
Fターム[3E094DA06]の内容
基本的包装技術−容器の閉鎖 (6,223) | 閉鎖位置部 (809) | 袋口部 (524)
Fターム[3E094DA06]の下位に属するFターム
包装機内で袋を形成する時の縦シール (140)
包装機内で袋を形成する時の横シール (267)
Fターム[3E094DA06]に分類される特許
1 - 20 / 117
袋口加熱装置
シール装置
シール条件算出装置、及びシール条件算出方法
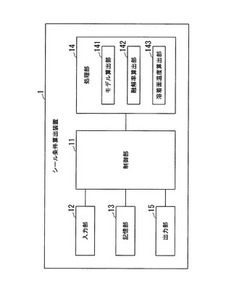
【課題】プラスチックフィルムのヒートシール加工における最適な溶着面温度を精度よく算出する。
【解決手段】シール条件算出装置1のモデル算出部141は、ヒートシール材料のシール時間に対応した溶着面温度の実測値に基づいて、ヒートシール材料に与えられる熱量が、ヒートシール材料の溶着面温度の上昇と、溶着面温度に対する確率分布によって表されるヒートシール材料の融解熱とに消費されることを示す溶着面温度特性モデルを算出する。融解率算出部142は、算出された溶着面温度特性モデルから得られるヒートシール材料の溶着面温度に対する融解発生の確率分布に基づいて、溶着面温度に対するヒートシール材料の融解率を算出する。溶着面温度算出部143は、算出された溶着面温度に対するヒートシール材料の融解率に基づいて、指定された融解率に対応した溶着面温度を出力する。
(もっと読む)
封筒裏付き防止装置

【課題】封筒に封入物を封入、封緘し、集積した際にフラップ部からはみ出した接着剤によって封筒同士が接着することを防止するための封筒裏付き防止装置を提供する。
【解決手段】封筒に封入物が封入され、接着剤が塗布されたフラップが折り畳まれて封緘された封筒が集積されたときにフラップからはみ出した接着剤によって封筒同士が接着し合わないように裏付き防止剤を塗布する装置であって、封入物が封入され封緘された封筒を搬送する封筒搬送部と、前記封筒搬送部内で封緘されたフラップ面に裏付き防止剤を塗布する裏付き防止剤塗布部と、塗布された裏付き防止剤を検査する裏付き防止剤検査部と、封筒排出部の少なくとも何れかを有する封筒裏付き防止装置を提供する。
(もっと読む)
製袋機
【課題】ヒートシール工程におけるシールバーの上下位置合わせを簡易に短時間で行うことを可能とする製袋機を提供する。
【解決手段】熱溶融層を持つ多層フィルムを上下のシールバーで挟み込み、熱と圧力を付加してヒートシールを行う製袋機であって、上側シールバー保持ユニットと、下側シールバー保持ユニットと、第一の長手方向位置調整機構と第一の短手方向位置調整機構と第一の回転方向位置調整機構と、第二の長手方向位置調整機構と第二の短手方向位置調整機構と第二の回転方向位置調整機構と、第一の長手方向変位量測定手段と第一の短手方向変位量測定手段と、第二の長手方向変位量測定手段と第二の短手方向変位量測定手段と、を備え、上下のシールバーの位置合わせを行うことを特徴とする製袋機。
(もっと読む)
ポケットティシュー包装体及びその製造方法
【課題】ポケットティシュー包装体を容易に製造する。
【解決手段】
【請求項1】
連続筒状包装フィルムに対して取手部を形成する工程と、連続筒状包装フィルムを裁断して開口部を形成する工程と、前記開口部からポケットティシューを挿入する工程と、前記開口部をポケットティシューが収納された状態で封止する工程と、を一連で行い、かつ、
前記取手部を形成する工程において、所定の溶着パターンの溶着ヘッドを、前記連続筒状包装フィルムに押し当てて当該溶着パターンで連続筒状包装フィルムを溶着するとともに、前記溶着ヘッドが連続筒状包装フィルムに押し当てられている状態で、陳列用穴を溶断により形成する、ポケットティシュー包装体の製造方法により解決される。
(もっと読む)
封入封緘システム
【課題】追封入可能なように封筒用紙を折り曲げても排紙不良が生じる懸念がない封入封緘システムを提供することを課題とする。
【解決手段】本発明に係る封入封緘システムは、内容物を内包しつつ封筒用紙を折り曲げて封書を形成する封筒形成部85を有する。また、互いに重ねられて押圧されると接着する一対の圧着糊を、封筒用紙外折り部分と、封筒用紙外折り部分が重ね合わせられる封筒用紙被重ね部分とにそれぞれ塗布する圧着糊塗布部88を有する。更に、封筒形成部85の突当て部材駆動部86eに対し、圧着糊を重ね合わせるように外折り用紙部分を折り曲げる封緘用折り曲げ位置と、圧着糊を重ね合わせないように外折り用紙部分を折り曲げる非封緘用折り曲げ位置とを切り替える封入封緘コントローラ119を有する。そして、排出された封緘済みの封書および非封緘の封書の何れも収容する収容部を有する。
(もっと読む)
真空封止装置
【課題】チャンバ容器内を所望の圧力まで減圧することができ、その減圧状態で被封止材を密封することができる真空封止装置を提供する。
【解決手段】真空封止装置10は、真空ポンプ32によって内部を減圧可能なチャンバ容器12と、チャンバ容器12内にセットされた真空断熱材18の開口部24aを封止するシール装置14とを備え、シール装置14には、チャンバ容器12内で伸縮可能であると共に、その内側空間がチャンバ容器12外と連通されることで該チャンバ容器12の内外空間を気密に仕切るベローズ16a〜16cと、ベローズ16a〜16cの伸張方向で先端側に設けられ、ベローズ16a〜16cが伸張された場合に、チャンバ容器12内に設置された受け台54との間で前記開口部24aを押圧し挟持する押圧台44と、押圧台44及び受け台54の接触面44a、54aに設けられ、開口部24aを加熱して接合する加熱部56、58ヒータ62とを備える。
(もっと読む)
封入封緘装置
【課題】作製される封書の厚みに応じた適切なニップ圧で圧着箇所をニップすること。
【解決手段】作製される封緘前の封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部2と、厚さ情報取得部2で取得された厚さ情報と、作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、フラップニップローラ対3Aを厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部5と、圧着制御情報に基づき、フラップニップローラ対3Aのニップ圧を可変制御する制御部6とを備えた。
(もっと読む)
シーリングバー及びクーリングバーのテフロン(登録商標)テープホルダー
【課題】シーリングバー及びクーリングバーのテフロンテープホルダーを提供すること。
【解決手段】本発明のシーリングバーのテフロンテープホルダーは、
側面にはヒーターを挿入するためのヒーター挿入ホールが設けられ、上側には固定ピンが設けられたシーリングバーと;前記シーリングバーの固定ピンに着脱可能な形で結合している安着部材を含む水平部材と、前記水平部材から折り曲げられて設けられ、かつ、内側にシーリングバーの長手方向の長さよりさらに長い接触溝が含まれている垂直部材とを有する第1テフロン固定プレート、及び前記第1テフロン固定プレートに設けられた水平部材の下側に安着部材及び結合部材によって結合してテフロンテープを固定するための第2テフロン固定プレートからなるテフロン固定部材と;を備え、前記第1テフロン固定プレートの垂直部材には、テフロンテープのはためきを防止するために水平部材の方向に突出しているテフロン固定突起を設ける。
(もっと読む)
袋状容器の漏れ検査方法およびシステム
【課題】 口部材を有さない袋状容器の漏れ検査を可能にする。
【解決手段】
漏れ検査システムは、袋状容器100の開口に差し込まれるノズル10と、一対のシール部材20を備えている。一対のシール部材20は、袋状容器100の開口103にノズル10が差し込まれた状態で、袋状容器100の開口縁部103aを挟圧することにより、ノズル10と袋状容器100との間をシールする。さらに漏れ検査システムは、ノズル10に接続された圧縮エア供給経路1と、この圧縮エア供給経路1に接続された圧力センサ5および差圧センサ7を備えている。上記シール状態で、圧縮エア供給経路1からノズル10を介して袋状容器100に圧縮気体が供給された後、圧力センサ5,差圧センサ7により、袋状容器100を含む圧縮エア供給経路1の閉鎖系の圧力の変動を検出して、袋状容器100の漏れの有無を判定する。
(もっと読む)
包装袋のシール装置
【課題】合成樹脂フィルム製包装袋の両側のシール部をシールするにあたって、リード線の断線防止を図るシール装置を提供する。
【解決手段】包装袋2の両側からシールブロック25によってシール部2aをシールするに当たって、シールブロック25に対して渦電流により加熱するコイルプレート24を固定して配置して、シールブロック25の往復動によって包装袋のシール部2aをシールする。
(もっと読む)
熱シール装置及び被シール体の搬送方法
【課題】 本発明は搬送機構への挿入時及び搬送時に被シール体がずれることなく、適切なシール作業を実行可能な熱シール装置及び被シール体の搬送方法を提供すること。
【解決手段】搬送機構への被シール体の挿入をガイドする挿入ガイド71を備え、一対のプーリーの間に掛け渡したベルトを上下一対対向させた搬送機構を複数備え、該複数の搬送機構で被シール体の一部を挟持して搬送する。複数の搬送機構は、主搬送機構と主搬送機構へ被シール体を搬送する補助搬送機構を少なくとも備える。主搬送機構及び補助搬送機構の搬送方向は平行する。主搬送機構の搬送方向上手側端は、補助搬送機構の搬送方向下手側端より搬送方向上手側に設けられる。挿入ガイド71は、補助搬送機構の搬送方向上手側端の近傍から、主搬送機構の搬送方向上手側端の近傍まで突出する突出部71cを有する。突出部71cは搬送方向に平行して設けられる。
(もっと読む)
シート状電極の製袋自動包装機
【課題】ロール状フィルムから1枚ずつ製作されるセパレータとしての袋にシート状電極を自動的に封入することができる生産効率の高い製袋自動包装機を提供すること。
【解決手段】ロール状包装用フィルムから一枚ずつの袋(g)を製作する製袋部10と、多数の小穴が形成されたベルトの下面に真空吸引器を配置した搬送ベルトコンベア38と、製袋部の切り離し用ベルトコンベア27上の袋を搬送ベルトコンベア38上に間欠移送する受け渡し用ベルトコンベア48と、供給されるシート状電極(m)を収めて袋(g)に挿入する多数のガイド70を夫々進退及び左右に開閉自在に設け、搬送ベルトコンベア38のベルトと同期して間欠回転するガイドベルトなどの外周に各ガイドのベース63を取り付けたガイドトラック60と、シート状電極(m)が収納された袋(g)の開口部(h)近くの所定箇所にポイントシールを施すポイントシール手段80とからなる。
(もっと読む)
被シール体位置修正装置およびシールシステム
【課題】被シール体の開口部を所定のシール位置へ高精度に配置できる。
【解決手段】被シール体の開口部の位置を修正するための被シール体位置修正装置であって、開口部の左右側をそれぞれ把持する第1、第2把持部と、第1把持部を駆動する第1駆動部と、第1駆動部を制御する第1制御部と、第2把持部を駆動する第2駆動部と、第2駆動部を制御する第2制御部と開口部の第1先端位置を検知する第1先端検知部と、開口部の第2先端位置を検知する第2先端検知部と、開口部を把持した状態で、第1、第2把持部の間隔を広げるように把持部移動機構を制御するための、および第1先端位置が第1先端検知部で検知されるタイミングと、第2先端位置が第2先端検知部で検知されるタイミングとの差を判断し、当該判断結果で当該差がなくなるまたは略なくなるまで当該第1、第2制御部によるそれぞれの駆動制御を実行させるための主制御部とを有する。
(もっと読む)
間欠移送式充填包装装置及び方法
【課題】液状物を含む被包装物の間欠移送式充填包装装置の運転スピードを落とすことなく袋のシール不良を回避し、当該充填包装の生産性を向上させる。
【解決手段】可動側挟持部材6は台部8と段部12とからなり、台部8には可動側補助挟持部材18が取り付けられている。可動側挟持部材6の段部12と可動側補助挟持部材18には固定側挟持部材30に対向する側の面に挟持ゴム16,28がそれぞれ設けられており、固定側挟持部材30には可動側挟持部材6に対向する側の面に挟持ゴム32が設けられている。可動側挟持部材6の段部12の挟持ゴム16と、固定側挟持部材30の挟持ゴム32のうち挟持ゴム16に対向する部分とでグリッパ4の主挟持部44を構成する。また、可動側補助挟持部材18の挟持ゴム28と、挟持ゴム32のうち挟持ゴム28に対向する部分とでグリッパ4の補助挟持部46を構成する。
(もっと読む)
貼付材包装体
【課題】ヒートシール部分においてピンホールの発生が無く、気密性や無菌性を保つことが容易である貼付材包装体を提供すること。
【解決手段】貼付材を包材フィルムで挟み、貼付材の周囲にて包材フィルムがヒートシール処理されている貼付材包装体であって、包材フィルムのヒートシールされた部分が、エンボスヒートシール部とフラットヒートシール部とを有して形成されており、エンボスヒートシール部とフラットヒートシール部とが、それぞれ貼付材の周囲を囲むパターンとして形成されている、貼付材包装体。
(もっと読む)
ポンプ差込式エアレスパウチ製造方法
【課題】従来のエアレスパウチやエアレスチューブでは、パウチやチューブにスパウトを装着しなければエアレスポンプを装着できなかった。また、スパウト部の製作や装着には多くの製造工程と設備が必要であり、更に、スパウト成形用金型も高価であるためコストダウンが困難であった。
【解決手段】様々な形状のパウチに直接差込み口を成形し、エアレスポンプだけではなく、一般のポンプやスプレーなどを差込むことでエアレスパウチとしての機能をもたせることができるよう改善した。また、パウチの製造工程内で差込口を成形することで大幅に製造工程を削減することができた。さらに、ポンプやスプレーの形状が変わる場合でも、スパウト成形用金型に比べポンプ差込口成型用ヒートシール板は遥かに安価で製作できようになった。これらの改善により、小ロット、低価格での提供を可能にした。
(もっと読む)
発熱体及びフィルムシール装置
【課題】発熱体を所定の温度に加熱するためのトランス、及び長手方向に張力を付与するための構造が不要であり、樹脂製フィルムのシール部をシールしつつ切断可能な発熱体、及びこれが設けられたフィルムシール装置を提供する。
【解決手段】樹脂製フィルムFのシール部を熱融着するためのヒーター6であって、長尺の金属板で構成されており、長手方向の両側に所定間隔で交互にスリット62が形成され、金属板が折り曲げられることにより、中空部61aを有する突条61が長手方向に形成されていることを特徴とする。
(もっと読む)
ガセット袋の封緘方法並びその装置
【課題】 ガセット袋を包装資材として用いる際の技術的問題点を解決することができるガセット袋の封緘方法並びその装置を提案するものである。
【解決手段】 本発明のガセット袋Pの封緘方法は、予備封緘工程と、ヒートシール工程とが連続して別工程として行われるものであり、予備封緘工程では、先ず一対のガセットパネルP2をガセット袋P中心に向って押し込み、次いで折込まれたガセットパネルP2を挟み込んで一対のメインパネルP1を挟み込んで拝み合わせ状とし、この状態で拝み合わされた適宜の箇所を仮溶着してスポットシール部P4sを形成し、上部シール部P4を予備的に封緘するものであり、その後ヒートシール工程で、別途設けられるヒートシーラ72におけるヒートシールブロック723で上部シール部P4を全範囲にわたり、ヒートシールすることを特徴として成るものである。
(もっと読む)
1 - 20 / 117
[ Back to top ]