とがこの順に積層された長尺帯状の粘着紙2に、ラベル基材5側から粘着剤層6に至るハーフカットを所定間隔で繰り返し、ラベル片4の周囲のラベルカス9を除去したラベル連続体10である。前記セパレータ7に長手方向に延びた切込み線からなる背割り8を形成する。その背割り8は、ラベル連続体10の長手方向と平行な部分と、非平行な部分とを組み合わせて形成しておく。
(もっと読む)
変形箱の製造方法及び変形箱
【課題】ボール紙製で、周囲が直線或は凹曲線となっている天板紙(ソコ板紙)とその周囲に側面胴板紙を接着し組み合わせる変形箱の製造において、成形用木型を必要としないようにして、投資額を少なくするとともに作業スペースも少なくし、多数ロット、少ロットの製造・注文に関係なく一定価格のコストで変形箱を提供できるようにしようとするもの。
【解決手段】ボール紙1製で、周囲が直線或は凹曲線となっている天板2紙(ソコ板紙)とその周囲に側面胴板3紙を組み合わせてなる変形箱において、天板紙(ソコ板紙)とこの天板紙に対応する側面胴板紙を予め切断しておき、側面胴板紙の下辺内側に極細幅の両面接着テープ4の片面を接着して接着面5を形成し、この接着面を天板紙(ソコ板紙)周囲に仮接着して変形箱本体を形成し、この仮接着部分に更に接着剤6を塗布して天板紙(ソコ板紙)と側面胴板紙を本接着するようにした変形箱の製造方法。
(もっと読む)
インモールドラベル成形用ラベル切断装置及びラベル切断方法
【課題】下型及びパンチによりラベルシートから所望形状のラベルに型抜き形成する上らいの装置及び方法に比べ、ラベルシートに対して非接触でラベルを切断することができ、切断抵抗によりラベルが伸びたり、変形したりするのを防止し、長期わたって安定的に所望形状のラベルに切断形成する。ラベルシートに対してレーザ光による非接触でラベルを切断することができ、切断時におけるラベルの位置ずれを低減して金型内へのラベル装着を高い精度で行う。ラベルシートからラベルを切断する際に、反射レーザ光によるラベル外縁の溶融を防止したり、レーザ光の熱で炭化されたシート成分がラベルに付着して品質を低下させたりするのを防止する。
【解決手段】ラベルシート5の移送方向上手側に配置され、ラベルシート5に対して移送方向及び移送直交方向へ移動するレーザ光出力手段9から出力されるレーザ光をラベル地5aの外形に沿って照射してラベルを溶融切断する。
(もっと読む)
シート製造装置および製造方法
【課題】良質の接着シートが剥離シートに適切に仮着された原反を確実に製造可能なシート製造装置および製造方法を提供する。
【解決手段】シート製造装置1は、第1原反R1を繰り出す第1繰出手段10と、第1原反R1を所定形状に切断して接着シートS1および剥離シート切断部分RL1Aを形成する切断手段20と、第2剥離シートRL2から不要シートS2と剥離シート周囲部分RL1Bを剥離して第2原反R2を形成する第1剥離手段30と、第2原反R2の接着シートS1から剥離シート切断部分RL1Aを剥離する第2剥離手段40と、第3剥離シートRL3を繰り出す第2繰出手段60と、第3剥離シートRL3を接着剤層ADを介して接着シートS1に仮着して第3原反R3を形成する転写ローラ70と、第3原反R3から第2剥離シートRL2を剥離して第4原反R4を形成する第1回収手段80とを備えている。
(もっと読む)
シート製造装置および製造方法
【課題】良質の接着シートが剥離シートに適切に仮着された原反を確実に製造可能なシート製造装置および製造方法を提供すること。
【解決手段】シート製造装置1は、第1原反R1を繰り出す繰出手段10と、帯状接着シートSから剥離シートRLを剥離する第1剥離ローラ20と、帯状接着シートSを吸着保持する保持手段30と、帯状接着シートSから剥離された剥離シートRLを迂回させる迂回手段40と、帯状接着シートSを所定形状に切断して接着シートS1を形成する切断手段50と、切込刃511を洗浄する洗浄手段60と、迂回させた剥離シートRLに接着シートS1を再仮着して、接着シートS1と剥離シートRLから構成される第2原反R2を形成する再仮着ローラ80と、接着シートS1の周囲に形成される不要シートS2を巻き取る巻取手段90と、第2原反R2を巻き取る回収手段100とを備えている。
(もっと読む)
インモールドラベル成形用ラベル切断装置におけるラベルシート移送装置及びラベルシート移送方法
【課題】ラベルが打ち抜かれた部分と打ち抜かれていない部分とで引張り強度や伸び量が大きく異なる場合であっても、皺の発生を防止しながらラベルシートを確実に直線状態で移送して次に切断されるラベル個所をラベル切断位置へ高い位置精度で確実に供給する。
【解決手段】左右移動部材を作動して移送直交方向の外側へ移動した支持部材を内側へ移動してラベルシートの移送直交方向の両端部に位置させた後、上下移動部材を作動して把持部材を上方へ移動してラベルシートの移送直交方向両端部を挟持させる。次に移動部材を作動して可動体を移送方向下手に向かって移動してラベルシートの次のラベル個所を切断位置へ移送して供給する。
(もっと読む)
合成樹脂フィルム製袋及びその製法
【課題】製造に際してゴミの発生をなくすことを可能にする。
【解決手段】内側に折り込まれる折り込み部12を左右両側に有した偏平なチューブ状フィルムの幅方向全体にわたって延びて前記折り込み部12を含めたすべてを一体に熱溶着する全体シール部14aと、前記折り込み部12を有する部位における前記全体シール部14aの長手方向の途中から左右両側斜め上方に向けて延びて上側2枚のフィルムと下側2枚のフィルムをそれぞれ別々に熱溶着する部分シール部14bとを有する前記角底形成部14を長手方向の両端に備えた両端角底形成体22を得る。その後、この両端角底形成体22の長手方向における角底形成部以外の部位に対して、提げ手となる延長部の外形線と同じ切断線で切断して、1枚の両端角底部形成体から2枚の合成樹脂フィルム製袋11(11a,11b)を得る合成樹脂フィルム製袋の製造方法。
(もっと読む)
インフレーション成形袋及びその製造方法
【課題】凹凸状の縦筋部を袋の両側部に形成して袋の把持を良好に行うことで全体の厚みを薄くすることができるとともに、平坦で薄肉の部分を形成して印刷などを容易に行うことができるインフレーション成形袋及びその製造方法を提供する。
【解決手段】インフレーション成形袋10は、インフレーションフィルム11が円筒状に形成され、その底部が熱溶着部12でシールされて袋状に形成されている。インフレーション成形袋10の両側部には、突条による縦筋14が複数形成された縦筋部15が設けられ、該縦筋部15間には縦筋部15における厚みより薄く形成された平坦な薄肉部17が形成されている。この薄肉部17の表面には、被収容物を表示する印刷が施された印刷部18が形成されている。縦筋部15の幅Sは、被収容物を袋内に収容する際の包装機のチャックが把持可能となるように設定されている。
(もっと読む)
チャック付二重袋及びその製造方法
【課題】外袋の内部に更に内袋が収納され、チャックによって各袋を封止するチャック付二重袋を連続形成することが可能なチャック付二重袋を提供する。
【解決手段】帯状のフィルムの長手両側縁の近傍にチャックの雌型テープ11と雄型テープ12とが別々に接着された外袋用フィルムにて外袋10を形成する。帯状のフィルムの長手両側縁の近傍にチャックの雌型テープ21又は雄型テープ22の一方が接着され、外袋10の内側面に接着されたチャックの他方に嵌合するように仕切り片20Aを設ける。
(もっと読む)
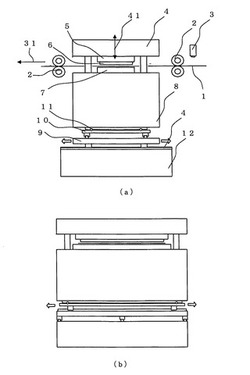
角丸加工装置
【解決手段】角丸加工装置は、投入部24に、湾曲した内面を有する台板30を設け、チャック付袋26のチャック側端部がその湾曲した内面に沿うように、チャック付袋26を台板30上に立ててストックする。ストックされた多数のチャック付袋の一番内側のものを、取出し部74において、真空パッド76で取り出し、搬送部86に送る。搬送部86によってチャック付袋26が加工位置まで搬送されると、それの搬送方向先端が、加工部98に設けているストッパ100に当接して、チャック付袋26が加工位置に停止する。そして、4つの切断刃102を下降すると、チャック付袋26の4つの角が角丸加工される。
【効果】投入部において複数のチャック付袋を効率よくストックできるので、全体として小型の角丸加工装置を得ることができる。
(もっと読む)
1 - 20 / 114
[ Back to top ]