
Fターム[3E075FA13]の内容
紙容器等紙製品の製造 (16,236) | 制御、又は制御を伴わない伝達、調整機構 (1,210) | 制御 (1,147) | 制御内容 (196) | 加工材料、付属品の位置決め制御 (63)
Fターム[3E075FA13]に分類される特許
1 - 20 / 63
封書作成システム
封書作成システム
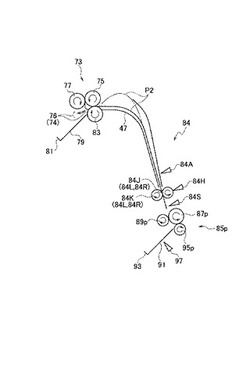
【課題】4つ折り形態のように搬送方向に長い封筒用紙を折り曲げる際に用紙幅方向の位置合わせを小型の装置で短時間で行うことができる封書作成システムを提供することを課題とする。
【解決手段】本発明に係る封書作成システムは、内容物を内包しながら封筒用紙P2を折り曲げるシステムであり、封筒用紙P2の3つ折り形態と4つ折り形態との切り替えが可能とされている。そして、内容物を内包する前に封筒用紙を最初に折り曲げる前折り部73と、前折り部73で折り曲げるか否かを切り替える切替部74と、前折り部73の搬送方向下流側に配置され、内容物を内包しながら封筒用紙P2を折り曲げる前に、封筒用紙P2の搬送方向に直交する搬送直交方向に封筒用紙P2を位置合わせする軸方向位置合わせ部84と、を備えている。
(もっと読む)
輪転式エンボスユニットを用いて製品をエンボス加工する方法

【課題】比較的高い生産能力および精度が得られるエンボス方法を提供する。
【解決手段】輪転式エンボスユニット10を用いて製品2をエンボス加工する方法であって、少なくとも1つのエンボスローラ13の回転を、センサによる製品2上のマーク26の検出に応じて制御する。
(もっと読む)
ガゼット状シート開口装置およびこれを有する袋敷設装置
【課題】この発明は、袋体形成用シートの位置を正確に制御することができ、確実に開口することができる袋体形成用ガゼット状シート開口装置および袋敷設装置を提供することを目的とする。
【解決手段】上述の課題を解決するため、この発明のガゼット状シート開口装置1は、筒状プラスティックフィルムの両側部を内側に折り込んで帯状に折りたたんだ袋体形成用ガゼット状シートxを開口するガゼット状シート開口装置であり、ガゼット状シートxの内側折り込み面x1に対し筒の内側から接する内面ガイド部材3と、ガゼット状シートxの内側折り込み面でない面x2に対し筒の内側から接する外面ガイド部材2を有し、内面ガイド部材3と外面ガイド部材2を所定の間隔で設けた対を4組有するガイド群を備えており、ガゼット状シートxの筒の内部に設置される。
(もっと読む)
チャック付二重袋の製造方法
【課題】外袋の内部に更に内袋が収納され、チャックによって各袋を夫々封止するチャック付二重袋を連続形成することが可能なチャック付二重袋を提供する。
【解決手段】上部の外袋用フィルム1Aを仕切り用フィルム2から上方に持ち上げて加工空間を形成する。該加工空間と下部の外袋用フィルム1Bとに熱シール用の一対の内チャック用熱板30を配置する。該内チャック用熱板30で上下の外袋用フィルム1のいずれか一方と仕切り用フィルム2との間に配した内袋用チャックテープ3を接着する。接着された内袋用チャックテープ3を分離して仕切り用フィルム2と下部の外袋用フィルム1Bとの間に加工空間を形成する。該加工空間と上部の外袋用フィルム1Aの上方とに一対の内チャック用熱板40を配置する。該内チャック用熱板40で仕切り用フィルム2と上部の外袋用フィルム1Aとの間に配した外袋用チャックテープ4を接着する。
(もっと読む)
製袋装置
【課題】簡単な構成でフィルム材の搬送時の振動或いは装置の振動に起因するフィルム材の蛇行や斜行を修正するとともに、連続動作中の監視や調整の時間および構成を軽減あるいは不要とし、フィルム材の送り速度の高速化が可能で、生産効率が向上される製袋装置を提供すること。
【解決手段】袋状包装容器の製袋装置100であって、フィルム材Fの表面に設けられたマークMを複数の位置で同時に認識する光学検知手段140と、斜行補正手段150を有すること。
(もっと読む)
製袋装置
【課題】簡単な構成で張力変動を防止するとともに、正確な初期条件の設定を可能とし、連続動作中の監視や調整の時間および構成を軽減あるいは不要とし、フィルム材の送り速度の高速化が可能で、生産効率が向上される製袋装置を提供すること。
【解決手段】袋状包装容器の製袋装置100であって、張力検出ロール163の張力センサ164の検出値に応じて連続送り速度を制御する張力制御手段165を有すること。
(もっと読む)
印刷位置検出方法
【課題】可撓性シートに対する印刷型の配置が種々である印版を使用して印刷を行う際に、初期段階であっても段ボールシートに印刷される位置を正確に検出することができる、印刷位置検出方法を提供する。
【解決手段】可撓性シート21上の印刷型22の基準点Q3から予め定める所定距離の第一基準点Q1に、印刷型22より高さの低い被検出体30を取り付け、版胴11の回転に伴う被検出体30の通過を第一センサ31によって検出し、挟持点Q0に向かい搬送される段ボールシート1上に第二基準点Q2を設定し、第二基準点Q2の通過を第二センサ32によって検出し、第一センサ31による第一基準点Q1の検出点と挟持点Q0との距離N1、第二センサ32による第二基準点Q2の検出点と挟持点Q0との距離N2、及び、印刷型の基準点Q3と第一基準点Q1との距離に基づき、段ボールシート1において印刷型の基準点に対応する点Q3’を検出する。
(もっと読む)
製袋装置
【課題】簡単な構成で連続製造中のフィルム材の位置を検出、監視して、シール機構のシール手段の間隔の調整を容易とし、シールの位置ズレを防止するとともにフィルム材の送り速度の高速化を可能とし、生産効率が向上される製袋装置を提供すること。
【解決手段】フィルム材Fの所定箇所をシールする袋状包装容器の製袋装置100であって、フィルム材Fの表面に設けられた複数のマークMをそれぞれの位置で同時に認識する光学検知手段140と、複数のシール手段171の送り方向の位置を調整するシール位置補正手段180を有すること。
(もっと読む)
製袋装置
【課題】簡単な構成でフィルム材の張力変動、シール位置のズレ及びや蛇行や斜行を防止するとともに、正確な初期条件の設定を可能とし、連続動作中の監視や調整の時間および構成を軽減あるいは不要とし、フィルム材の送り速度の高速化が可能で、生産効率が向上される製袋装置を提供すること。
【解決手段】フィルム材Fの所定箇所をシールする包装容器の製袋装置であって、張力検出ロール163の張力センサ164の検出値に応じて連続送り速度を制御する張力制御手段と、フィルム材Fの表面に設けられた複数のマークをそれぞれの位置で同時に認識する光学検知手段と、斜行補正手段と、複数のシール手段171の送り方向の位置を調整するシール位置補正手段を有すること。
(もっと読む)
包装紙印刷装置及びプログラム
【課題】包装紙に模様以外の個別情報を印刷する場合に、被包装物を包装したきに個別情報が包装紙の他の部分で隠れずに見える位置にその個別情報が印刷できるようにする。
【解決手段】包装条件DB136には、包み方ごとに、その包み方に対応する包装紙寸法の求め方、個別情報の印刷場所の候補の求め方、及び包装紙の裏面に印刷する包み方のガイド画像の求め方の情報が記憶されている。被包装物形状・寸法入力UI113に対して被包装物の形状・寸法が指定され、包み方指定UI119に対して包み方が指定されると、DB検索部122は、包装条件DB136からその包み方に対応する情報を検索し、その情報を用いて適切な包装紙の寸法、個別情報の印刷場所の候補、及び裏面用のガイド画像を求める。それら印刷場所の候補からユーザが個別情報の印刷先を選択すると、表面データ生成部124が包装紙表面用の印刷画像として、その場所に個別情報が配置された画像を生成する。
(もっと読む)
インモールドラベル成形用ラベル切断装置及びラベル切断方法
【課題】下型及びパンチによりラベルシートから所望形状のラベルに型抜き形成する上らいの装置及び方法に比べ、ラベルシートに対して非接触でラベルを切断することができ、切断抵抗によりラベルが伸びたり、変形したりするのを防止し、長期わたって安定的に所望形状のラベルに切断形成する。ラベルシートに対してレーザ光による非接触でラベルを切断することができ、切断時におけるラベルの位置ずれを低減して金型内へのラベル装着を高い精度で行う。ラベルシートからラベルを切断する際に、反射レーザ光によるラベル外縁の溶融を防止したり、レーザ光の熱で炭化されたシート成分がラベルに付着して品質を低下させたりするのを防止する。
【解決手段】ラベルシート5の移送方向上手側に配置され、ラベルシート5に対して移送方向及び移送直交方向へ移動するレーザ光出力手段9から出力されるレーザ光をラベル地5aの外形に沿って照射してラベルを溶融切断する。
(もっと読む)
袋製造装置および袋製造方法
【課題】チューブ状の樹脂材料をチューブの中心軸と直角方向に二折りして一端部を融着してなるビニール袋を量産することのできる袋製造装置および袋製造方法を得ること。
【解決手段】樹脂製の薄い可撓性のチューブを所定幅の長尺物の形状に押しつぶした状態で巻回した樹脂ロールから繰り出された長尺物は、三角板を使用した第1および第2の折り畳み手段12、13によって搬送方向と直交する方向に順次折り畳まれる。この後、ヒートシール手段14で所定間隔を置いてヒートシールされた長尺物は切断手段15で切断されて個々の袋となる。
(もっと読む)
インモールドラベル成形用ラベル切断装置におけるラベルシート移送装置及びラベルシート移送方法
【課題】ラベルが打ち抜かれた部分と打ち抜かれていない部分とで引張り強度や伸び量が大きく異なる場合であっても、皺の発生を防止しながらラベルシートを確実に直線状態で移送して次に切断されるラベル個所をラベル切断位置へ高い位置精度で確実に供給する。
【解決手段】左右移動部材を作動して移送直交方向の外側へ移動した支持部材を内側へ移動してラベルシートの移送直交方向の両端部に位置させた後、上下移動部材を作動して把持部材を上方へ移動してラベルシートの移送直交方向両端部を挟持させる。次に移動部材を作動して可動体を移送方向下手に向かって移動してラベルシートの次のラベル個所を切断位置へ移送して供給する。
(もっと読む)
封筒製造機における封筒規制装置
【課題】 封筒の前端の位置と向きの規制を確実に行うことができるようにする。
【解決手段】 封筒規制装置5の封筒移送用ベルト11と封筒引き出し装置4との間に封筒前端検出センサ20を配設する。封筒移送用ベルト11はサーボモータ18によって駆動する。封筒前端検出センサ20とサーボモータ18を制御装置21に接続する。封筒前端検出センサ20と制御装置21によってサーボモータ18の回転数を制御することにより、移送される封筒相互の間隔のずれにより封筒引き出し装置4によって引き出されるタイミングにずれが生じたときに、封筒規制装置5における封筒移送用ベルト11の移動速度を該タイミングのずれに合うよう調整する。
(もっと読む)
テーパー形状紙容器の成形機
【課題】テーパー形状の容器シェルを成形する際にマンドレルに巻き付けたブランクの端部のズレを防止する。
【解決手段】複数のマンドレル12がターレット10の外周部に等間隔に取り付けられ、そのマンドレル12の旋回方向での前方側にブランク5を供給するとともにマンドレル12の外周面に巻き付けてテーパー形状をなす中空の容器シェルを成形する成形機において、ターレット10は、ブランク5を巻き付けるべき給紙位置21にマンドレル12を一時的に停止させるように構成され、その給紙位置21でかつマンドレル12に対するターレット10の回転方向での前方側にブランク5を供給するフィーダー22が設けられ、そのフィーダー22は給紙位置21にブランク5をマンドレル12の外周面の母線と平行になる方向から給紙するように構成され、かつその給紙方向を変えずにブランクを位置決めするように構成されている。
(もっと読む)
二重紙管およびその製造方法
【課題】特に貼着ラベル付き剥離シートを巻き取る時に、貼着ラベルが剥がれることなく巻き取ることができる。また、プラスチックフィルムなどのシート状物を巻き取る時においても、巻癖あるいは先端部の段差による型つきなどが生じることのない軽量性と強度性に優れた二重紙管およびその製造方法を提供する。
【解決手段】口径の小さい円筒状の内筒紙管2と、その内筒紙管2の外周に間隔部4をあけて配設する口径の大きい円筒状の外筒紙管3とからなるシート状物をロール状に巻きつける二重紙管1であり、内筒紙管2と外筒紙管3との間隔部4に硬質発泡樹脂5を介在してある。
(もっと読む)
折り畳みラベル
【課題】折り畳みラベルに多くの情報を記載する場合でも、情報をわかりやすく表示することができ、かつ、折り畳んだ状態でのラベルの浮き上がりを低減させることのできる折り畳みラベルを提供する。
【解決手段】折り畳みラベル1では、一枚のラベル用紙2の折り畳みと抜き加工によりに連続体として形成された複数層のラベル3が、裏面に接着剤層21を有するラベル台紙20の表面に取り外し可能に接着されている。折り畳まれたラベル連続体2の展開形状は、抜き穴5により角が丸められたラベル3がその抜き穴5と折線4とを介して複数行複数列に連なった形状を有する。
(もっと読む)
ティシュペーパー製品の製造方法
【課題】薬液が付与されたティシュペーパー製品をマルチスタンド式インターフォルダで効率よく生産する。
【解決手段】
マルチスタンド式インターフォルダの折畳み機構部を5〜30機で一組とし、 各組あたりに対応する幅の予め薬液を担持させた二次原反ロールを取付け、その二次原反ロールから二次連続シートを繰り出し、その二次連続シートを連続方向にスリットしてティシュペーパー幅と同幅の連続シートを形成し、そのスリットされた連続シートを各折畳み機構部へ供給して連続ティシュペーパー束を製造し、この連続ティシュペーパー束を所定長さに裁断して収納箱に収納するティシュペーパー製品の製造方法により解決される。
(もっと読む)
段ボールシート用製函機
【課題】フィードロールから送り出される段ボールシートが搬送コンベア上に移る際にスリップが発生することがない段ボールシート用製函機を提供する。
【解決手段】本発明の段ボールシート用製函機1は、異なる厚みの印版が取付可能な印刷シリンダ18によりシートSに印刷する印刷部6と、搬送コンベア28と、フィードロール4と、バックガイド40と、シートSをキッカー52により押し出すキッカー装置42と、キッカー及びバックガイドの相対位置を調整する調整機構70と制御装置10とを有し、制御装置は、搬送コンベア速度を印刷シリンダ外径周速と一致するよう制御し、フィードロールの回転速度を同一速度に保持し、調整機構によりキッカーのバックガイドに対する相対位置を調整してシート先端がフィードロールに到達する時点でのキッカー速度がフィードロールの回転速度と一致される。
(もっと読む)
1 - 20 / 63
[ Back to top ]